Капитальный ремонт двигателей КамАЗ-740




![]()
![]()
КамАЗ (акроним от Ка?мский автомоби?льный заво?д) — крупнейший производитель дизельных грузовиков и дизельных двигателей в Советском Союзе и России, действующий с 1976 года. В настоящее время также выпускает автобусы, тракторы, комбайны, электроагрегаты, мини-тепловые электростанции и комплектующие. Основное производство расположено в Набережных Челнах.
В 2012 году группа компаний «КАМАЗ» занимает 16 место в мире по выпуску тяжёлых грузовиков. По состоянию на 2010 год КамАЗ занимал 8 место в мире по объёмам выпуска дизельных двигателей.
В 1960-х годах экономика СССР нуждалась в увеличении парка грузовых автомобилей, особенно современного типа с грузоподъёмностью от 8 до 20 тонн с более экономичным дизельным двигателем. Существующие автомобильные заводы эту потребность восполнить не могли.
В августе 1969 года ЦК КПСС и Совет Министров СССР приняли ряд документов, в том числе Постановление № 674 от 14 августа 1969 «О строительстве комплекса автомобильных заводов в Набережных Челнах Татарской АССР». Заводы должны были специализироваться на производстве только большегрузных автомобилей. Строительству заводов в данном месте способствовало месторасположение города — в центре страны, наличие судоходных рек Камы и Волги, близость железной дороги — позволяли обеспечить будущий автогигант строительными материалами, сырьём, оборудованием и комплектующими. По первоначальному проекту он должен был производить 150 тыс. большегрузных автомобилей и 250 тыс. двигателей в год
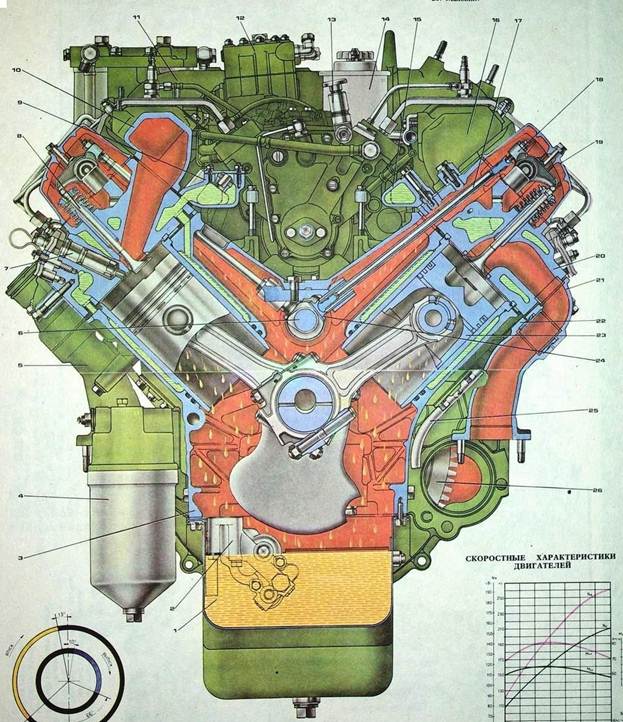
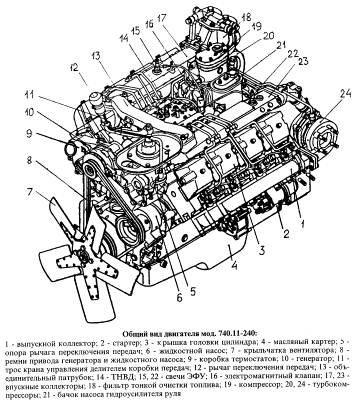
Рис.1 Двигатель КамАЗ-740
Конструкция дизельного двигателя КамАЗ-740 по сравнению с существующими дизельными двигателями обладает рядом преимуществ. Он имеет малую массу, небольшие габаритные размеры (почти в два раза меньше, чем у двигателя ЯМЗ-238), большую мощность, высокие степень сжатия, частоту вращения и экономичность. Цилиндры двигателя расположены в два ряда с углом развала между ними 90°. Двухрядное расположение цилиндров с большим углом их наклона позволило сократить габариты двигателя.
1. Техническая характеристика дизельных двигателей
| Параметры | КамАЗ-740 | ЯМЗ-238 |
| Количество и число цилиндров, шт. | ||
| Диаметр цилиндра, мм | ||
| Ход поршня, мм | ||
| Рабочий объем цилиндра, л | 10,85 | 14,86 |
| Степень сжатия | 16.5 | |
| Номинальная мощность, кВт | 154,4 | 176,5 |
| Частота вращения коленчатого вала при номинальной мощности, мин-1 | ||
| Максимальный крутящий момент, Н*м | ||
| Частота вращения коленчатого вала при наибольшем крутящем моменте, мин-1 | ||
| Порядок работы цилиндров | 1542—6378 | 1542—6378 |
| Удельный расход топлива, г/кВт | ||
| Масса сухого двигателя, кг | ||
| Охлаждение | Жидкостное | Жидкостное |
| Габаритные размеры (длина, ширина, высота), мм | 110Х880Х1093 | 1577Х1008Х1162 |
Пространство в развале между цилиндрами используется для размещения распределительного вала, привода к клапанам, топливного насоса высокого давления, насоса гидроусилителя рулевого управления, компрессора для подачи сжатого воздуха в тормозную систему автомобиля. В выпускном коллекторе установлены подвижные заслонки, позволяющие перекрывать выход отработавших газов или воздуха при отключении подачи топлива. Такая конструкция позволяет использовать компрессию двигателя при торможении автомобиля вспомогательных тормозов на спусках в холмистой и горной местностях.
Установка в тормозной системе вспомогательного тормоза значительно снижает нагрузку на тормозные механизмы автомобиля и увеличивает срок их службы. По своим техническим данным отечественный дизельный двигатель КамАЗ-740 не уступает уровню лучших мировых образцов. Сравнительная техническая характеристика отечественных дизельных двигателей приведена в табл. 1. Однако новые быстроходные двигатели КамАЗ и их модификации отличаются наличием сложных узлов, механизмов и систем, требующих квалифицированного подхода при организации их ремонта.

Осуществляется в соответствии с разработанным для них технологическим процессом на стационарных ремонтных заводах.
Технологический процесс капитального ремонта двигателей включает следующие технологические операции: снятие навесного оборудования, мойку двигателей в сборе без навесного оборудования, разборку двигателей на узлы и детали, мойку деталей, дефектацию и восстановление деталей, комплектовку узлов, общую сборку двигателей, обкатку двигателей (приработку и испытание), окраску и предъявление отремонтированного двигателя ОТК.
Схема маршрутного технологического процесса капитального ремонта двигателей КамАЗ представлена на рис. 2.
Технологический процесс капитального ремонта двигателей КамАЗ-740 отличается от углубленного текущего ремонта более широкой номенклатурой восстанавливаемых, изготавливаемых и заменяемых деталей.
Двигатели загружаются в люльки вращающейся крестовины машины. Люльки периодически погружаются в ванну с водным раствором. Водный раствор синтетических моющих средств (CMC) через отверстия в стенках люлек заполняет внутреннюю полость поддона картеров двигателей и при поднятии люлек выливается из картера, и таким образом осуществляется мойка не только наружной части двигателя, но и внутренней его части.
Базовые детали, подлежащие восстановлению, поступают в цех ремонта двигателей на отдельные посты. К годным деталям (не требующим восстановления) при капитальном и углубленном текущем ремонтах двигателя, как правило, относятся крыльчатка вентилятора, картер маховика, пружины клапанов, топливопроводы, трубки масляной системы, соединительные трубки системы охлаждения. Эти детали после дефектации поступают на комплектовку и сборку двигателей.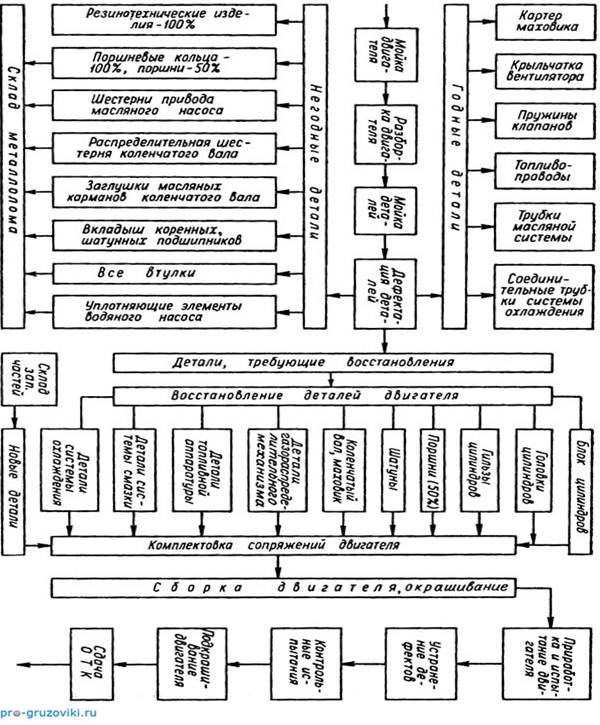
Рис. 2. Схема маршрутного технологического процесса капитального ремонта двигателей КамАЗ-740
Ремонт двигателя КамАЗ
Ремонт двигателя КамАЗ необходимо выполнять с учетом следующих рекомендаций:
- до истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива, и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и допускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
- разберите двигатель КамАЗ 740 на поворотном стенде Р- 770 (рис. 76). Перед установкой двигателя на стенд снимите полнопоточный фильтр очистки масла, вентилятор, выпускные коллекторы в сборе с патрубками, кронштейны передних опор, стартер. Для установки двигателя на стенд в отверстия для трубопроводов предпускового подогревателя в блоке цилиндров установите и закрепите кронштейны, после этого вверните пальцы 7 до упора. Вокруг горизонтальной оси стенда двигатель поворачивайте вращением рукоятки червячного редуктора. Перед поворотом двигателя вокруг вертикальной оси стенда нажмите на педаль 3 фиксатора;
- трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
- при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно табл. 6;
- уменьшайте моменты затяжки на 10%, если моторное масло применяется в качестве смазочного материала;
- неметаллические прокладки для удобства сборки, при необходимости, вставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
- при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
- не подгибайте шпильки при надевании на них деталей;
- после ремонта сборочных единиц и замены их обкатайте двигатель КамАЗ на стенде, укомплектованном согласно требованиям ГОСТ 14846—69, в одном из приведенных ниже режимов в зависимости от замененных деталей:
1. После замены коленчатого вала, распределительного вала, одного или нескольких поршней или гильз, более половины вкладышей коренных или шатунных подшипников, а также более двух поршневых колец проведите приработку в основном режиме, включающем в себя «холодную» и «горячую» обкатку (табл. 7, 8). В начале «холодной» обкатки допускается температура масла, подаваемого в двигатель, 50 °С и выше. Давление масла в главной магистрали системы смазки не ниже 98,07 кПа (1 кгс/см2) при минимальной частоте вращения холостого хода и 392,3. 539,4 кПa (4 . 5 кгс/см2) — при частоте вращения 2600 мин-1. Перед «горячей» обкаткой проверьте, и при необходимости отрегулируйте тепловые зазоры в газораспределительном механизме, угол опережения впрыскивания топлива, затяжку болтов крепления головок цилиндров. Выбрасывание и подтекание воды и топлива, а также прорыв газов в местах соединений не допускаются.
2. После замены менее половины вкладышей коренных или шатунных подшипников или по одному поршневому кольцу не более чем в двух цилиндрах проведите приработку в режиме «горячей» обкатки.
3. После замены головки цилиндра или других деталей, замена которых требует снятия головки, после снятия ее для осмотра деталей цилиндропоршневой группы, а также замены масляного, водяного или топливного насосов, привода топливного насоса, шестерен распределения, манжет коленчатого вала, картера маховика, передней крышки блока проведите приработку двигателя в режиме, указанном в табл. 9.
4. После переборки без замены агрегатов, сборочных единиц, деталей проведите приработку двигателя в режиме согласно п. 3.
Рис. 76. Установка двигателя на поворотном стенде: 1- стойка; 2 — станина; 3 — педаль фиксатора; 4 — балка поворотная; 5 — редуктор; 6 — рукоятка редуктора; 7 — пальцы установочные
Таблица 6. Моменты затяжки резьбовых соединений
| Резьба | Размер под ключ, мм | Моменты затяжки при классе прочности стали болта, Н.м (кгс.м) | ||
| Р50 | Р80 | Р100 | ||
| М6 | 10 | 3,73. 4,61 (0,38. 0,47) | 6,28. 7,75 (0,64. 0,79) | 8,73. 10,79 (0,89. 1,1) |
| М8 | 13 | 12,57. 15,5 (1,28. 1,58) | 19,62. 24,23 (2. 2,47) | 27,96. 34,53 (2,85. 3,52) |
| М10×1,25 | 17 | 26,29. 32,47 (2,68. 3,31) | 42,18. 51,99 (4,3. 5,3) | 59,25. 73,08 (6,04. 7,45) |
| M12x1,25 | 19 | 46,7. 57,68 (4,76. 5,88) | 74,65. 92,12 (7,61. 9,39) | 103,99. 128,51 (10,6. 13,1) |
| М12×1,5 | 19 | 46,7. 57,68 (4,76. 5,88) | 74,65. 92,12 (7,61. 9,39) | 103,99. 128,51 (10,6. 13,1) |
| М14×1,5 | 22 | 75,14. 91,63 (7,66. 9,34) | 120,66. 149,11 (12,3. 15,2) | 166,77. 206,01 (17. 21) |
| М16×1,5 | 24 | 83,39. 103 (8,5. 10,5) | 179,52. 221,71 (18,3. 22,6) | 250,16. 309,02 (25,5. 31,5) |
| М18×1,5 | 27 | 120,66. 149,11 (12,3. 15,2) | 258,98. 319,81 (26,4. 32,6) | 366,89 . 453,22 (37,4. 46,2) |
| М20×1,5 | 30 | 170,69. 210,92 (17,4. 21,5) | 362,97. 448,32 (37. 45,7) | 513,06. 633,73 (52,3. 64,6) |
| М22×1,5 | 32 | 225,63. 278,6 (23. 28,4) | 483,63. 597,43 (49,3. 60,9) | 683,76. 844,64 (69,7. 86,1) |
| М24×2 | 36 | 286,45. 355,12 (29,2. 36,2) | 615,09. 760,28 (62,7. 77,5) | 867,2. 1069,29 (88,4. 109) |
- Класс стали болта нанесен на головке болта.
- Класс прочности стали гайки несколько ниже класса прочности болта.
- Моменты приведены для болтов серийного производства при отсутствии попадания на них смазочного материала.
Частота вращения
коленчатого вала, мин1
Технология капитального ремонта двигателей КамАЗ
Капитальный ремонт двигателей КамАЗ-740 осуществляется в соответствии с разработанным для них технологическим процессом на стационарных ремонтных заводах.
Технологический процесс капитального ремонта двигателей включает следующие технологические операции: снятие навесного оборудования, мойку двигателей в сборе без навесного оборудования, разборку двигателей на узлы и детали, мойку деталей, дефектацию и восстановление деталей, комплектовку узлов, общую сборку двигателей, обкатку двигателей (приработку и испытание), окраску и предъявление отремонтированного двигателя ОТК.
Схема маршрутного технологического процесса капитального ремонта двигателей КамАЗ представлена на рис. 38.
Технологический процесс капитального ремонта двигателей КамАЗ-740 отличается от углубленного текущего ремонта более широкой номенклатурой восстанавливаемых, изготавливаемых и заменяемых деталей.
С двигателей, поступивших в капитальный ремонт, снимается навесное оборудование, отворачивается пробка картера и сливается масло и двигатель подвергается наружной мойке. Мойка производится в моечной машине роторного типа модели 29.4948.
Двигатели загружаются в люльки вращающейся крестовины машины. Люльки периодически погружаются в ванну с водным раствором. Водный раствор синтетических моющих средств (CMC) через отверстия в стенках люлек заполняет внутреннюю полость поддона картеров двигателей и при поднятии люлек выливается из картера, и таким образом осуществляется мойка не только наружной части двигателя, но и внутренней его части.
Мойка осуществляется горячим (90…95 °С) CMC с непрерывной очисткой раствора от маслянистых и твердых загрязнений. Периодическое погружение двигателей в раствор и их вибрация с частотой 46 Гц позволяют очищать от загрязнений не только с наружной стороны, но и вымывать загрязнения внутри двигателя раствором, затекающим через сливное отверстие масла в нижней части картера двигателя.
В качестве моющего раствора применяется моющее средство «Лабомид-203» с концентрацией 30 г порошка на 1 л воды.
Схема роторной машины для мойки двигателей и деталей представлена на рис. 39.
После мойки двигатели разбираются на узлы и детали, которые подвергаются мойке во второй моечной машине такой же модели. Вымытые детали поступают на пост дефектации деталей.
Базовые детали, подлежащие восстановлению, поступают в цех ремонта двигателей на отдельные посты.
К годным деталям (не требующим восстановления) при капитальном и углубленном текущем ремонтах двигателя, как правило, относятся крыльчатка вентилятора, картер маховика, пружины клапанов, топливопроводы, трубки масляной системы, соединительные трубки системы охлаждения. Эти детали после дефектации поступают на комплектовку и сборку двигателей.
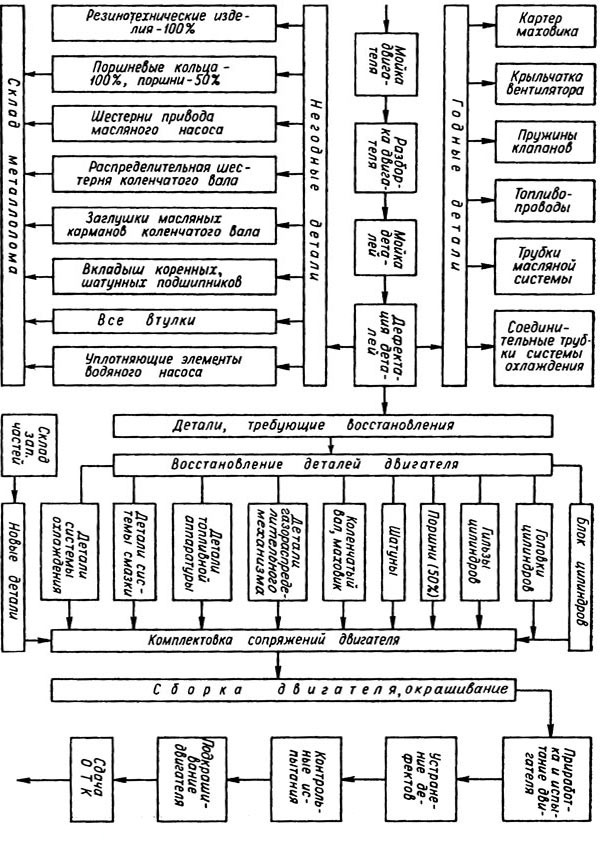
Рис. 38. Схема маршрутного технологического процесса капитального ремонта двигателей КамАЗ-740
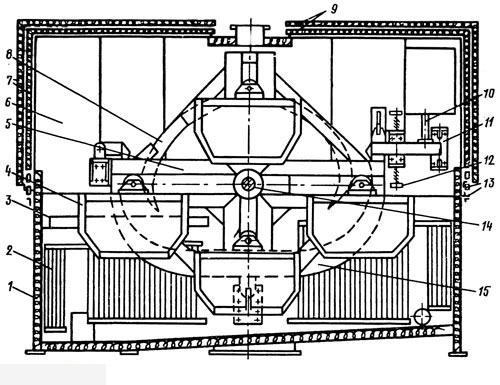
Рис. 39. Машина для мойки агрегатов и деталей:
1 — ванна; 2 — батареи для подогрева моющего раствора, 3 — лоток; 4 — люлька для мойки деталей (4 шт.); 5 — вращатель люлек (мальтийский крест); 6 — кожух; 7 — дверцы четырехстворчатые, 8 — направляющая верхняя; 9 — крышки в отверстии кожуха; 10 — вибратор, 11 — буфер, 12 — пружинная подвеска; 13 — направляющие, 14 — вал держателей люлек, 15 — направляющая нижняя
К деталям, подлежащим обязательной замене (негодным деталям), относятся все резинотехнические изделия (78 наименований), поршневые кольца, шестерня привода масляного насоса, распределительная шестерня коленчатого вала, заглушки масляных карданов, вкладыши коренных и шатунных подшипников коленчатого вала, все втулки, уплотнительный элемент водяного насоса.
Вместо негодных деталей на комплектовку поступают новые детали со склада или вновь изготовленные детали из цеха восстановления и изготовления деталей (ЦВИД).