Ремонт судовых двигателей внутреннего сгорания
Демонтаж, разборка и дефектация
В зависимости от производственных возможностей предприятия и конструктивных особенностей двигателя ремонт его может осуществляться на судне или в цехе. Как правило, при капитальном ремонте двигатель демонтируют (снимают с судового фундамента) и доставляют в цех для ремонта. Крупногабаритные дизели большой массы с фундамента не снимают, а демонтируют отдельными узлами.
Ремонт двигателя в цехе сокращает сроки ремонта, однако последующие работы на судне по монтажу и центровке двигателя могут быть весьма трудоемкими, поэтому необходимость демонтажа в каждом отдельном случае должна быть обоснована.
При капитальном ремонте двигателя в цехе основными этапами являются: разборка; дефектация (выявление износов и повреждений); восстановление деталей; изготовление новых деталей взамен забракованных; узловая сборка; общая сборка двигателя; испытание в цехе; монтаж на судовом фундаменте; испытание на судне.
Демонтажные работы начинают с отсоединения от двигателя всех трубопроводов, предварительно удалив из них и из двигателя воду, масло и топливо; затем снимают с двигателя контрольно-измерительные приборы, арматуру; все отверстия закрывают заглушками. Одновременно ведут работы по разборке площадок, приводов к арматуре и других частей, соединяющих двигатель с конструкциями корпуса судна. Затем разъединяют фланцы коленчатого и приводного валов, отсоединяют двигатель от судового фундамента, выгружают и транспортируют в цех, где устанавливают в горизонтальном положении на специальный фундамент или металлические балки.
Разборка двигателя — один из важнейших технологических процессов ремонта, во многом определяющий его продолжительность и стоимость. Небрежная разборка нередко приводит к повреждению, а иногда и к утере деталей.
Процесс разборки двигателя на судне и в цехе по существу одинаков, однако разборка в цехе удобнее и значительно производительнее, так как выполняется в более благоприятных условиях. Последовательность разборки двигателя зависит от его конструкции; в каждом отдельном случае разборка должна производиться в соответствии с инструкцией завода-изготовителя.
Должное внимание при разборке дизелей необходимо уделять клеймению и маркировке деталей и мест их установки в соответствии с инструкцией, чтобы при последующей сборке установить детали правильно. На специализированных предприятиях, ремонтирующих быстроходные дизели одного типа, детали при разборке не маркируют.
Последовательность разборки двигателей, имеющих в качестве основной детали остова фундаментную раму, примерно такова: сначала снимают контрольно-измерительные приборы, затем электрооборудование, трубопроводы, тяги топливных насосов и регулятора частоты вращения, удаляют стойки с клапанными рычагами, толкатели и штанги клапанов, навесные агрегаты, кожух шестерен, распределительный вал, крышки цилиндров, производят разъем нижних головок шатунов и, поворачивая коленчатый вал, последовательно поднимают поршни с шатунами, извлекая их из цилиндров. Затем выпрессовывают втулки цилиндров, отделяют цилиндры (блок цилиндров), снимают маховик, вскрывают рамовые подшипники, поднимают коленчатый вал и укладывают его на козлы. До выпрессовки втулок цилиндров зарубашечное пространство очищают от накипи и подвергают гидравлическому испытанию, причем выпрессовку втулок удобнее производить после демонтажа блока цилиндров или отдельных цилиндров. Если разборке подвергают несколько одинаковых двигателей, то их детали, как правило, не обезличивают. Ремонт быстроходных двигателей, как уже указывалось, производят на специализированных предприятиях, где внедрен технологический опыт заводов массового или крупносерийного производства данных двигателей. Высокая точность механической обработки, стандартизация и взаимозаменяемость многих деталей позволяют вести ремонт по поточной схеме с обезличиванием значительного количества-деталей; избегают обезличивания лишь совместно обработанных деталей. На ряде предприятий разборке двигателей предшествует их наружная мойка в специальных моечных машинах.
У двигателей крейцкопфного типа сначала отсоединяют шток поршня от поперечины крейцкопфа и только после этого, подняв поршень вместе со штоком, вынимают из цилиндра. Затем временно закрепляют крейцкопф на параллели, разбирают головные соединения и мотылевый подшипник шатуна (кривошип коленчатого вала находится в ВМТ). Медленно вращая коленчатый вал, выводят шатун из станины и вынимают его, снимают крейцкопфы и параллели.
Во время разборки любого двигателя рекомендуется соблюдать следующие общие правила:
— детали и трубы систем и приборы укладывать на заранее подготовленные места;
— разборку производить только специально предназначенными для этой цели инструментами и приспособлениями;
— при разборке не применять чрезмерных усилий, а если узел не поддается разборке, выяснить причины;
— все открытые полости закрывать специальными крышками (использование в качестве заглушек пакли и ветоши воспрещается) ;
— концы трубок глушить деревянными пробками или специальными заглушками;
— если деталь крепится несколькими гайками, то сначала последовательно ослабить их, а уже потом отвертывать; гайки после разборки навертывать обратно на болты или шпильки, а если этого сделать нельзя, то гайки с каждого узла собирать на отдельную проволоку с биркой.
Следующий этап — подетальная разборка, т. е. разборка узлов на отдельные детали.
Иногда при ремонте двигателя в цехе в целях уменьшения массы двигателя и предотвращения возможных повреждений его узлов и деталей при выгрузке с судна и транспортировке в цех производят демонтаж отдельных узлов на судне и отправляют их в цех. Облегченный двигатель отсоединяют от судового фундамента и также направляют в цех.
Рассмотрим технологию разборки некоторых наиболее ответственных узлов двигателя. Выпрессовку втулок цилиндров производят для их замены, а иногда для очистки водяного пространства. Втулки выпрессовывают с помощью приспособления, показанного на рис. 104. Снизу к торцу втулки подводится диск 8, имеющий по окружности четыре отверстия, в которые заводят стержни 7. Сверху на шпильки цилиндра устанавливают четыре подставки 6 и два гидравлических домкрата 5. На головки плунжеров домкратов помещают жесткие прокладки 4, которые упираются в скобу 3, насаженную на стержень 7 и закрепленную гайками. На две другие подставки 6 устанавливают скобу 2, соединенную с двумя другими стержнями 7; под эту скобу заводят клинья 1. Установив приспособление, в за-рубашечное пространство впускают пар низкого давления для подогрева цилиндра и облегчения выпрессовки втулки, слегка подбивают клинья и вводят в действие домкраты, с помощью которых и выпрессовывают втулку.
Последовательность разборки поршней зависит от их конструкции. Разборка большинства поршней двигателей крейцкопфного типа сводится к отсоединению штока поршня от его головки и снятию поршневых колец с поршня. Отсоединение поршня тронкового двигателя производится путем выпрессовки поршневого пальца с помощью специального приспособления, позволяющего избежать ударов по пальцу. На рис. 105 показано простейшее приспособление для выпрессовки пальца 1 поршня 2. Через пустотелый палец поршня пропущен болт 4, под головку которого подложена шайба 5. Вторым концом болт проходит через отверстие П-образной скобы 3, опирающейся на поверхность поршня. Навертывая гайку на болт 4, выпрессовывают палец и отсоединяют шатун от поршня. Если палец плавающий, а поршень силуминовый, то снимают заглушки, фиксирующие палец, нагревают поршень в масле до 250° С (523 К) и вынимают палец из поршня. Поршневые кольца снимают при помощи несложных приспособлений, предохраняющих их от поломки.
Разборка шатуна тронкового типа сводится к выпрессовке втулки головного подшипника с предварительным высверливанием стопоров, а также удалению вкладышей мотылевого подшипника.
Разбирая коленчатый вал, спрессовывают шестерню привода распределительного вала и маховик, снимают заглушки, обеспечивающие герметичность масляных полостей шеек вала; при необходимости снимают противовесы.
При разборке распределительного вала спрессовывают передаточную шестерню, а в случае необходимости и кулачковые шайбы. Если вал состоит из нескольких частей, их разъединяют.
Перед дефектацией разобранные детали двигателя чистят и моют для удаления нагара, коррозии, жирового слоя и накипи. Очистку производят химическим, механическим и ультразвуковым способами.
Дефектация деталей — ответственный этап технологического процесса ремонта ДВС. Задачей дефектации является проверка цельности деталей (обнаружение наружных и внутренних трещин, обломков и т. п.) и определение степени износа, деформации, нарушений взаимного расположения поверхностей и их чистоты.
От того, как организована дефектация, зависят качество и стоимость ремонта. При недостаточно внимательном контроле может снизиться его качество, а чрезмерно жесткий контроль может вызвать перерасход запасных деталей. Дефектация позволяет разделить все детали на три группы. К 1-й группе относят детали, имеющие допустимый износ, а также прошедшие необходимые виды проверки; ко 2-й группе — детали, которые имеют предельный износ и изменение геометрической формы поверхности, но восстановление которых возможно; к 3-й группе относят детали, имеющие признаки окончательного брака и непригодные к восстановлению.
При дефектации деталей производят внешний осмотр, проверку на специальных приборах для выявления невидимых глазом дефектов, проверку герметичности, измерение размеров и проверку для выявления отклонений от первоначальной геометрической формы.
Внешний осмотр предшествует всем остальным проверкам и производится с помощью лупы. Он позволяет обнаружить трещины, раковины и другие дефекты, а также изменения поверхностного слоя металла (например, перегрев — по наличию цветов побежалости). До применения лупы производят визуальную проверку, а места, недоступные осмотру, проверяют обстукиванием для выявления трещин. Для обнаружения в деталях пороков, невидимых простым глазом, на предприятиях применяют магнитную дефектоскопию, просвечивание рентгеновскими лучами, гамма-дефектоскопию, ультразвуковой и люминесцентный контроль.
При дефектации деталей ДВС (исключая детали топливной аппаратуры) необходимы следующие контрольно-измерительные инструменты, приборы и приспособления: микрометрические скобы с пределами измерений 0—75 мм, 25—50 мм и более в зависимости от размеров поршневых пальцев, шеек коленчатого вала и поршней; индикаторный нутрометр со вставками различной длины; микрометрический нутрометр; индикатор линейный со штативом; щупы; штангенциркули; уровень слесарный с ценой делений 0,05—0,20 мм на 1 м длины; резьбомеры; проверочная линейка стальная; приспособление для измерения расхождения щек кривошипа; грузы и тонкая стальная проволока для отвесов; металлические рулетки и метр.
На специализированных предприятиях наряду с обычным инструментом широко применяют браковочные калибры и специальные измерительные приборы. Контроль с помощью калибров высокопроизводителен. Калибры бывают необходимы при проверке размеров труднодоступных поверхностей. Для определения размеров деталей прецизионных пар топливной аппаратуры внедряется пневматический метод измерений. Пневматические приборы отличаются высокой производительностью и большей точностью, чем индикаторные.
Измеряя детали, пользуются определенной методикой, учитывающей конструктивные особенности и условия работы каждой детали. Диаметр цилиндрических поверхностей трения проверяют в нескольких поясах, определяя отклонения от цилиндрической формы по длине (конусность, бочкообразность, корсетность). Диаметр проверяют в нескольких взаимно-перпендикулярных плоскостях, определяя отклонения от цилиндрической формы по поперечному сечению (овальность). Записав данные измерений в карту замеров и обработав их, делают заключение о том, к какой группе по степени дефектности следует отнести данную деталь двигателя.
Виды ремонта судов
Под ремонтом судна понимается комплекс работ по восстановлению исправного и работоспособного состояния судна на определённом отрезке времени с выводом его из эксплуатации. Виды и назначение ремонтов судов морского флота определяет Положение о технической
эксплуатации флота. В соответствии с этим документом
ремонт судов производится по планово-предупредительной
системе, которая предусматривает следующие виды ремонта:
заводской и доковый для судов в целом; межрейсовый;
поддерживающий; гарантийный; аварийный;
восстановительный; текущий ремонт элементов судна;
капитальный ремонт элементов судна.
Все виды ремонта морского флота (судов) классифицирующихся в зависимости от: процессов, протекающих в элементах судна и приводящих к утрате их спецификационных показателей технического состояния; степени директивности и назначение ремонта см. Рис 8 /2/.
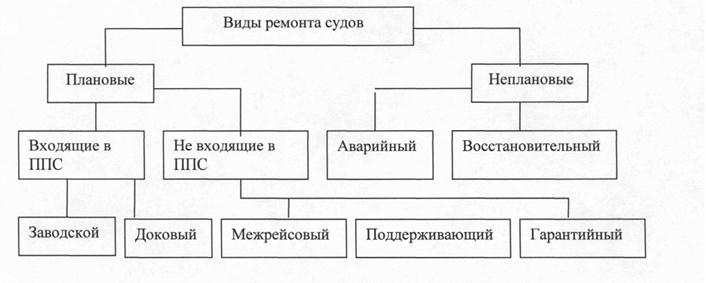
Рис.8 Классификация видов ремонта.
В зависимости от характера протекания процессов утраты специфических показателей технического состояния судовой техники, ремонты делят на плановые и неплановые.
Плановый ремонтсудов — это такой, который назначается в результате процессов старения, образования эксплуатационных отложений, коррозионного, механического и других видов изнашивания. Все плановые ремонты в зависимости от регламентации периодичности ремонтов делят на ремонты, входящие и не входящие в планово-предупредительную систему, которую применяют в течение всего нормативного срока службы судов.
Заводской ремонт— плановый ремонт в объёме очередного классификационного освидетельствования с периодичностью 4-5 лет. В процессе заводского ремонта
судна осуществляются работы связанные с восстановлением класса Регистра (либо другого классификационного общества), выполнением требованием Международных Конвенций и Форума нефтяных компаний, а также требованиями охраны труда и техники безопасности, производственной санитарии и пожарной безопасности.
В зависимости от технического состояния судна в составе заводского ремонта выполняются работы по текущему и капитальному ремонту судовых конструкций и технических средств.
Заводской ремонт в объёме очередного докования(доковый ремонт) — плановый ремонт с периодичностью 24 месяца плюс-минус 3 месяца. Этот вид ремонта осуществляется в судоподъёмных сооружениях для восстановления исправного технического состояния подводной части судна. В процессе докового ремонта производится ремонт средств защиты корпуса от коррозии и обрастания, устранение повреждений движетельно-рулевого комплекса, донно-бортовой арматуры и других элементов судна, ремонт которых на плаву невозможен. В процессе этого ремонта могут выполняться сопутствующие работы не докового характера, продолжительность которых не должна превышать плановое время докового ремонта. Средняя продолжительность одного докового ремонта морского транспортного судна по Министерству транспорта составляет 16 суток.
К плановым ремонтам судов,не входящим в планово-предупредительную систему, относят: межрейсовый; поддерживающий и гарантийный. Межрейсовый ремонт-плановый ремонт, выполняемый в межремонтный период, как правило, совмещаемый с ежегодным освидетельствованием судна Регистром и служит для устранения выявленных неисправностей, которые не могут быть устранены в процессе эксплуатации. Этот вид ремонта производится с выводом судна из эксплуатации в среднем на 4-6 суток.
Поддержевающий ремонт судна —плановый ремонт, выполняется в конце срока службы судна и заключается в восстановлении минимального уровня его технического состояния, обеспечивающего нормальную эксплуатацию в установленный срок. При поддерживающем ремонте проведение модернизационных работ запрещено.
Гарантийный ремонт судна— плановый ремонт, выполняемый силами и средствами строителя судна или исполнителем ремонта в течение гарантийного срока для
восстановления технико-эксплуатационных характеристик элементов судна до значений, установленных в нормативно-технической документации на постройку или ремонт, при условии выполнения экипажем судна правил технической эксплуатации. Выполняется на основании рекламаций, предъявляемых заказчиком (судовладельцем) заводу. Гарантийный срок устанавливается обычно продолжительностью 12 месяцев календарного времени со дня приёмки судна от завода.
Аварийный ремонт судна— это не плановый ремонт, выполняемый для устранения причин и последствий повреждений, вызванных аварийным случаем. При аварийном ремонте выполняется только работа, связанная с ликвидацией аварийных повреждений.
Восстановительный ремонт судна —это не плановый ремонт, выполняемый для устранения последствий повреждений, вызванных стихийными бедствиями, и после достижения судном предельного состояния. После проведения восстановительного ремонта судно вводится в планово-предупредительную систему ремонтов.
Текущий ремонтсудовых конструкций и технических средств осуществляется с целью гарантированного обеспечения их работоспособного состояния и заключается в восстановлении или замене отдельных (быстроизнашивающихся) элементов, кроме базовых. К текущему ремонту относятся: переборка судовых технических средств, очистка и окраска судовых конструкций, переборка и устранение неплотностей судовых трубопроводов и т.д.
Капитальный ремонтсудовых конструкций и технических средств осуществляется с целью восстановления и их исправного технического состояния и полного или близкого к полному восстановлению ресурса (срока службы) с восстановлением или заменой любых элементов, включая базовые. К капитальному ремонту относится замена и ремонт судовых конструкций и технических средств с изменением конструктивных размеров взаимосвязанных деталей.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет