Этапы производства автомобиля

Копирование текста разрешено при условии ссылки на данный контент.
Общее описание процесса производства автомобиля.
Делится на основные 4 этапа производства и состоит из
Прессового производства / Press Shop
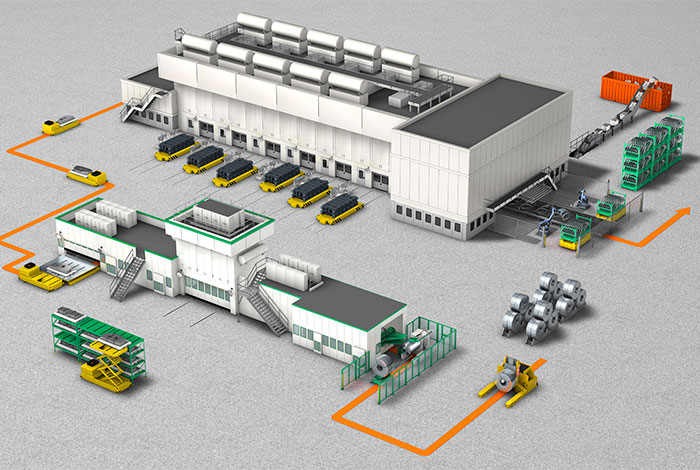
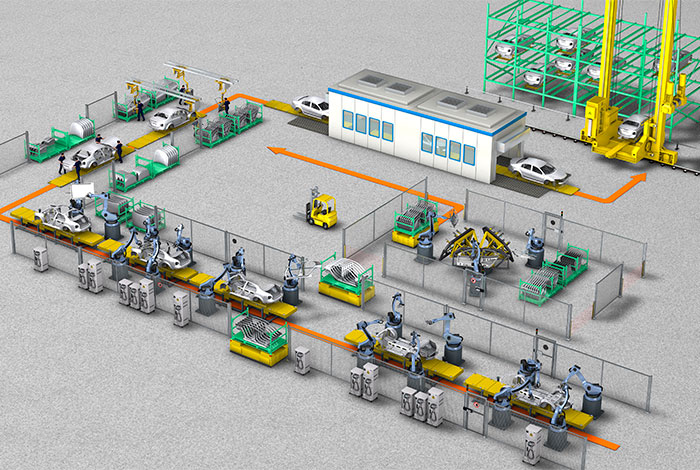
Сварочного производства / Body Shop
Тенденция сварочного производства последних лет сводится к следующим принципам. Так например, в странах с высокой оплатой труда используется оборудование с максимальной автоматизацией процесса и может составлять до 90%. При этом в странах с низкой оплатой труда ситуация обратная, площадки автоматизированы в пределах 20-40%. Низкая автоматизация обоснована в том числе и менее затратным переходом к новой модели.
Лидеры по части оборудования COMAU (Италия). Ведущие поставщики роботов для цехов сварки, это Kuka (Германия), Fanuc (Япония), ABB (Шведско-Швейцарская).
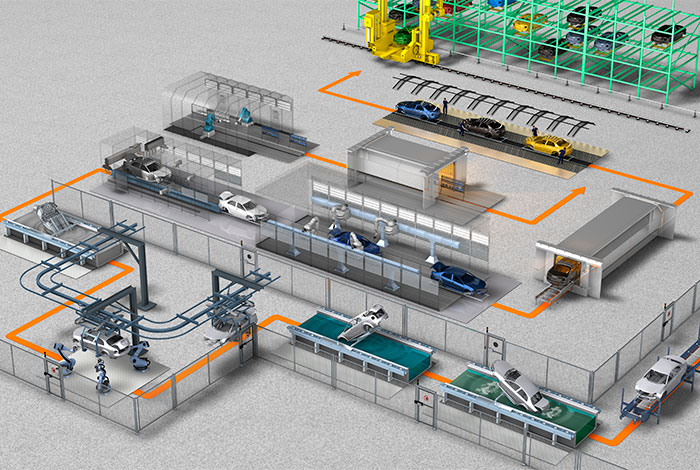
Окрасочного производства / Paint Shop
В первую очередь, стоит отметить, что комплекс нанесения ЛКП (ЛакоКрасочное Покрытие) является самым дорогим в автомобильной промышленности. Затраты на запуск данного комплекса обходятся дороже вместе взятых сварочного и сборочного производства, в денежном эквиваленте стоимость комплекса обходиться автопроизводителю от 50 до 300 млн. долларов.
В данном сегменте имеются свои мировые лидеры, так например самыми технологичными являются комплексы немецких компаний EISENMANN и Dürr, по части роботов Dürr (Германия), ABB (Шведско-Швейцарская), Stäubli (Швейция), Fanuc (Япония), Yaskawa (Япония) в составе Motoman. Поставщики красок это BASF (Германия), PPG Helios (USA), Axalta ранее DuPont (USA), KCC (Ю.Корея) только для корейского автопрома, по части химии Henkel (Германия), Chemetall (USA), ЭКОХИМ (Россия) только на рынке России.
Сборочного производства / Assembly Shop
Сборочное производство можно считать уникальным, т.к. без человека существование этого этапа на сегодняшний день не возможно. Автоматизация крайне мала, по причине сложности выполняемых операций.
Лидеры по производству комплексов оборудования так же немецкие компании EISENMANN и Dürr.
Как создается машина с нуля: Описание всего процесса
Как создается автомобиль. От А до Я.
Все мы знаем, что автомобили являются технически сложными устройствами, что они производятся на крупных автопромышленных предприятиях. Но мало кто из нас знает, как происходит весь процесс создания новой модели машины, начиная с самого его начала. Ведь прежде чем отправиться в серийный выпуск на конвейер , этот автомобиль необходимо изначально спроектировать, разработать его прототип, провести инженерные испытания и многое многое другое. Весь процесс создание нового автомобиля по уровню сложности, на самом деле сравним с разработкой космической одиссеи на Марс. Предлагаем вам проследить и изучить весь процесс создания автомобиля, прямо с самого начала. Наш гид был составлен анонимным зарубежным источником, который в настоящее время работает в одной из известных автомобильных компаний. Мы сгруппировали и разделили весь процесс на пять категорий.
Обратите внимание, что в среднем, весь процесс создания новой модели с нуля и до поступления новинки в автосалон, занимает около 72-х месяцев. Какие-то компании делают это быстрее, какие-то чуть медленнее. Все зависит от сложности разработки и наличия больших инвестиций вложенных в проектирование и создание нового автомобиля. И еще, обратите свое внимание на следующее, что наш гид раскрывает для всех определенные секреты завода производителя, рассказывает о том, что происходит на самом деле внутри компании при создании и разработке новой модели, а не о том обновлении существующего уже автомобиля (рестайлинге) о котором обычно пишут и рассказывают журналисты.
1) Подготовка к проектированию новой модели
Срок работ: от 0 — 72 месяцев.
2) Дизайн
3) Инжиниринг
Срок работ: от 0 — 72 месяцев (одновременно с разработкой дизайна).
4) Производство
Срок работ: 36 — 72 месяца.
- Производство или приобретение компонентов кузова.
Технология производства машины схема
Государственное бюджетное образовательное учреждение
среднего профессионального образования
«Санкт Петербургский политехнический колледж»
Машиностроение является технической основой интенсификации материального производства, а следовательно, ведущей отраслью промышленности. Продукция машиностроения разнообразна по назначению и принципу действия, поэтому от её развития зависят масштабы и темпы внедрения современного прогрессивного оборудования, уровень механизации и автоматизации всех отраслей промышленности.
Одним из главных условий технического прогресса является в настоящее время постоянное обновление выпускаемой продукции. Главным условием современного производства является освоение и выпуск новой продукции при минимальных затратах. Развитие производства на данном этапе имеет тенденция использования автоматизированных систем и создание на их базе автоматизированных заводов.
Особенностями машиностроения на современном этапе являются:
— постоянное усложнение конструкций выпускаемой продукции;
— частая смена объектов производства;
— увеличение номенклатуры изделий;
— сокращение сроков освоения продукции;
— привлечение рабочих, инженеров и техников высокой квалификации.
— При современных темпах развития науки и техники главным требованием к производству является готовность и способность в любой момент безубыточно прекратить изготовление освоенной продукции и в короткий срок приступить к выпуску любой по количеству партии новых изделий.
Задачи совершенствования машиностроения:
— увеличение производительности труда (в основном производстве, во вспомогательном производстве, в области технологической подготовки производства);
— повышение интеллектуального уровня труда всех участников производства;
— сохранение ранее затраченных трудовых ресурсов (физического труда рабочих, интеллектуального труда конструкторов, технологов, программистов)
— всемерная экономия материальных, трудовых и энергетических ресурсов;
— сокращение цикла конструкторской и технологической подготовки;
сокращение объёмов строительно-монтажных работ за счёт реконструкции производства и перекомпоновки технологического производства;
Раздел 1 Структура машиностроительного производства
Тема 1.1 Отрасль и предприятие
Вопросы по теме:
1 Особенности отрасли и перспективы её развития.
2 Предприятие и его признаки.
Особенности отрасли и перспективы её развития.
Отрасль — совокупность субъектов хозяйственной деятельности независимо от их ведомственной принадлежности и форм собственности, производящих продукцию (выполняющих работы и оказывающих услуги) определенных видов, которые имеют одинаковое функциональной назначение.
Классификация отраслей имеет важное значение для планирования производства и обеспечения его пропорциональности.
— однородностью производственно-технической базы;
— специфичностью состава кадров;
— спецификой условий труда;
— характером воздействия на предмет труда (обрабатывающие, добывающие).
В соответствии с экономическим назначением продукции вся промышленность делится на две группы:
А — отрасли, производящие средства производства;
Б — отрасли, производящие предметы потребления;
Отраслевая структура экономики Росси выражена:
— топливная промышленность — 16,4 %.
— черная металлургия — 8,1 %;
— цветная металлургия — 10,5 %;
— химическая и нефтехимическая — 7,3 %;
— машиностроение и металлообработка — 20,5 %;
— лесная, деревообрабатывающая и целлюлозно-бумажная — 4,7 %;
— промышленность строительных материалов — 2,9 %;
— лёгкая промышленность — 1,7 %;
Отрасли, которые в своём составе имеют несколько однородных, специализированных отраслей называются комплексными. В состав специализированных отраслей включаются подотрасли, которые характеризуются теми же признаками, что и отрасль, но специализируются на выпуске более однородной продукции.
Перспективы развития отрасли:
— повышение технического уровня производства;
— повышение качества продукции;
— широкое использование современных достижений науки и техники;
— рациональная организация и планирование производства;
— использование автоматизированного оборудования и ГАП.
— Основные направления совершенствования отраслевой структуры промышленности:
— опережение темпов роста промышленного производства продукции группы Б над группой А;
— повышение доли отраслей , которые обеспечивают технический прогресс в народном хозяйстве, машиностроении, электроэнергетике и химической промышленности;
— изменение соотношения между добывающими о обрабатывающими отраслями в пользу последних;
— качественные структурные сдвиги в черной, цветной металлургии, машиностроении, химической промышленности;
В настоящее время отрасли промышленности объединены в следующие комплексы:
ТЭК — топливно-энергетический комплекс. Включает: угольную, газовую, нефтяную, торфяную, сланцевую, энергетическую промышленность. Этот комплекс обеспечивает Россию различными видами энергии за счет собственных природных ресурсов и осуществляет экспорт топлива в значительных объёмах.
МК — металлургический комплекс. Включает: систему отраслей черной и цветной металлургии, металлургического и горного машиностроения. Подотрасли: железорудная или рудная в целом, добыча и подготовка маргацевого сырья и хромового, основная металлургическая, метизная, ферросплавная, коксохимическая.
Химиколесной комплекс представляет собой интегрированную систему химической, нефтехимической, лесной, деревообрабатывающей, целлюлозно-бумажной, лесохимической и других отраслей, органически связанных с выполнением общей цели, которая заключается в полном удовлетворении потребностей народного хозяйства в соответствующей продукции.
АПК — агро-промышленный комплекс в отличие от других межотраслевых комплексов характеризуется тем, что в его состав входят разнородные по своей технологии и производственной направленности отрасли экономики. Это интегрированная система сельского хозяйства, отраслей перерабатывающей промышленности, заготовок и снабжения, комбикормовой, микробиологической промышленности и так далее. В деятельности АПК принимают прямое и косвенное участие около 80 отраслей. Все отрасли АПК объединены общей конечной целью — снабжение страны продовольствием и сельско-хозяйственным сырьём. Строительный комплекс — представляет интегрированную систему отраслей строительства, строительных материалов, машиностроения, ремонтной базы, объединённых общей целью обеспечения ввода в действие основных фондов во всех отраслях народного хозяйства.
МК — машиностроительный комплекс занимает первое место в развитии экономики. Машиностроение определяет перспективы развития в мире в целом. В развитых странах на долю этого комплекса приходится 1/3 общего объёма промышленной продукции. В Японии — 50%, в Германии — 48 %, в США — 40 %, во Франции 38 %, в Великобритании — 36 %.
Предприятие и его признаки.
Предприятие — самостоятельный хозяйствующий субъект, производящий продукцию, выполняющий работы и оказывающий услуги в целях удовлетворения общественных потребностей и получения прибыли.
Задачей машиностроительного предприятия является преобразование входных ресурсов в готовую продукцию на выходе. В качестве входного, то есть исходного материала, предприятие получает сырьё (сортовой прокат, литьё, различные материалы).
В процессе производственного процесса на предприятии решаются следующие задачи:
— снабжение предприятия необходимыми материальными ресурсами;
— обеспечение высококвалифицированными кадрами;
— внедрение новых технологий;
— управление. Признаки предприятия:
— организационно — техническое единство;
— частичная или полная самостоятельность;
— организационно — административное единство.
Машиностроительное предприятие представляет собой комплекс различных, связанных между собой производственных подразделений — цехов, участков, обслуживающих хозяйств. Все цехи и хозяйства машиностроительного предприятия выполняют свои определённые функции, деятельность их направлена на выполнение конечной цели — выпуск готовой продукции.
Каждое предприятие отрасли имеет свою производственную программу.
Производственная программа — это развернутый и подробный план производства продукции, отражающий объём, номенклатуру, ассортимент и качество продукции.
В рыночных условиях производственная программа предприятия формируется на основе маркетинговых исследований. Предприятие должно вести эти исследования в двух направлениях: поиск соответствующего сегмента рынка и оценка возможности выпуска продукции.
Номенклатура и ассортимент продукции являются основными показателями производственной программы предприятия.
Номенклатура продукции — это перечень различных изделий в программе предприятия, определяющий основные направления производства и его специализацию.
Ассортимент продукции — это разновидности продукции определённого наименования, различающиеся технико-экономическими характеристиками (типоразмерами, качеством, внешним видом).
В условиях рыночной экономики производственная программа предприятия должна ориентироваться на потребителя и исходить из результатов маркетинговых исследований. Необходимо проводить комплексное изучение рынков, их проблем и перспектив, изучать спрос с учетом требований рынка и возможностей предприятия, анализировать экономическую конъюнктуру и рекламировать продукцию предприятия.
1 Какие отрасли промышленности существуют в народном хозяйстве?
2 Почему машиностроение является базовой отраслью для других отраслей промышленности?
3 Перечислите основные задачи машиностроительного предприятия?
4 В чем состоят недостатки существующей организации производства?
5 Что такое производственная программа предприятия и как она формируется?
6 Что такое номенклатура и ассортимент продукции предприятия?
Типы машиностроительного производства
Вопросы по теме:
1 Единичное производство;
2 Серийное производство:
3 Массовое производство.
Тип производства — это комплексная характеристика особенностей организации и технического уровня промышленного производства.
На тип организации производства оказывают влияние следующие факторы:
— сложность и устойчивость изготовляемой номенклатуры изделий, обусловленной размерами и повторяемостью выпуска.
Различают три основных типа производства: единичное, серийное, массовое.
Единичное производство предусматривает штучный выпуск изделий разнообразной и непостоянной номенклатуры ограниченного потребления.
Важнейшие особенности этого типа производства: многономенклатурность выпускаемой продукции (зачастую не повторяющейся);
— организация рабочих мест по технологической специализации;
— отсутствие возможности закрепления постоянной номенклатуры деталей, узлов и агрегатов, сборочных и монтажных операций за рабочими;
— использование универсального оборудования и технологической оснастки;
— наличие большого объёма ручных работ (сборочных и доводочных операций);
— преимущественная численность высококвалифицированных рабочих -универсалов, занятых в производственном процессе;
— большая длительность производственного цикла;
— значительная величина незавершенного производства;
— децентрализация оперативно-производственного планирования;
— нецелесообразность автоматизации процессов контроля качества изделий;
— невозможность использования статистических методов в управлении качеством продукции;
— относительно большие затраты «живого» труда.
Серийное производство предусматривает одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск которой повторяется в течение продолжительного времени.
Под серией понимается выпуск ряда конструктивно одинаковых изделий, запускаемых в производство партиями, одновременно или последовательно, непрерывно в течение планового периода.
Важнейшими особенностями этого типа производства являются:
— постоянство относительно большой номенклатуры повторяющейся продукции, изготовляемой в значительном количестве;
— специализация рабочих мест для выполнения нескольких операций, закреплённых за конкретным рабочим;
— периодичность изготовления изделий сериями, обработка деталей партиями;
— преобладание специального и специализированного оборудования и технологического оснащения:
— наличие незначительного объёма ручных сборочных и доводочных операций;
— преимущественная численность рабочих средней квалификации;
— незначительная длительность производственного цикла;
— централизация оперативно-производственного планирования и руководства производством;
— автоматизация контроля качества изготовляемой продукции;
— применение статистических методов управления качеством продукции;
— унификация конструкций деталей и изделий;
— типизация технологических процессов и оснастки.
В зависимости от количества одновременно изготовляемых изделий в серии различают мелкосерийное, среднесерийное и крупносерийное производство.
Разновидность серийного производства принято различать по коэффициенту закрепления операций:
где Моп — общее число операций, выполняемых в данном цехе в месяц;
Соб — число единиц оборудования, действующего в цехе.
Принято считать, что цехи относятся к той или иной разновидности серийного производства в зависимости от следующих значений коэффициента закрепления операций:
к мелкосерийному — от 20 до 40;
к среднесерийному — от 10 до 20;
к крупносерийному — от 2 до 10.
Массовое производство характеризуется непрерывностью и относительно длительным периодом изготовления ограниченной номенклатуры однородной продукции в большом количестве. Массовое производство — высшая форма специализации производства, позволяющая сосредоточивать на предприятиях выпуск одного или нескольких типоразмеров одноимённых изделий. Непременным условием массового производства является высокий уровень стандартизации и унификации при конструировании деталей, узлов и агрегатов.
Массовому производству присущи следующие особенности:
— строго установленный выпуск небольшой номенклатуры изделий в огромном количестве;
— специализация рабочих мест для выполнения одной, закрепленной операции;
— расположение рабочих мест в порядке следования операций;
большой удельный вес специального и специализированного оборудования и технологического оснащения;
— высокий процент комплексно-механизированных, автоматизированных технологических процессов;
— минимальное подготовительно-заключительное время на операции;
— резкое сокращение объёма ручных сборочных и доводочных работ;
— высокая степень загрузки рабочих мест;
— применение труда рабочих невысокой квалификации;
— меньшая длительность производственного цикла по сравнению с серийным производством;
— централизация управления и планирования производством;
— непрерывная дистанционная диспетчеризация производства;
— высокий уровень контроля качества изделий.
Тип производства с организационной точки зрения характеризуется средним числом операций, выполняемых на одном рабочем месте, а это определяет степень специализации и особенности используемого оборудования. Тип производства оказывает весомое влияние на формирование структуры предприятия, на условия, требования и критерии организации производства.
1 Дайте характеристику типов машиностроительного производства.
2 Назовите характеристики массового машиностроительного производства.
3 Назовите характеристики серийного машиностроительного производства.
4 Что представляет собой единичное производство, его характеристики, область применения?
5 Объясните на что оказывает наиболее существенное влияние тип производства?
6 Дайте определение коэффициента закрепления операций и укажите его численные значения для каждого типа производства.
Принципы организации производственных подразделений
Производственная структура предприятия и её виды.
1 Факторы, определяющие производственную структуру предприятия.
2 Производственная структура цеха.
Производственная структура предприятия
Машиностроительное предприятие представляет собой комплекс различных, связанных между собой производственных подразделений -цехов, участков, обслуживающих хозяйств.
Все цехи и хозяйства, входящие в состав машиностроительного предприятия, делят на основные, вспомогательные и обслуживающие.
К цехам основного производства относятся цехи, изготовляющие основную продукцию завода, которая реализуется потребителям.
К вспомогательным цехам относятся цехи, задачами которых является обеспечение основного производства инструментом, технологической оснасткой, осуществление ремонта зданий и оборудования.
Обслуживающее хозяйство (складское, транспортное, энергетической) служат для бесперебойной работы основных и вспомогательных цехов.
Производственная структура предприятия — это состав основных и вспомогательных цехов, обслуживающих хозяйств, а также формы их производственных связей и пропорций между отдельными подразделениями, находящимися в тесной взаимосвязи между собой.
Производственная структура машиностроительного предприятия очень разнообразна. Наиболее характерны три вида производственной структуры:
Технологическая структура, при которой каждый основной цех специализируется на выполнении какой-либо определённой части общего производственного процесса, имеет четкую технологическую обособленность. Например: литейный, штамповочный, сборочный. Организация по технологическому принципу основных цехов характерна для предприятий единичного и мелкосерийного производства, имеющих разнообразную и неустойчивую номенклатуру изготовляемых изделий. Эта специализация основных цехов усложняет маршрут движения заготовок и деталей, производственные взаимосвязи цехов, увеличивает длительность производственного цикла деталей.
Предметная структура, при которой основные цехи предприятия и их участки строятся по признаку изготовления каждым из них любого определённого изделия, или его части, или определённой группы деталей. Данная структура преимущественно применяется в условиях крупносерийного и массового производства, где организуется несколько предметных механических и сборочных цехов или участков. За каждым из них закрепляется изготовление определённых изделий. Например, цех шпинделей, валов, коробок передач. Предметная структура упрощает взаимосвязи между цехами, сокращает путь движения деталей, упрощает и удешевляет межцеховой и внутрицеховой транспорт, уменьшает длительность производственного цикла изготовления изделий, повышает ответственность работников за качество работ.
Смешанная структура характеризуется наличием на одном и том же машиностроительном заводе основных цехов, организованных по технологическому и по предметному принципу. Например: заготовительные цехи организованы по технологическому принципу, а механосборочные — по предметному.
На небольших предприятиях создаётся бесцеховая структура, когда вместо цехов организуются самостоятельные производственные участки.
Факторы, определяющие производственную структуру предприятия.
При построении производственной структуры машиностроительного предприятия учитывают следующие факторы:
— конструктивные и технологические особенности продукции;
— масштаб производства по отдельным видам изделий;
— особенности применяемого оборудования и технологии производства;
— формы специализации и кооперации производства.
Построение рациональной производственной структуры осуществляется в следующем порядке:
— устанавливаются состав цехов предприятия, их мощность в размерах, обеспечивающих заданный выпуск продукции;
— рассчитываются необходимые производственные площади для каждого цеха и склада, определяется их пространственное расположение в генеральном плане предприятия;
— планируются все транспортные связи внутри предприятия и с внешними путями;
— намечаются кратчайшие маршруты межцехового передвижения предметов труда по ходу производственного процесса.
Производственная структура цеха
Производственная структура цеха — это состав и формы взаимосвязи производственных участков, линий и других внутрицеховых подразделений. Производственная структура определяет разделение труда между отдельными подразделениями цеха и зависит от ряда факторов. Основными из них являются:
— конструктивные и технологические особенности цеха;
— объём выпуска продукции;
— формы специализации цеха и его кооперирование с другими цехами. Основным элементом производственной структуры цеха является участок.
Основные производственные участки создаются по технологическому или по предметному принципу. На участках, организованных по принципу технологической специализации, выполняют технологические операции определённого вида. Например, в механическом цехе могут быть организованы токарный, фрезерный, сверлильный, слесарный и другие участки. На участках, организованных по принципу предметной специализации, осуществляются не отдельные виды операций, а технологические процессы в целом и получают законченную продукцию для данного участка. Например, участок по обработке корпусных деталей, участок по обработке валов. Планировка оборудования на таких участках осуществляется по ходу технологического процесса изготовления определённых деталей.
Построение участков по предметному принципу имеет значительные преимущества по сравнению с групповым расположением оборудования.
Все производственные участки разделены на рабочие места.
Рабочее место — обособленное пространство цеха, где совершаются трудовые процессы.
1 Сформулируйте понятие производственной структуры. Представьте схему производственной структуры машиностроительного предприятия.
2 Перечислите какие наиболее важные факторы определяют производственную структуру предприятия?
3 Укажите пути совершенствования производственной структуры.
4 Укажите наиболее характерные виды производственных структур предприятия и дайте им характеристику.
5 Представьте схему производственной структуры цеха.
Вопросы по теме:
1 Две группы основных цехов предприятия.
2 Классификация операций основного производства.
Две группы основных цехов предприятия
К основным цехам машиностроительного производства относятся цеха деятельность которых связана с качественным преобразованием предметов труда. Это производство предназначено для изготовления полуфабрикатов (заготовок) необходимых для изготовления основных изделий завода и подлежащих обработке в других его цехах или отправления на сторону. Следовательно, это цеха, которые производят основную продукцию завода.
На машиностроительных предприятиях существует две группы основных цехов:
— обрабатывающие и сборочные.
Заготовительные цеха — литейные, кузнечные, прессовые, раскройно-заготовительные и т. д. Деятельность этих цехов направлена на снабжение других цехов завода заготовками, или отгрузки их на сторону для дальнейшей обработки. С развитием специализации и кооперирования в машиностроении прогрессивным направлением является создание специализированных заготовительных предприятий, например литейных заводов (центролитов) или кузнечных заводов. Они предназначены для централизованного снабжения в порядке нескольких заводов отрасли. В этом случае из состава завода потребителя исключаются заготовительные цеха, что упрощает структуру завода и повышает экономическую эффективность производства.
Обрабатывающие цеха организованы по технологическому принципу: механические, термические, окрасочные.
Сборочные цеха в ряде производств, преимущественно крупносерийном и массовом, применяют организацию цехов по предметному принципу (цех двигателей, цех валов): механосборочные, сборочные, сварочные, сварочно-сборочные.
В основном производстве выполняются технологические процессы по изменению качественных характеристик объекта производства. Например, заготовки, пройдя механическую обработку, приобретают требуемую форму, размеры, шероховатость, свойства поверхностного слоя материала, а в сборочном производстве их готовых деталей и комплектующих изделий производят сборку узлов и машин с требуемыми параметрами качества.
Важным условием функционирования и бесперебойной работы основного производства является слаженная работа вспомогательных цехов ( инструментального, модельного, абразивного, ремонтно-механического, экспериментального). Между основными и вспомогательными цехами должны быть установлены и четко отлажены следующие связи:
Обслуживание основного производства — это процессы, направленные на реализацию услуг для его жизнедеятельности (транспортировка заготовок, готовых деталей, складирование, комплектование, уборка помещений, вывоз мусора и т д.)
Классификация операций основного производства
Вся работа основного производства разделена на технологические операции. Технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте одним рабочим ( или группой рабочих ) непрерывно над одной деталью или сборочной единицей. Примерами отдельных операций являются: сверление отверстий в детали, нарезание зубьев зубчатого колеса, штамповка пластин магнитопровода, пропитка обмоток трансформатора, нанесение различных покрытий.
Непрерывность операции. В случае, если деталь обрабатывается на станке, затем проходит термообработку и снова должна обрабатываться на станке, имеет место прерывность цикла в процессе обработки, то есть процесс состоит их трёх операций. Если деталь обрабатывается только на станке, то процесс обработки не прерывается. Значит, данная обработка непрерывна.
Технологическая операция реализуется на определённом оборудовании, с участием или без участия людей. На операцию разрабатывается вся основная технологическая документация.
Технологические операции делятся:
— аппаратурные — протекают в специальных агрегатах, ваннах, печах. Здесь рабочий наблюдает за исправностью оборудования и показаниями приборов и вносит корректировку по мере необходимости в режим работы оборудования в соответствии с требованиями технологии.
Трудоёмкость операции — количество времени, затрачиваемое рабочим требуемой квалификации при нормальной интенсивности труда и соответствующих условиях на выполнение технологического процесса или его части. Единица измерения-человекочас.
1 Назовите основные цехи машиностроительного предприятия.
2 Перечислите принципы организации цехов машиностроительного предприятия.
3 Перечислите виды связей между основными и вспомогательными цехами.
4 Укажите основное условие бесперебойной работы основного производства.
5 Сформулируйте понятие технологической операции.
6 Укажите классификацию технологических операций.
7 Сформулируйте понятие трудоёмкость операции.
Назначение и организация подразделений и служб машиностроительного предприятия
Вопросы по теме:
1 Производственная структура предприятия.
2 Принципы построения подразделений и служб предприятия.
Производственная структура предприятия
Необходимым условием успешной деятельности предприятия является рациональное построение его производственной структуры.
Структура — упорядоченная совокупность взаимосвязанных элементов, находящихся между собой в устойчивых отношениях. Для успешного ведения производства необходимо рационально построить производственный процесс. Это определяется особенностями предприятия и его производственной структурой.
Производственная структура — состав и взаимосвязь образующих его цехов, участков и служб в процессе производства продукции.
Производственная структура характеризует:
— разделение труда между подразделениями предприятия;
Производственная структура оказывает существенное влияние на экономические показатели предприятия:
— рост производительности труда;
— величину издержек производства;
— эффективность использования ресурсов.
Главными элементами производственной структуры являются: -цех;
Цех это основная структурная единица предприятия. Он наделяется полной производственной и хозяйственной самостоятельностью, является обособленной производственной единицей и выполняет производственные функции.
Цехи машиностроительного предприятия делят:
Основные выполняют операции по изготовлению продукции для реализации (заготовительные, обрабатывающие, сборочные).
Вспомогательные выполняют работу, направленную на бесперебойное функционирование основных цехов (инструментальный, ремонтный, энергетический, транспортный).
В состав цехов входят участки — часть объёма цеха, где расположены рабочие места (позиции). Участки создаются по технологическому и предметному принципу, а также смешанному.
Рабочее место — первичное звено в производственной структуре. Это часть производственного пространства или зона трудовых действий рабочего, где непосредственно осуществляются трудовые процессы.
Производственная структура динамична. Она постоянно совершенствуется по мере развития техники технологии, организации производства, труда и управления персоналом. Это способствует достижению высоких результатов работы предприятия.
Принципы построения оптимальной производственной структуры:
— соблюдение рационального соотношения между основными и вспомогательными цехами и участками;
— обеспечение пропорциональности между частями предприятия;
— укрупнение цехов и участков;
— создание бесцеховой структуры управления предприятием.
Факторы, влияющие на производственную структуру:
— отраслевая принадлежность предприятия;
— характер продукции и метод её изготовления;
— объём выпуска продукции и её трудоёмкость;
— уровень специализации и кооперирования производства;
— особенности зданий, сооружений, используемое оборудование, сырьё, материалы;
— особенности зданий, сооружений, используемое оборудование, сырьё, материалы.
Принципы построения подразделений и служб предприятия
Машиностроительное производство, с точки зрения производственной структуры ,может быть представлено в виде отдельных элементов -производственных подразделений и служб. Их деятельность направлена на изготовление продукции требуемого качества и заданной программы выпуска с наименьшими затратами. Чтобы получить положительный финансовый результат, необходимо рационально и слаженно организовать работу подразделений и служб предприятия.
В основу построения производственной системы заложены следующие принципы:
Функциональность — выделенные при организации элементы должны быть по возможности обособлены, то есть для них можно сформулировать собственную цель функционирования, которая достигается совокупностью целей каждого элемента нижестоящего уровня.
Минимальность — заключается в достижении минимума уровней системы производства.
Связанность — заключается в выявлении сильно и слабо связанных систем.
1 Сформулируйте понятие производственная структура.
2 Объясните, на что оказывает влияние производственная структура?
3 Перечислите главные элементы производственной структуры.
4 Объясните, почему необходимо постоянно совершенствовать производственную структуру?
5 Перечислите основные факторы, влияющие на производственную структуру.
6 Укажите, какие принципы положены в основу построения производственной структуры?
Квалификационная характеристика должностей
Вопросы по теме:
1 Деление на категории персонала предприятия.
2 Квалификационная характеристика.
Деление на категории персонала предприятия
На машиностроительных предприятиях предусмотрен определённый штат работающих, которых делят на следующие категории:
— производственные ( основные ) рабочие;
— инженерно — технические рабочие ( ИТР );
— младший обслуживающий персонал ( МОП ).
Производственные (основные) рабочие — это рабочие механо-сборочного производства, непосредственно выполняющие операции технологического процесса.
Вспомогательные рабочие — не участвуют в технологическом процессе, а заняты обслуживанием его.
ИТР — выполняют обязанности по управлению, организации и подготовке производства и занимающие должности, для которых требуется квалификация инженера или техника.
Служащие — работники, выполняющие в соответствии с занимаемой должностью административно — хозяйственные функции, ведущие финансирование, учет, статистический учет, решающие социально — бытовые и подобные вопросы.
Младший обслуживающий персонал — сторожа, гардеробщики, уборщики бытовых и конторских помещений.
На каждую категорию производственного персонала имеется квалификационная характеристика — краткое изложение основных задач, навыков и умений, прав и обязанностей, предъявляемых к различным специалистам.
Квалификационная характеристика для каждой должности имеет три раздела:
1 «Должностные обязанности». В этом разделе установлены основные функции, которые могут быть поручены работнику полностью или частично.
2 «Должен знать». В этом разделе содержаться основные требования, предъявляемые работнику в отношении специальных знаний, а также знаний специальных и нормативных актов, инструкций, которые работник должен применять при выполнении своих должностных обязанностей.
3 «Требования к квалификации». В этом разделе определяется уровень профессиональной подготовки работника, необходимый для выполнения предусмотренных должностных обязанностей, требования к стажу работы.
Квалификационная характеристика на предприятии служит основой для составления должностных инструкций.
Должностная инструкция — документ, содержащий краткое изложение должностных обязанностей, требующих навыков и полномочий.
Пример: «Должностная инструкция мастера производственного участка «. «Должностные обязанности».
— осуществление в соответствии с действующими законодательными и нормативными актами руководство участком;
обеспечение участком выполнения в установленные сроки производственного задания по объёму выпуска, качеству и заданной номенклатуре;
— повышение производительности труда, снижение трудоёмкости
изготовления продукции на основе рациональной загрузки оборудования и
полного использования его технических возможностей;
— повышение коэффициента сменности работы оборудования, экономное расходование материальных ресурсов;
— своевременная подготовка производства, организация работы рабочих и бригад, контроль за соблюдением технологических процессов, оперативное выявление и устранение причин их нарушения, участие в разработке новых и совершенствовании действующих технологических процессов, проверка качества выпускаемой продукции и осуществление мероприятий по предупреждению брака;
— участие в приёмке законченных работ по реконструкции участка, ремонту оборудования, механизации и автоматизации производственных процессов;
— организация внедрения передовых методов и приёмов труда, форм его организации, аттестации и организации рабочих мест;
— обеспечение рабочими выполнения норм выработки, рациональное использование производственных площадей, оборудования, технологической оснастки;
— формирование бригад, разработка и внедрение мероприятий по обслуживанию бригад и координации их деятельности;
— установление и своевременное доведение производственных заданий бригадам и отдельным рабочим в соответствии с утвержденным планом и графиками;
— осуществление производственного инструктажа рабочих, проведение мероприятий по выполнению правил охраны труда и технической эксплуатации оборудования и инструмента, а также контроль за их соблюдением;
— содействие внедрению прогрессивных форм организации труда, внесение предложений о пересмотре норм выработки и расценок, а также о присвоении в соответствии с единым тарифно-квалификационным справочником работ и профессий рабочих разрядов рабочим;
анализ результатов производственной деятельности, контроль расходования оплаты труда, установленного участку, обеспечение правильности и своевременности оформления первичных документов по учету рабочего времени, выработке, заработной плате и простоев;
— содействие распространению передового опыта, развитию инициативы, внедрению рационализаторских предложений и изобретений;
— участие в осуществлении работ по выявлению резервов производства, в разработке мероприятий по созданию благоприятных условий труда, повышению организационно — технических условий производства, рациональному использованию рабочего времени и производственного оборудования;
— создание в коллективе обстановки взаимопомощи и взыскательности, развитие у рабочих чувства ответственности и заинтересованности в своевременном и качественном выполнении производственного задания;
— подготовка предложений о поощрении рабочих, о наложении дисциплинарных взысканий за нарушение производственной и трудовой дисциплины;
— организация работ по повышению квалификации и профессионального мастерства рабочих и бригадиров, обучение их сложным профессиям и проведение воспитательной работы в коллективе.
— законодательные и нормативные правовые акты, нормативные и методические материалы, касающиеся производственно — хозяйственной деятельности участка;
— технические характеристики и требования, предъявляемые к продукции, выпускаемой участком, технологию её производства;
— оборудование участка и правила его эксплуатации;
— методы технико-экономического и производственного планирования;
— формы и методы производственно-хозяйственной деятельности участка;
— трудовое законодательство и порядок тарификации работ и рабочих;
— нормы и расценки на работы;
— порядок их пересмотра;
— действующие положения об оплате труда и формах материального стимулирования;
— передовой отечественный опыт по управлению производством;
— основы экономики, организации производства, труда и управлении;
— правила внутреннего трудового распорядка;
— правила и нормы охраны труда.
«Требования к квалификации».
— высшее профессиональное (техническое) образование и стаж работы на производстве не менее одного года или среднее профессиональное (техническое) образование и стаж работы на производстве не менее трёх лет.
При отсутствии специального образования стаж работы на производстве не менее пяти лет.
1 Перечислите деление промышленно — производственного персонала на категории.
2 Объясните, какие работники относятся к каждой категории работающих.
3 Сформулируйте понятие квалификационная характеристика.
4 Объясните из каких разделов состоит квалификационная характеристика.
5 Перечислите содержание каждого раздела квалификационной характеристики.
6 Укажите назначение должностной инструкции.
Раздел 2 Заготовки деталей машин
Характеристики методов получения заготовок
Вопросы по теме:
1 Производство заготовок литьём.
2 Производство заготовок пластическим деформированием.
3 Получение заготовок из проката.
Исходной заготовкой называют заготовку перед первой технологической операцией.
Учитывая условия наследственности, можно с уверенностью констатировать, что точное изделие начинается с точной исходной заготовки, тип которой зависит от программы выпуска, размеров и массы изделия.
Технологичность заготовок в основном обусловливается следующими условиями:
— рациональным выбором материала и методом получения заготовок;
— технологичностью формы заготовок;
— рациональной простановкой размеров, допусков и величин параметра шероховатости поверхностей;
— достаточной жесткостью и удобством их установки и базирования в приспособлении на первых операциях;
— возможность обработки на проход, удобством врезания и выхода инструмента;
— обеспечение равномерного и безударного съёма материала.
Выбор метода получения заготовок зависит от программы выпуска, требований к качеству прочности и величины припуска. Метод получения заготовок определяется их стоимостью, технологическим процессом механической обработки и типом производства. Каждый метод изготовления заготовок позволяет обеспечить определённый квалитет точности, величину параметра шероховатости и припуск на механическую обработку.
Требования к точности заготовок постоянно растут, поэтому разрабатываются новые методы получения заготовок точного литья, холодной обработки давлением и другие, обеспечивающие значительное снижение затрат на дальнейшую обработку заготовок.
Производство заготовок литьём
Литейное производство — отрасль машиностроения, занимающаяся изготовлением заготовок путем заливки расплавленного металла в форму, при охлаждении которой металл затвердевает, скопировав конфигурацию формы. В результате получается заготовка, называемая отливкой. Масса отливок может колебаться от нескольких граммов до 300 тонн.
Марка материала, применяемая при получении отливок, оказывает существенное влияние на качество заготовок.
Получение отливок в песчано-глинистые формы. Это один из распространённых методов получения заготовок.
Песчано-глинистые формы подразделяют на три группы:
— разовые, изготавливаемые из песчано-глинистых смесей, служащие для получения одной отливки (при выбивке форма разрушается). Их применяют для получения заготовок из черных и цветных металлов любого размера и веса;
— полупостоянные, изготавливаемые из огнеупорных материалов (шамот, магнезит и другие) и служащие для получения нескольких десятков отливок;
— постоянные, изготавливаемые из металлов и сплавов.
Для изготовления разовой песчано-глинистой формы необходимо иметь модельный комплект, опоки и формовочный инструмент. Модельный комплект включает в себя модель, стержневые ящики, модели литниковой системы, подмодельные плиты.
Модель — приспособление, при помощи которого получают отпечаток, соответствующий внешней конфигурации отливки.
Литниковая система служит для заливки литейной формы металлом.
Опоками называют чугунные, стальные или алюминиевые рамки, в которые помещают модель. Опоки с моделью набивают формовочной смесью. Для центрирования и скрепления опок на боковых стенках делают приливы с отверстием, в которые вставляют штыри.
Исходными материалами для изготовления формовочных и стержневых смесей являются кварцевый песок, глина и различные добавки.
Для изготовления отливок применяют: чугун, сталь, сплавы меди, алюминия и другие материалы.
Литейные свойства сплавов:
— жидкотекучестъ — способность металлов заполнять полость литейной формы;
— усадка — способность металлов уменьшать линейные размеры и объём при затвердевании;
— ликвация — неоднородность химического состава в сплаве; В литейном производстве встречаются следующие виды брака:
— газовые раковины — полости в отливке, образующие вследствие повышенной влажности формы и её низкой газопроницаемости;
— песчаные раковины — полости в отливке, заполненные формовочной смесью, возникающие вследствие частичного разрушения формы из – её низкой прочности;
— усадочные раковины — полости в отливках, появляющиеся при неравномерной усадке в местах перехода от тонких к толстым её частям;
— шлаковые раковины — полости, заполненные шлаком;
— трещины ( горячие и холодные ) — возникают из — за недостаточной податливости формы и неравномерности охлаждения отливки;
— недолив — незаполнение металлом некоторых частей формы;
— спай — поверхностные потоки преждевременно застывшего металла;
— пригар — оплавившаяся формовочная смесь и затвердевшая на поверхности отливки в виде корки.
Литьё в оболочковые формы. Литейной формой является оболочка, состоящая из формовочных смесей с термопластичными и термореактивными смолами, которые помещают в ящик с песком или дробью перед заливкой её металлом. Для изготовления оболочковых форм требуется дорогостоящая оснастка, а сама форма используется один раз, поэтому данный метод целесообразно использовать в массовом производстве, крупносерийном или среднесерийном для изготовления заготовок массой до 100 кг. Выделение вредных газов и паров требует наличие хорошей вентиляции и очистки газов с целью сохранения окружающей среды.. Этот способ литья обеспечивает точность размеров 13. 14 квалитета и величину параметра шероховатости На =6,3 мкм.
Литьё в кокиль. Этот метод получения заготовок применяют в серийном и массовом производстве. Кокиль — это многоразовая металлическая форма. По сравнению с литьём в песчано-глинистые формы литьё в кокиле позволяет повысить производительность получения заготовок в 2. 5 раз при меньшей их себестоимости. К недостаткам этого метода литья относится невысокая стойкость форм при литье чугуна и стали, возможность образования отбела чугунных отливок, что требует проведения дополнительной операции отжига. Литьё в кокиль обеспечивает точность размеров 12. 14 квалитетов и параметр шероховатости На = 12,5. 3,2 мкм.
Литьё по выплавляемым моделям. Получают отливки из сплавов цветных металлов, стали и чугуна. Данный метод получения заготовок применяют в массовом и крупносерийном производстве при изготовлении мелких и сложных по форме заготовок.
Сущность литья по выплавляемым моделям заключается в использовании точной неразъёмной разовой модели, по которой изготовляется неразъёмная керамическая оболочковая форма, куда и заливается расплавленный металл после удаления модели из формы путём выжигания, испарения или растворения. Этим способом изготавливают точные отливки. Точность отливки и состояние её поверхности определяются точностью и качеством изготовления полости пресс- формы для выплавляемой модели. Достаточно высокая огнеупорность и химическая инертность материала позволяет получить высококачественные отливки, точность размеров которых соответствует 8 11 квалитетам и параметру шероховатости На = 2,5 мкм.
Литьё под давлением. Это прогрессивный метод изготовления отливок, заключающийся в заполнении металлом металлической литейной формы под давлением сжатого воздуха или поршня, когда металл запрессовывается в форму и воспроизводит её точную конфигурацию. Расплав металла заполняет форму с большой скоростью, что обеспечивает высокую плотность материала, точность и качество поверхности отливки. Этот метод позволяет получить отливки 8 12 квалитета и параметра шероховатости На = 12,5. .3,2 мкм. Метод литья под давлением применяют в крупносерийном и массовом производстве.
Высокая производительность метода и возможность получения заготовок сложной формы являются важным преимуществом этого метода. Однако высокая стоимость пресс-форм, низкая их стойкость (при изготовлении отливок из стали, имеющей высокую температуру заливки) не позволяют пока рекомендовать этот метод для стальных заготовок. Широкое распространение получил этот метод для заготовок из цветных металлов и сплавов.
Центробежное литьё. Применяют данный метод в массовом и серийном производстве для получения пустотелых и тонкостенных отливок сложной конфигурации, например гильз, втулок, вкладышей из чугуна, стали, цветных металлов и сплавов. Используют центробежное литьё с горизонтальной и вертикальной осями вращения, реже с наклонной.
Изготовление отливок центробежным методом осуществляют путём заливки металла во вращающуюся металлическую форму. Под действием центробежных сил частицы расплавленного металла отбрасываются к поверхности формы и затвердевают, принимая её очертания.
Кроме рассмотренных методов получения точного литья применяют и другие методы литья: непрерывное, электрошлаковое, выжиманием, штамповкой из расплава и другие.
Производство заготовок пластическим деформированием
Ковка — метод обработки металлов давлением, при котором заготовке придаётся заданная форма из слитка с помощью инструмента, не ограничивающего течение металла в плоскости, перпендикулярной действию силы.
Различают ковку ручную и машинную. Машинную ковку производят на молотах и гидропрессах. В единичном и мелкосерийном производстве ковка является наиболее экономичным способом получения высококачественных заготовок. Кроме того, ковка может оказаться единственно возможным способом получения заготовки большой массы.
Ковку применяют в основном для заготовок из стали, реже для цветных металлов и сплавов. Обеспечивается точность 14. 16 квалитета, а величина параметра шероховатости поверхности составляет На = 25. .12, 5 мкм.
Штамповка — метод обработки металлов давлением, при котором заготовке (поковке) придаётся достаточно сложная по конфигурации форма с помощью инструмента (штампа), ограничивающего течение металла в плоскости, перпендикулярной действию осевой силы.
В условиях массового и крупносерийного производства горячая объёмная штамповка гораздо рентабельнее ковки. Обычно исходной заготовкой для штамповки является сортовой прокат. Горячую штамповку проводят на молотах, горизонтально-ковочных машинах, кривошипных горячештамповочных прессах и винтовых прессах.
Все операции холодной штамповки можно разделить на два основных вида: разделительные и формоизменяющие.
Разделительные операции — это такие операции, при которых внешние усилия, воздействующие на материал, превышают предел прочности материала, что приводит к разрушению материала в зоне приложения усилий и происходит отделение одной части материала от другой.
Формоизменяющие операции холодной штамповки превращают плоскую заготовку в изделие другой конфигурации. К ним относят: гибку, вытяжку, формовку.
Гибка — технологическая операция штамповки, при которой из плоской заготовки или проволоки получают изогнутую пространственную деталь.
Вытяжка — операция превращения плоской заготовки в полое изделие (или дальнейшее изменение формы и размеров предварительно вытянутой заготовки), осуществляемая с помощью вытяжных штампов.
Формовка — штамповочная операция, при которой предварительно вытянутой заготовке придаётся окончательная форма. К операциям листовой формовки относят: правку ( рихтовку ), фасонную штамповку, отбортовку, отжим, раздачу.
Листовая штамповка — метод обработки металлов давлением, заключающийся в пластическом деформировании в штампах листовой заготовки с целью получения разнообразных по назначению, форме и размерам листовых деталей. В условиях массового и крупносерийного производства применяют высокоавтоматизированное оборудование и дорогие штампы. В условиях средне- и мелкосерийного производства используют прессы с ЧПУ.
Получение заготовок из проката
Прокатка — деформирование металла вращающимися валками для изменения формы и размеров поперечного сечения и увеличения длины предварительно нагретых или холодных заготовок.
В соответствии с требуемой формой прокатываемого изделия используют для её получения специальную форму валков:
— гладкую (для получения листов и лент)
— калиброванную, имеющую на рабочей поверхности вырезы (ручьи) в соответствии с требуемым профилем прокатываемого изделия.
Все прокатные изделия в зависимости от их формы можно разделить на четыре основные группы:
— специальные виды проката.
1 Перечислите способы получения заготовок.
2 Дайте характеристику литью, как одному из способов получения заготовок.
3 Перечислите основные способы литья, дайте им краткую характеристику.
4 Перечислите литейные свойства сплавов.
5 Перечислите дефекты отливок и предложите меры по их устранению.
6 Дайте характеристику штамповке, как одному из способов получения
заготовок.
7 Объясните, в каких случаях целесообразно применять ковку.
8 Объясните, при каком способе получения заготовок будет выше коэффициент использования материала: прокат и штамповка: литьё в песчано-глинистые формы и литьё в кокиль.
Влияние выбора метода получения заготовки на характер технологического процесса
Вопросы по теме
1 Выбор способа получения заготовки и последовательность построения технологического процесса.
2 Исходные данные, необходимые при проектировании технологических процессов.
Выбор способа получения заготовки и последовательность построения технологического процесса.
Общая схема технологического процесса — это последовательность приближения заготовки к качественным показателям изготовляемой детали, требуемым чертежам и техническим условиям.
Наиболее длинным вариантом преобразования заготовки в готовую деталь считается вариант, который в своём составе имеет четыре стадии преобразования:
— заготовка ( первоначальное формообразование);
— отделка ( получение нужных качеств поверхностного слоя детали).
Наиболее коротким вариантом преобразования заготовки в готовую деталь является получение готовой детали за один рабочий ход станка ( прессование пластмасс, порошковая металлургия, литьё под давление, точная штамповка). Таким образом, на технологический маршрут очень большое влияние оказывает заготовка и способ её получения.
Выбор способа получения заготовки предопределяет число и трудоёмкость операций последующей механической обработки, а значит стоимость всего технологического процесса.
При точно изготовленных заготовках число операций резанием будет сравнительно небольшим. При грубо изготовленных заготовках большие припуски удлиняют механическую обработку. Стоимость механической обработки при этом резко возрастает, хотя процесс получения заготовки при этом упрощается и удешевляется. Таким образом , при разработке технологического процесса изготовления детали возможны два принципиально противоположных направления:
1 Получение заготовки, наиболее приближающейся по форме и размерам к готовой детали. В этом случае на заготовительные цехи приходится большая часть трудоёмкости изготовления детали и относительно меньшая доля приходится на механические.
2 Получение грубой заготовки с большими припусками, когда на механические цехи приходится основная доля трудоёмкости и стоимости изготовления детали.
В зависимости от масштабов производства будет правильным и то и другое направление.
Первое направление соответствует массовому производству, так как дорогое оборудование заготовительных цехов, необходимое для изготовления высокопроизводительных заготовок, экономически оправдывается при больших объёмах производства.
Второе направление соответствует для индивидуального и мелкосерийного производства, и применение дорогого оборудования в заготовительных цехах неэкономично.
Выбор метода получения заготовки в значительной степени определяется физико-химическими свойствами материала, из которого должна быть изготовлена деталь.
Исходные данные, необходимые при проектировании технологических процессов.
Исходными данными, которыми необходимо располагать при проектировании технологических процессов, являются:
— рабочий чертёж детали (сборочной единицы);
— программа выпуска изделий;
— руководящие технические материалы.
Рабочий чертёж детали (сборочной единицы) должен быть выполнен в соответствии с ГОСТом, установленным ЕСКД, то есть должен иметь нужное количество проекций, необходимы размеры и правильную их расстановку, обозначение шероховатости обработки поверхности по ГОСТу, допуски и посадки с обозначениями по действующим ГОСТам, допуски на погрешности формы и расположение поверхностей, указание марки материала, из которого изготовлена деталь, дополнительные требования к детали (покрытие, термообработка).
Технические условия составляют на наиболее ответственные детали и сборочные единицы на стадиях конструкторской подготовки, в тех случаях, когда невозможно по ряду причин изложить в рабочем чертеже полностью требования к детали или замечания по их выполнению.
В технических условиях указывают назначение детали, требования к детали, методы контроля, общие указания о хранении, таре, транспортировке, клеймении.
К основным руководящим техническим материалам относятся каталожные данные об оборудовании (его габаритные размеры, точность, мощность, быстроходность, оснащенность); нормативы на режущий и измерительный инструменты и приспособления; нормативы на припуски и операционные допуски; нормативы для технико-экономических расчетов; нормативы по техническому нормированию.
1. Назовите два варианта преобразования заготовки в готовую деталь.
2. Объясните как влияет выбор способа получения заготовки на стоимость всего технологического процесса?
3. Сформулируйте два принципиально противоположных направления при разработке технологического процесса изготовления детали.
4. Какие исходные данные требуются для проектирования технологического процесса изготовления детали?
5. Назовите основные требования к выполнению рабочего чертежа детали.
Раздел 3 Организация основного производства машиностроительного предприятия
Производственный и технологические процессы основного производства машиностроительного предприятия
Вопросы по теме
1 Производственный процесс и принципы его организации.
2 Виды движения предметов труда и длительность производственного цикла.
3 Технологический процесс и его структура.
Производственный процесс и принципы его организации.
Производственный процесс — совокупность действий, в результате которых поступающие на завод материалы и полуфабрикаты (заготовки) превращаются в готовые изделия.
Производственный процесс включает в себя:
— основные процессы — непосредственно связаны с изготовлением детали и сборкой;
— вспомогательные процессы — подготовка производства, транспортирование, контроль и хранение материалов, ремонт оборудования, изготовление технологической оснастки.
Производственный процесс характеризуется:
— видами изготовляемой продукции;
— применяемыми средствами труда;
— видами технологических процессов.
По видам изготовляемой продукции производственные процессы делят:
— простые — из исходного материала сразу получают готовую продукцию;
— сложные — в каждом процессе объединено несколько простых; (изготовление деталей, соединение их в узлы и получение из них законченной продукции).
Процессы изготовления изделий делятся на:
— основные — технологические процессы изготовления изделий;
— вспомогательные — процессы изготовления продукции (инструмента, приспособлений), необходимых для бесперебойного протекания основных производственных процессов:
— обслуживающие — процессы, необходимые для осуществления основных и вспомогательных процессов (контроль качества продукции, транспортирование);
Производственные процессы могут включать в себя машинные, машинно-автоматические, ручные, машинно-ручные элементы работ.
Основной производственный процесс включает в себя фазы и виды процессов, которые определяются:
— особенностью изготовляемых изделий;
— уровнем технического развития завода;
— степенью разделения труда.
Фаза производственного процесса — комплекс работ, выполнение которых характеризует законченную часть производственного процесса и связано с переходом предмета труда в другое качественное состояние.
Организация производственного процесса — предусматривает рациональное сочетание в пространстве и во времени всех основных, вспомогательных и обслуживающих процессов, обеспечивающих наименьшее время его осуществления. Главная цель организации производственного процесса — экономия времени, обеспечение высокого качества и эффективности производства продукции.
Рациональная организация производственного процесса базируется на следующих общих принципах: специализации, пропорциональности, прямоточности, параллельности, непрерывности, ритмичности.
Специализация — это минимизация разнообразия работ и операций, а также режимов обработки и других элементов производственного процесса.
Пропорциональность — это согласованность всех элементов процесса по производительности и производственной мощности. Нарушение этого требования приводит к диспропорциям, образованию узких мест в производстве, вследствие чего нерационально используется оборудование и рабочее время, увеличиваются производственные заделы, удлиняется производственный цикл.
Параллельность — это одновременность выполнения операций и составных частей производственного процесса. При выполнении технологической операции параллельность выражается в одновременной работе нескольких станков на одной операции, в многопредметной обработке на станках, в совмещении машинно-автоматической обработки с выполнением ручных работ и так далее.
Прямоточностъ — это пространственное сближение операций, стадий процесса, исключающее возвратные движения предмета труда в процессе производства. Для этого все операции располагают согласно хода технологического процесса.
Непрерывность — это непрерывное движение предметов труда в производстве (то есть без пролеживаний в ожидании обработки) и в непрерывности работы на оборудовании.
Ритмичность — это выпуск одинакового объёма продукции за равные интервалы времени (месяцы, декады, смены).
Основные принципы производственного процесса являются основой организации любого процесса, но реализовать их можно различно. Они действуют взаимозависимо и однонаправлено.
Виды движений предметов труда и длительность производственного цикла.
Длительность производственного цикла — определяется календарным временем от запуска исходных предметов труда в производство до превращения их в изделие.
Сокращение длительности производственного цикла ведёт:
— к повышению производительности труда;
— улучшению использования площадей;
— улучшению использования оборудования;
— снижению себестоимости продукции;
— ускорению оборачиваемости оборотных средств. Длительность производственного цикла определяется по формуле:
где Топ — операционное время, мин ;
Те — время естественных процессов;
Тк — время контрольных операций;
Т т р — время транспортирования;
Тп — время перерывов.
Виды движения предметов труда подразделяются на следующие:
Последовательный вид движения характеризуется тем, что все последующие операции производственного процесса с предметами труда начинаются после обработки всей партии предметов труда на предыдущей операции. Операционное время самое длинное. Такой вид движения предметов труда применяют в заготовительных и обрабатывающих цехах серийного производства при изготовлении небольших партий малотрудоёмких предметов труда.
Параллельный вид движения характеризуется тем, что предметы труда передают на последующие операции немедленно, после выполнения предыдущих операций независимо от готовности всей партии деталей. Длительность операционного цикла на данном виде движения предметов труда наименьшая. Параллельный вид движения применяют во всех цехах на поточных линиях, а также в обрабатывающих и сборочных цехах.
Параллельно-последовательный вид движения характеризуется тем, что изготовление предметов труда на последующей операции начинается до окончания изготовления всей партии на предыдущей операции с таким расчетом, чтобы работа на каждой операции по данной партии в целом шла без перерывов. В отличие от параллельного вида движения здесь будет лишь частичное совмещение во времени выполнения смежных операций. Если Тшт.к1 Тшт.к2, то возможно лишь частичное совмещение во времени выполнения смежных операций. Параллельно-последовательный вид движения используют главным образом в обрабатьшающих цехах. Наиболее выгодно его применять при выполнении трудоёмких или при большом количестве идентичных операций.
Технологический процесс и его структура.
Технологический процесс — это часть производственного процесса, непосредственно связанная с изменением физического состояния материала, размеров, формы, внешнего вида и взаимного расположения элементов при изготовлении и сборке изделия.
Различают два основных этапа технологического процесса: изготовление изделий и сборку.
Технологический процесс по физическим и экономическим причинам делят на операции. Операции делят на установы, позиции, переходы, проходы и приёмы.
Операция — это законченная часть технологического процесса, выполняемая на одном рабочем месте одним рабочим непрерывно над одной деталью или сборочной единицей.
Установ — процесс придания требуемого положения и при необходимости закрепления заготовки, детали в приспособлении, на основном оборудовании.
Приём — законченная совокупность действий, направленных на выполнение технологического перехода или его части и объединенных одним целевым назначением.
Технологический переход — это технологически непрерывный упорядоченный комплекс рабочих ходов, образующих законченную часть технологической операции, формирующий конечные требуемые качественные характеристики данной поверхности детали или данного соединения, выполняемых одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Структурой технологического процесса называется последовательность преобразования заготовки в готовую деталь. Для каждой детали технологический процесс имеет свою структуру.
1 Сформулируйте понятие производственный процесс.
2 Укажите чем характеризуется производственный процесс?
3 Объясните как вы понимаете понятие организация производственного процесса?
4 Укажите на каких принципах базируется рациональная организация производственного процесса.
5 Перечислите какие бывают виды движений предметов труда и дайте краткую характеристику каждого.
6 Что представляет общая структура технологического процесса?
Поточное и автоматизированное производство
Вопросы по теме:
1 Классификация поточных линий.
2 Технико-экономические характеристики поточных линий.
3 Особенности организации различных видов поточных линий.
4 Основные понятия и преимущества автоматизации производства.
Классификация поточных линий и их технико-экономическая характеристика.
Поточное производство — это прогрессивный метод организации производства, основанный на ритмичной повторяемости согласованных во времени основных и вспомогательных операций, выполняемых на специализированных рабочих местах, расположенных по ходу технологического процесса.
Поточное производство основано на следующих принципах:
— узкая специализация рабочих мест;
— расположение рабочих мест по ходу технологического процесса (прямоточность);
— ритмичная повторяемость операций;
— высокая степень непрерывности производственного процесса;
— параллельность осуществления операций технологического процесса. Поточное производство характеризуется следующими признаками:
— на каждой поточной линии изготовляется одно или несколько технологически сходных между собой изделий;
— за каждым рабочим местом закрепляется одна операция или переход;
рабочие места на линии располагаются в соответствии с последовательностью операций технологического процесса;
— передача деталей с операции на операцию производится поштучно или небольшими передаточными партиями без межоперационного пролёживания или с короткими перерывами;
— технологический процесс и отдельные операции осуществляются с соблюдением определённого ритма.
Эффективность поточного производства обусловливается наименьшей длительностью производственного цикла, возможностью применения механизации и автоматизации передачи заготовок с одной операции на другую.
Основное звено поточного производства — поточная линия, которая представляет собой совокупность рабочих мест, на которых производственный процесс осуществляется в соответствии с признаками поточного производства.
В зависимости от типа производства поточные линии классифицируют:
— однопредметные — на которых обрабатываются детали или собираются узлы, и изделия одного типоразмера в течение длительного времени, определяемого периодом выпуска изделий.
На машиностроительных предприятиях однопредметные поточные линии распространены в цехах и на участках массового производства. Как правило однопредметными создаются автоматические поточные линии.
— многопредметные — на которых одновременно или последовательно обрабатываются изделия различных типоразмеров, но сходные по конструкции или технологии изготовления.. Смена изделия, изготавливаемого на линии, может сопровождаться переналадкой оборудования и всех или части рабочих мест. Многопредметные поточные линии не всегда можно загрузить, поэтому это вызывает необходимость деления их на два вида: групповые и переменные линии.
Групповая поточная линия — это такая линия, на которой обрабатываются разные сборочные единицы или детали по одинаковому технологическому маршруту на одном и том же оборудовании без переналадки. Групповые поточные линии создаются там, где на рабочих местах выполняются сходные или одинаковые технологические операции.
Переменная поточная линия характеризуется тем, что различные изделия обрабатываются поочерёдно с переналадкой оборудования. Для уменьшения числа переналадок оборудования необходимо подбирать изделия с близкими конструктивными формами или сходными в технологическом отношении. Эти изделия запускаются партиями, после окончания обработки одной партии деталей оборудование на линии переналаживается на изготовление другой партии сходных деталей. Таким образом, изделия обрабатываются попеременно.
Если длительности всех операций на поточной линии равны, или кратны друг другу, то такую идеальную по непрерывности движения деталей поточную линию называют синхронизированной.
В зависимости от степени синхронизации поточные линии делятся:
— прерывные (несинхронизированные) прямоточные линии;
Они характеризуются тем, что из-за неравенства и несинхронности операций технологического процесса часть деталей пролёживает некоторое время между операциями, что приводит к образованию межоперационных оборотных заделов.
Четкость работы поточной линии определяется соблюдением определённого ритма. Различают линии с регламентированным и свободным ритмом.
На поточной линии с регламентированным ритмом передача изделий с операции на операцию производится при помощи транспортного устройства, единого для всех рабочих мест, например, конвейера.
На поточной линии со свободным ритмом передача изделий с операции на операцию может производиться с небольшими отклонениями от расчетного ритма работы линии. В этом случае на рабочих местах должен быть создан резервный запас изделий.
Большую роль в работе поточной линии отводится выбору транспортных средств. Основным транспортным средством на поточной линии является конвейер. Конвейеры бывают двух типов -распределительные и рабочие.
Распределительный конвейер служит для перемещения обрабатываемых на поточной линии изделий между стационарными рабочими местами, расположенными около конвейера. Его движение может осуществляться в свободном ритме.
Рабочий конвейер — это не только транспортное средство, но и место выполнения технологических операций при изготовлении изделия.
Технико-экономические характеристики поточных линий
Такт — промежуток времени между запуском (выпуском) одного изделия (детали) данного наименования и запуском (выпуском) другого изделия (детали) в производство. Для поточных линий в обрабатывающих цехах определяют такт поточной линии как промежуток времени между двумя последовательными запусками (выпусками) деталей в обработку.
Ритм производства — промежуток времени между последовательными выпусками двух готовых изделий с поточной линии.
Необходимое количество рабочих мест.
Коэффициент загрузки рабочего места — отношение расчетного количества рабочих мест (станков) к принятому количеству.
Заделы на поточной линии — средства обеспечения непрерывного выпуска деталей с поточной линии. Задел — это все не законченные обработкой предметы труда: изделия, узлы, детали. Задел — это незавершенное производство в натуральном выражении. Заделы на поточной линии подразделяются:
— технологический — образуют детали, находящиеся в обработке на всех операциях поточной линии;
— транспортный — на непрерывных поточных линиях состоит из деталей, находящихся в процессе транспортировки;
— оборотный межоперационный задел — создаётся вследствие разной пропорциональности (несинхронной работы) смежных рабочих мест. На непрерывных (синхронизированных) поточных линиях оборотных заделов нет;
— страховой (резервный) задел — создаётся для компенсации возможных перебоев в работе поточных линий; как правило, страховой задел создается после особо ответственных операций, на которых возможно появление брака.
Особенности организации различных видов поточных линий
Условия организации поточных линий определяются в основном тремя факторами:
— характером осуществляемых процессов и операций;
— номенклатурой изделия, масштабом производства и его повторяемостью;
— трудоёмкостью выполняемых операций.
Обязательным условием организации поточных линий является обеспечение экономической эффективности производства и окупаемости его капитальных вложений.
Однопредметные непрерывные поточные линии организуются при больших масштабах производства с высокой степенью постоянства производственной программы. Непрерывный характер технологического процесса обеспечивается высокой степенью синхронизации операций и регламентированным ритмом на длительный период времени. Предметы труда на таких линиях перемещаются по типу параллельного вида движения, что обеспечивает минимальную длительность производственного цикла. Требование полной синхронизации операций ограничивает область применения непрерывных поточных линий преимущественно ручными работами. Эти виды поточных линий чаще всего используются на сборочных, монтажных производствах и в сервисном обслуживании.
Однопредметные прямоточные поточные линии характеризуются неравенством и некратностью такта и длительности операций. Невозможность синхронизации связана с использованием разнотипного оборудования с различной производительностью, высокой степенью автоматизации. Нарушение требования синхронизации приводит к прерывности движения предметов труда, появлению перерывов в загрузке оборудования и работе персонала. Ритм на таких линиях свободный. Эти линии чаще всего используют для механической обработки деталей, когда из -за особенностей технологического процесса трудно добиться равенства или кратности времени выполнения операций по такту.
Многопредметные поточные линии применяются в серийном производстве, когда масштабы выпуска одноимённой продукции недостаточны для полной загрузки оборудования поточной линии. За поточной линией закрепляется несколько сходных по конструкции и технологическим признакам изделий. Основным условием организации таких линий является технологическое единство изделий и гибкая конструкция оборудования, допускающая возможность быстрой его переналадки на выпуск новых изделий.
Порядок организации многопредметной поточной линии заключается в следующем:
— подбирается номенклатура изделий, проектируемых для изготовления на поточной линии путём их классификации по конструктивным признакам;
— корректируется технологический процесс обработки конкретного изделия с целью приведения его в соответствие с технологическим процессом изготовления наиболее трудоёмкого и характерного изделия;
— разрабатывается типовой технологический процесс (групповой) обработки или сборки;
— разрабатывается унифицированная групповая оснастка (для групповых поточных линий);
— рассчитываются технически обоснованные нормы времени изготовления изделия;
— рассчитывается такт поточной линии.
Основные понятия и преимущества автоматизированного производства
Автоматизация производства — это комплекс мероприятий по разработке новых прогрессивных технологических процессов и создание на их основе высокопроизводительного оборудования, выполняющего все основные и вспомогательные операции по изготовлению изделий без непосредственного участия человека.
Автоматизации всегда предшествовал процесс механизации — частичной, первичной автоматизации производственных процессов на базе такого технологического оборудования, которым управляет оператор. Так же он осуществляет контроль изделий, регулировку и наладку оборудования, загрузку — выгрузку изделий, то есть вспомогательные операции. Механизация может достаточно эффективно сочетаться с автоматизацией конкретного производства.
Автомат — самостоятельно действующее устройство или совокупность устройств, выполняющих по заданной программе без непосредственного участия человека процессы получении, преобразования, передачи и использования энергии, материалов и информации.
Рабочий цикл — последовательность выполняемых автоматом запрограммированных действий.
Полуавтомат — это устройство, возобновление работы которого требует участия человека.
Процесс, оборудование или производство, не требующее присутствия человека в течение определённого промежутка времени для выполнения ряда повторяющихся рабочих циклов, называют автоматическим.
Если часть процесса выполняется автоматически, а другая часть требует присутствия оператора, то такой процесс называют автоматизированным.
Автоматизация производства позволяет достигнуть повышения производительности труда следующим образом:
— за счет более полного использования календарного времени при круглосуточной работе оборудования;
— вследствие повышения протекания скорости процессов;
— вследствие высвобождения обслуживающего персонала.
Преимущества автоматизации производства заключается :
— в более экономичном использовании труда, материалов, энергии;
— обеспечение оптимальных организационных решений, сокращение незавершенного производства;
— сокращение вынужденных простоев оборудования;
— сокращение количества бумажных документов за счет использования ЭВМ.
1 Назовите основные особенности поточного производства.
2 Перечислите сильные и слабые стороны поточного производства в современных условиях.
3 Как можно оценить возможность и целесообразность организации поточного производства на предприятии?
4 Перечислите основные технико-экономические характеристики поточной линии.
5 Что такое заделы, и какие виды заделов вы знаете?
6 Укажите какие поточные линии могут применяться в серийном производстве.
7 Что такое синхронизация поточной линии, и при каких условиях она достигается?
8 Укажите чем отличаются групповые поточные линии от переменных.
9 Назовите основные направления развития поточного производства в современных условиях.
10 Что понимают под автоматизацией производственных процессов? В чем отличие механизации от автоматизации?
11 Чем отличается автомат от полуавтомата?
12 Чем отличается автоматический производственный процесс от автоматизированного?
13 Укажите какие преимущества даёт автоматизация производства.
Техническая подготовка производства
Вопросы по теме:
1. Стадии технической подготовки производства.
2. Конструкторская подготовка производства и её этапы.
3. Технологическая подготовка производства, этапы и содержание.
4. Организационная подготовка производства, этапы и содержание.
Стадии технической подготовки производства
В современных условиях важной задачей для предприятия является быстрый переход на производство новых изделий. Для решения этой задачи на предприятиях выполняется комплекс мероприятий, который носит название «техническая подготовка производства». Она охватывает на машиностроительных предприятиях совокупность работ по проектированию и внедрению новых и совершенствованию существующих конструкций изделий, технологических процессов и технологической оснастки.
По своему содержанию технологическая подготовка включает в себя три стадии:
— конструкторская подготовка — это совокупность процессов и работ, связанных с оптимизацией номенклатуры и конструированием новых объектов производства, изготовление опытных образцов, их испытанием, совершенствованием выпускаемых изделий.
— технологическая подготовка — это совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к изготовлению и выпуску изделий заданного качества при установленных сроках, объёме выпуска, материальных и трудовых затратах.
— организационная подготовка — это подготовка производства путём разработки проектов организации производства, труда, снабжения и сбыта продукции и создания нормативной базы для организации производства и планирования.
Значение технической подготовки на машиностроительных предприятиях очень велико. От уровня организации подготовки производства зависит своевременный выпуск новой продукции, совершенствование уже освоенных изделий и экономические результаты деятельности предприятия. Недостатки технической подготовки неизбежно сказываются на самом производстве: возникает большое количество технических и организационных неполадок, особенно при внедрении новых изделий. Ошибки, допущенные при конструировании изделия, при разработке технологической документации, вызывают перерывы в работе, увеличивают затраты на производство продукции, затягивают сроки освоения новых изделий.
Конструкторская подготовка производства и её этапы.
Основными задачами конструкторской подготовки производства являются создание новых и совершенствование имеющихся изделий с высокими параметрами качества, в заданные сроки, с наименьшими затратами.
Этапы конструкторской подготовки:
1.Техническое задание (ТЗ). Основной задачей разработки ТЗ является обоснование технической возможности создания изделия с высокими техническими параметрами качества при максимальной экономической эффективности его производства и эксплуатации.
— назначение изделия, область применения и масштабы его производства;
— основные требования к изделию;
— технические характеристики изделия;
— общие эксплуатационные показатели;
— особые требования к изделию;
технологические, организационные и экономические условия производства.
2. Техническое предложение (ТП). При разработке ТП обосновывается целесообразность изделия на основе анализа технического задания заказчика, имеющихся технологических решений и технических возможностей, а также проводится всесторонняя оценка всех возможных вариантов создания изделия, сравнение с существующими изделиями, а также патентный поиск. Техническое предложение согласовывается с заказчиком и утверждается в установленном порядке. После этого ТП является основанием для разработки эскизного проекта.
3.Эскизный проект заключается в разработке первоначального варианта будущей конструкции изделия. Эскизный проект включает в себя разработку принципиальной электрической, кинематической, гидравлической, пневматической схем изделия, общую компоновку изделия, разработку эскизных чертежей общих видов. Эскизный проект состоит из графической части и пояснительной записки. Утверждённый эскизный проект является основанием для разработки технического проекта.
4.Технический проект. Основной задачей технического проекта является разработка окончательного технического решения, дающего полное представление об устройстве изделия. На этой стадии проводятся расчеты на прочность, жесткость, долговечность, проводится разработка компоновочных чертежей, осуществляется макетирование и экономическое обоснование проекта, составляются технические условия на эксплуатацию изделия и спецификация.
5.Рабочий проект состоит в разработке полного комплекта конструкторской документации на изделие. В рабочий проект входят разработка чертежей общих видов, сборочных единиц и всех оригинальных деталей, уточнение спецификаций на каждую сборочную единицу, разработка компоновочных чертежей, изготовление опытных образцов, стендовые, заводские и государственные испытания.
Следует отметить, что содержание работ по стадиям КПП может отличаться от указанного выше в зависимости от типа производства, сложности конструкции, уровня кооперирования и других факторов.
При создании новой техники одной из основных задач является задача сокращения времени на КПП. Для ускорения КПП используются различные методы. Их условно можно разделить на три группы:
Технические методы направлены на обеспечение качества выполняемых работ, снижение до минимума числа изменений в конструкции. В связи с этим снижается трудоёмкость и продолжительность КПП.
Планово-координационные методы направлены на обеспечение рациональной координации стадий, этапов и работ, что приводит к сокращению продолжительности КПП.
К организационным методам относят стандартизацию и унификацию конструкторских решений, механизацию и автоматизацию проектно-конструкторских работ.
Технологическая подготовка производства, этапы и содержание
Целью технологической подготовки производства является разработка оптимального технологического процесса, который бы обеспечивал изготовление изделия заданного качества с минимальными затратами.
Технологическая подготовка производства представляет собой комплекс работ по разработке новой технологии, конструированию и изготовлению необходимой технологической оснастки, установке и освоению нового технологического оборудования и отладке всего процесса изготовления нового изделия. Это сложный комплекс технических, инженерных и организационных работ, который обеспечивает технологическую готовность производства для выпуска новой продукции.
Технологическая подготовка проводится в несколько последовательных этапов:
Первый этап — разработка технологических процессов на основное изделие:
— отработка конструкции изделия на технологичность (технологический контроль);
— разработка межцеховых технологических маршрутов (расцеховка);
— разработка пооперационных технологических процессов получения деталей и сборочных единиц.
Второй этап — проектирование необходимых средств технологического оснащения, механизации и автоматизации технологических процессов.
Третий этап — изготовление средств технологического оснащения, механизации и автоматизации.
Четвертый этап — выверка, отладка и внедрение в производство технологических процессов, изготовление пробной и установочной партии.
Пятый этап — создание нормативной базы ( трудовые, материальные нормативы ) для планирования и управления производством.
Технологическая документация содержит:
— технологические карты (маршрутные);
— инструкционные карты (технологические инструкции);
Технологическая карта — документ, в котором зафиксированы все процессы обработки изделия, указаны операции и составные части, материал изделия, производственное оборудование, технологические режимы, необходимые для изготовления изделия, время, квалификация работника и его разряд.
Операционная карта — содержит те же сведения, что и технологическая, но составляется она не для детали, а на операцию. Содержат более подробную информацию по обработке.
Инструкционная карта — представляет собой краткую пояснительную записку с описанием порядка производства работ и предназначены для инструктажа технического персонала. Они дают дополнительные сведения по выполнению операций, а также описывают процессы приготовления различных компонентов ( например клея ).
Нормировочная карта — документ, в котором сконцентрированы данные о затратах труду на основные и вспомогательные операции.
Карта эскизов — включает эскизы, схемы, таблицы, поясняющие содержание операций и необходимые сведения о их выполнении.
Комплектовочные карты — включают перечень деталей подлежащих сборке.
Ускорение технологической подготовки производства — это комплексная проблема и сложная, её решение должно обеспечиваться на основе:
— параллельного выполнения работ по технологической подготовке производства и завершающего этапа конструкторской подготовки, а также отдельных этапов технологической подготовки;
— применения типовых технологических процессов;
— унификации, стандартизации технологического оборудования;
— создания и использование групповой и переналаживаемой оснастки;
— создания предметно и подетально-специализированных цехов и участков, групповых поточных линий;
— создания автоматизированной системы технологической подготовки производства.
Ор ганизационная подготовка производства, этапы и содержание
Организация производства новых изделий на предприятии предполагает перестройку существующего производственного процесса и всех составляющих его элементов. Внедрение в производство новых видов продукции требует не только разработки новых технологических процессов и применения нового оборудования и оснастки, но и изменения форм и методов организации производства и труда.
Организационная подготовка производства — это комплекс мероприятий, направленных на разработку проекта организации производственного процесса, изготовления нового изделия в пространстве и во времени, системы организации и оплаты труда производственного персонала, нормативной базы.
Этапы организационной подготовки производства:
Этап 1. Разработка проекта организации основного производственного процесса. На этом этапе осуществляется выбор форм организации производства, специализации цехов и участков, определение потребности в оборудовании и площадях, составление планировок и проекта реконструкции цехов.
Этап 2. Разработка проекта технического обслуживания основного производства. На этом этапе разрабатывается организация складского хозяйства, ремонтного и инструментального обслуживания, проектируется система технического контроля.
ЭтапЗ. Разработка системы организации оплаты труда рабочих и ИТР.
Этап 4. Материальная подготовка производства. На этом этапе определяется потребность в материальных ресурсах, комплектующих изделиях, оборудовании, устанавливаются договорные отношения с поставщиками, устанавливаются связи с потребителями новой продукции.
Этап 5 . Создание нормативной базы для технико-экономического и оперативно — производственного планирования. На этом этапе разрабатываются материальные, трудовые и календарно — плановые нормативы, устанавливаются себестоимость и цена новых изделий.
Планирование подготовки производства — это определение состава, объёмов и сроков выполнения работ по созданию новых видов продукции и их рациональное распределение между производственными подразделениями и службами предприятия.
Содержание работ по планированию технической подготовки производства следующее:
— определение содержания и последовательности выполнения работ;
— установление объёма работ;
— определение потребного количества исполнителей;
— расчет длительности отдельных этапов или работ по подготовке производства;
— распределение работ между исполнителями;
— контроль хода выполнения работ.
План подготовки производства нового изделия должен охватывать все этапы технической подготовки производства, что позволит обеспечить организованное и своевременное проведение всех работ по подготовке производства новых видов продукции.
1 Перечислите основные этапы конструкторской подготовки производства нового изделия и раскройте их содержание.
2 Какая исходная информация необходима для проведения конструкторской подготовки производства?
3 Что представляет собой рабочий проект, как этап конструкторской подготовки производства?
4 Какая информация содержится в техническом задании на конструирование нового изделия?
5 Назовите пути ускорения конструкторской подготовки производства.
6 Предложите способы снижения затрат на конструирование нового изделия.
7 Перечислите основные этапы технологической подготовки производства и раскройте их содержание.
8 Назовите основную документацию разрабатываемую в ходе технологической подготовки производства.
9 Предложите основные пути ускорения технологической подготовки производства.
10 Какие этапы технологической подготовки производства на ваш взгляд являются наиболее трудоёмкими?
11 Назовите основные направления ускорения технологической подготовки производства.
12 Назовите основные задачи планирования подготовки производства.
13 Укажите, какие задачи решает планирование подготовки производства?
Раздел 4 Организация вспомогательного и обслуживающего производства
Организация инструментального хозяйства
Вопросы по теме:
1 Задачи и структура инструментального хозяйства.
2 Организация Ц И С и ИРК.
3 Организация работы и планирование инструментального цеха.
Задачи и структура инструментального хозяйства
К инструментальному хозяйству машиностроительного завода относятся:
— центральный инструментальный склад (ЦИС);
— база восстановления инструмента;
— цеховые инструментально-раздаточные кладовые;
— заточные отделения в цехах;
— ремонтные отделения (базы) в цехах.
Состав инструментального хозяйства завода зависит от вида и размера цехов завода и типа производства.
Рациональная организация инструментального хозяйства способствует повышению производительности труда рабочих, улучшению качества продукции и снижению себестоимости продукции.
Основные задачи инструментального хозяйства:
— бесперебойное обеспечение высококачественным инструментом всех цехов и рабочих мест;
— правильная эксплуатация инструмента и его расхода;
— уменьшение затрат на изготовление, хранение, восстановление инструмента;
— поддержание минимально-необходимых запасов инструмента.
Для решения этих задач необходима классификация инструмента, правильное планирование его изготовления, надлежащая организация его хранения.
Под классификацией понимается распределение всего применяемого на заводе инструмента на определённые группы по наиболее характерным признакам. Возможны следующие принципы распределения инструмента:
— по виду обработки или по виду выполняемых технологических операций — литейный, кузнечный, станочный, сборочный.
— по виду оборудования — токарный, сверлильный, фрезерный и так далее.
— по конструкции — на группы, устанавливаемые в зависимости по другим признакам (дисковый, цилиндрический — это для фрез).
Организация Ц И С и И Р К
Основными функциями ЦИС является:
Приёмка инструмента. Весь инструмент, изготовленный
инструментальными цехами или закупленный на стороне, должен поступить в ЦИС. Громоздкий инструмент передаётся непосредственно в цех с соответствующими сопроводительными документами. Инструмент, поступающий со стороны, принимается по сопроводительным документам, при приёмке проверяется его количество работниками ЦИС, а качество контрольным пунктом ОТК в ЦИС.
Хранение инструмента. ЦИС подразделяется на отделения, в каждом из которых хранится инструмент определённого класса (режущий, измерительный) в стеллажах и шкафах соответствующей конструкции.
В одной ячейке стеллажа должен храниться инструмент одного типоразмера или специальный. Места хранения инструмента должны быть пронумерованы: нумеруют стеллажи, полки и ячейки каждого стеллажа.
Инструмент для изделий снятых с производства должен быть сдан на базу восстановления инструмента или в утиль.
Учет инструмента. На каждый типоразмер инструмента, хранимого в ЦИС, заводится учетная карта. Учет прихода ведётся на основании документов, поступающих вместе с партией инструментов, а учет расхода -по документам выдачи инструмента цехам. В этой же карте проставляются обозначение места хранения и размеры запасов в ЦИС.
Выдача инструмента цехам. Выдача производится в пределах установленного для каждого цеха лимита. Инструмент должен выдаваться в том количестве, в котором изношенный или поломанный инструмент был сдан цехом на базу восстановления или в утиль в соответствии с актами поломки.
Основными функциями ИРК являются:
— получение инструмента из ЦИС;
— его хранение и учет;
— выдача на рабочие места и приёмка с рабочих мест;
— отправка в переточку, ремонт, проверка и последующая приёмка;
— списание изношенного инструмента;
— отправка на восстановительную базу или в утиль.
Организация и планирование работы инструментального цеха
Инструментальный цех должен изготовлять специальный инструмент для основных цехов и вспомогательных цехов и служб завода, производить ремонт и заточку инструмента как для себя, так и для других цехов завода.
Основные участки инструментального цеха могут быть как технологическими так и предметными., в зависимости от потребного количества того или иного вида инструмента и загрузки оборудования.
Оперативно — производственное планирование в инструментальном цехе осуществляется в основном так же, как и в механических цехах с единичным и мелкосерийным производством.
Организация заточки инструмента. Заточка режущего инструмента может производиться непосредственно основными рабочими или рабочими — заточниками в централизованном порядке. При централизованной заточке инструмента сокращается время на заточку и повышается её качество за счёт высокой квалификации рабочих -заточников, применения для заточки специальных станков, разработка технологии и правил заточки. Однако при введении централизованной заточки появляются дополнительные расходы ( зарплата рабочим — заточникам ), могут увеличиться расходы на содержание, ремонт и амортизацию оборудования и помещений для централизованной заточки, также значительно увеличивается количество инструмента, находящегося в обороте.
Организация ремонта и восстановления инструмента. Ремонтировать частично изношенный или поломанный инструмент необходимо в том случае, если расходы на его ремонт меньше или равны остаточной части стоимости инструмента с учётом его износа. Ремонт сложного и дорогостоящего инструмента (штампов, моделей приспособлений) должен быть планово-предупредительным. Ремонт инструмента в крупных цехах должен производиться на крупных ремонтных базах, а для остальных цехов -в инструментальном цехе. Под восстановлением инструмента понимается ремонт полностью изношенного или пришедшего в негодность и списанного с учета инструмента для придания ему предварительного вида, свойств и размеров или получения из него инструмента другого виды. Инструмент может быть восстановлен с первоначальными или другими размерами.
1 Каковы задачи и структура инструментального хозяйства предприятия?
2 Какие применяются виды инструмента и как они классифицируются?
3 Каковы функции центрального инструментального склада?
4 Как производится планирование и обеспечение цеха инструментом?
5 Каковы функции инструментально-раздаточных кладовых?
6 Как организуется заточка, ремонт и восстановление инструмента?
7 Как организуется и планируется работа инструментального цеха?
Организация ремонтного хозяйства
Вопросы по теме:
1 Основные задачи ремонтного хозяйства.
2 Виды ремонтных работ. Система планово-предупредительного ремонта.
3 Организация выполнения ремонтных работ.
Основные задачи ремонтного хозяйства
Конечный результат работы машиностроительных предприятий во многом определяется техническим состоянием производственного оборудования. В процессе эксплуатации оборудование подвергается физическому и моральному износу, в результате чего происходит снижение его мощности, производительности и точности, нарушение хода производственного процесса.
Для поддержания оборудования в работоспособном состоянии необходимо производить качественное техническое обслуживание и ремонт. С этой целью на предприятии создаётся служба главного механика (ОГМ).
Основные задачи ОГМ:
— поддержание оборудования в постоянной эксплуатационной готовности;
— обеспечение максимального сокращения простоев оборудования в ремонте и минимальных затрат на ремонт;
— техническое обслуживание и модернизация оборудования.
В состав ремонтного хозяйства предприятия входят:
— ремонтно-механический цех (РМЦ), который находится в подчинении главного механика предприятия и выполняет ремонт технологического оборудования и изготовление запасных частей;
— электроремонтный цех (ЭРЦ), который подчинён главному энергетику и выполняет ремонт электрооборудования;
— ремонтно-строительный цех (РСЦ), который подчинён отделу капитального строительства и выполняет ремонт зданий и сооружений;
— цеховые ремонтные базы, подчинены механику цеха;
— смазочное хозяйство, склады оборудования и запасных частей.
В функции ремонтной службы входит паспортизация оборудования, его аттестация, техническая и материальная подготовка ремонтных работ, планирование, организация и выполнение работ по обслуживанию, ремонту и модернизации оборудования.
Виды ремонтных работ. Система планово-предупредительного ремонта
Под системой ППР понимается совокупность различного вида работ по техническому уходу и ремонту оборудования, проводимых профилактически по заранее составленному плану с целью повышения эффективности использования оборудования, улучшения качества и снижения себестоимости ремонтных работ и предупреждение аварийного выхода оборудования из строя.
Проведение ППР позволяет:
— свести к минимуму время пребывания станка в ремонте;
— наиболее полно использовать оборудование в течение стока службы;
— уменьшить расходы по содержанию оборудования.
Основные работы по поддержанию оборудования в эксплуатационной готовности подразделяются:
— на техническое обслуживание;
Техническое обслуживание — включает в себя комплекс операций по поддержанию работоспособности оборудования при использовании его по назначению, хранению и транспортировке. В процессе технического обслуживания по заранее разработанному графику выполняются плановые осмотры оборудования, смена и пополнение масел, проверка геометрической и технологической точности, промывка механизмов станков, очистка от пыли.
Плановое обслуживание выполняется во время работы оборудования или во время установленных перерывов без нарушения производственного процесса.
Неплановое техническое обслуживание — включает в себя замену отказавших деталей, восстановление их работоспособности, должно по возможности выполняться без перерывов в работе обслуживаемого оборудования или в обеденные перерывы.
Ремонтные работы подразделяются:
— капитальный ремонт (К);
— средний ремонт (С);
— текущий ремонт (Т).
При капитальном ремонте производится полная разборка агрегата со снятием его с фундамента, заменой всех изношенных узлов и деталей с последующей сборкой и испытанием под нагрузкой.
Средний ремонт включает в себя частичный разбор агрегата, капитальный ремонт отдельных сборочных единиц, сборку, регулирование и испытание.
Текущий ремонт выполняется для обеспечения или восстановления работоспособности оборудования и состоит в замене и восстановлении изношенных деталей, регулировании механизмов.
Ремонты, вызываемые отказами оборудования, называются аварийными. При надлежащей организации системы ППР аварийные ремонты не должны иметь место.
Ремонтный цикл — это период времени от момента ввода оборудования до первого капитального ремонта или меду двумя выполняемыми капитальными ремонтами.
Структура ремонтного цикла — это перечень и последовательность выполнения ремонтных работ в период между двумя капитальными ремонтами.
Организация выполнения ремонтных работ
При организации ремонтных работ на предприятии применяются следующие системы:
При централизованной системе все виды ремонта и частично межремонтное обслуживание производятся силами ремонтно-механического цеха. Применяется эта система на предприятиях единичного и мелкосерийного производства.
При децентрализованной системе техническое обслуживание и все виды ремонта производятся силами цеховых ремонтных служб под руководством механика цеха. В ремонтно-механических цехах изготавливаются сменные и запасные части, узлы для модернизации, нестандартное оборудование. Эта система применяется на предприятиях крупно — серийного и массового производства.
Смешанная система характеризуется тем, что капитальный ремонт и изготовление запасных частей производится в ремонтно-механических цехах, а техническое обслуживание и остальные виды ремонта — силами комплексных бригад ЦРБ. Эта система применяется на небольших предприятиях и для ремонта сложного автоматического и прецизионного оборудования.
Основными направлениями бесперебойной работы ремонтной службы являются:
— совершенствование технологии и организации ремонтных работ за счет их механизации, применения типовых технических процессов, прогрессивных методов ремонта — узлового, последовательно — узлового, поточного;
— экономия вспомогательных материалов и запасных частей;
— совершенствование материально — технической базы ремонтной службы;
— улучшение контроля качества ремонтных работ.
Прогрессивными направлениями организации ремонтного хозяйства являются:
— создание ремонтных баз на предприятиях — изготовителях оборудования;
— развитие фирменного ремонта станков с ЧПУ и автоматизированного оборудования;
— межзаводское кооперирование в области ремонта оборудования;
— модернизация оборудования и изготовление запасных частей.
1 Объясните для решения каких задач создаются на предприятии ремонтные службы?
2 Какие подразделения цехов входят в состав ремонтного хозяйства машиностроительного предприятия?
3 В чем заключается техническое обслуживание оборудования?
4 Перечислите виды ремонтных работ для основного технологического оборудования предприятия.
5 Дайте краткую характеристику работ, охватываемых системой планово-предупредительного ремонта оборудования.
6 Назовите основные направления повышения эффективности технического обслуживания и ремонта оборудования на машиностроительном предприятии.
Организация энергетического хозяйства
Вопросы по теме:
1 Энергопотребление завода.
2 Схемы энергоснабжения промышленных предприятий.
Энергетическая характеристика производственных процессов.
Основные технологические операции и процессы в промышленности, протекающие с применением различных видов энергии, подразделяют на следующие группы:
— силовые процессы, к которым относятся операции, связанные с обработкой материалов и полуфабрикатов, а также их транспортировкой;
— электрохимические процессы, происходящие при затрате энергии, служащей для обеспечения необходимых скоростей протекания физико-химических реакций, лежащих в основе технологического процесса;
— высокотемпературные процессы, происходящие при затратах теплоты высокого потенциала (500 °С и выше);
— среднетемпературные процессы, протекающие при температуре 0. 500°С;
— низкотемпературные процессы, протекающие при температуре до 100° С;
вспомогательные процессы-процессы обслуживания основного производства;
Основными видами энергоприёмников являются электроприёмники машиностроительного завода, которые в зависимости от преобразования в них электроэнергии в энергию того или иного вида (механическую, тепловую, световую) подразделяются на группы:
— 2- электротермические приёмники;
— 3- электрохимические приёмники;
— 4- осветительные приёмники.
Эти электроприёмники, как правило, потребляют переменный ток и питаются от сетей трёхфазного тока. Электроприёмники, работающие на постоянном токе, обычно питаются от местных преобразовательных установок, снабжаемых энергией от сетей трехфазного тока.
Электродвигатели для привода разнообразных механизмов и агрегатов — наиболее распространённая категория электроприёмников завода.
— дуговые электрические печи для плавки черных и цветных металлов и сплавов;
— высокочастотные установки повышенной и высокой частоты для индукционного нагрева металла при плавке и термообработке изделий;
— электрические печи сопротивления — камерные, шахтные, работающие в большинстве случаев от своих трансформаторов;
— электроискровые и электроимпульсные установки для обработки металлов;
— всевозможные нагревательные приборы и устройства. Электрохимические приёмники:
— электролитические ванны для всевозможных процессов электролиза воды, водных растворов, расплавленных сред;
— установки для производства электрохимических процессов в газах;
ванны для гальванических покрытий металлов (меднение, никелирование, хромирование);
— установки для анодно-механической обработки металлов;
— установки для зарядки аккумуляторов.
К осветительным приёмникам относятся лампы накаливания, люминисцентные и другие лампы, применяемые для внутреннего и наружного освещения зданий и территорий.
Схемы энергоснабжения промышленных предприятий
Промышленные предприятия потребляют энергию различных видов:
— газообразное, жидкое и твёрдое топливо;
Эти виды энергии потребляются в различных количествах, с различными режимами потребления (в зависимости от режимов работы технологических процессов завода).
Схемы энергоснабжения промышленных предприятий зависят:
— от потребляемых видов энергии и использования тех или иных энергоносителей;
— от количества потребляемой энергии различных видов и соотношения между этими величинами;
— от наличия вторичных энергетических ресурсов на предприятии, их вида, количества и возможного участия в энергобалансе завода;
— от наличия (или возможности) связи с внешними источниками энергоснабжения.
Основные схемы энергоснабжения промышленных предприятий:
1 — полностью централизованная схема снабжения завода основными видами энергии (электроэнергией, теплом — в виде пара или горячей воды, механической энергией — в виде силового пара, а также всеми видами топлива);
2 — индивидуальная (децентрализованная) комбинированная схему снабжения завода электроэнергией, теплом и силовым паром от заводской теплоэлектроцентрали;
3 — индивидуальная раздельная схему снабжения завода электроэнергией от электростанции завода и остальными видами энергии от соответствующих заводских установок (котельных, компрессорных установок);
4 — смешанная (частично централизованная) схему снабжения завода электроэнергией от внешнего источника (районной энергосистемы или городской);
1 Какие виды энергии необходимы для технологических процессов?
2 Какие технологические процессы являются основными потребителями энергии?
3 Что представляют собой схемы энергоснабжения завода?
Складское и транспортное хозяйство
Вопросы по теме:
1 Склады в комплексной технологии производства и их классификация.
2 Тенденции развития складов
3 Структура и организация транспортного хозяйства.
Склады в комплексной технологии производства и их классификация
Для повышения общей эффективности общественного производства необходимо использовать в складском хозяйстве следующие резервы:
— сокращение запасов и ускорение оборачиваемости материальных ценностей;
— повышение ритмичности и организованности основного производства и работы транспорта;
— сохранение и повышение качества продукции, материалов, сырья;
— снижение капитальных затрат, улучшение использования основных производственных фондов по складскому хозяйству и предприятию в целом;
— уменьшение общей трудоёмкости производства и себестоимости промышленной продукции;
— улучшение использования территории промышленных предприятий;
— снижение простоев транспортных средств у складов и транспортных расходов по внутризаводскому транспорту;
— высвобождение рабочих от непроизводительных погрузочно-разгрузочных работ и их использование в основном производстве.
Склады на промышленных предприятиях играют важную роль в общем технологическом процессе производства, они задают ритм производству. Так как любой процесс производства начинается и заканчивается на складах. Поэтому от уровня технической оснащенности и организованности работ на этих складах зависит эффективность производственного процесса.
Склады классифицируют по различным признакам.
По срокам хранения грузов возможно следующее деление складов:
— непосредственной перегрузки грузов (срок хранения грузов = 0);
— временного хранения грузов (менее 5 суток);
— краткосрочное хранение грузов (срок хранения грузов менее 20 суток);
— со средним сроком хранения (от 20 суток до 40);
— длительного хранения (до 90 суток);
— долгосрочного хранения (от 90 до 365 суток);
— многолетнего хранения (более 365 суток).
По степени прибытия грузов:
— склады прибытия (материалы, комплектующие);
— промежуточные производственные склады (заготовки, полуфабрикаты, инструмент, технологическая оснастка);
— склады отправления (готовая продукция).
По высоте хранения грузов:
— низкие (полезная высота до 5 метров);
— средней высоты (от 5 до 8 метров);
— высотные (с высотой складирования грузов более 8 метров).
По уровню механизации и автоматизации:
— немеханизированные склады — применение ручного труда при перегрузках, перемещении и складировании грузов;
— механизированные — применение средств механизации с ручным управлением для обслуживания зоны хранения грузов;
— высокомеханизированные — использование средств механизации с ручным управлением на операциях складирования, перемещения грузов, погрузки и выгрузки и отсутствия на них ручных работ;
— автоматизированные — применение на высокомеханизированных складах полуавтоматических механизмов с вводом команд на клавиатуре или перфокартами на операциях перемещения или складирования грузов;
— автоматические использование на автоматизированных складах автоматических механизмов.
По технологии работы:
— пакетная переработка грузов.
— По виду складирования:
По взаимному расположению хранилища и экспедиций:
По типу строительной части:
— однопролётные и многопролётные;
— одноэтажные и многоэтажные.
По расположению на генеральном плане завода:
— сблокированные с производственными корпусами.
Тенденции развития складов
С развитием промышленного производства всё более проявляется влияние на его эффективность транспортно-складских и погрузочно-разгрузочных операций, что приводит к выдвижению повышенных требований со стороны производственной подсистемы промышленного предприятия, цеха к транспортно-складской системе. В связи с этими требованиями все более осуществляется механизация складов.
Основные тенденции в развитии техники и складирования товарно-штучных грузов на складах:
— применение высотных стеллажей для складирования грузов и кранов-штабелеров для их обслуживания;
— отказ от строительства многоэтажных складов, размещения складов в одноэтажных зданиях большой высоты;
— максимальное использование объёма складского здания для хранения грузов;
— использование штабелирующих машин с поворотными и передвижными грузоподъёмниками, напольных электроштабелёров с напольным подъёмом грузов, полуавтоматическим и автоматическим управлением;
— применение специальных типов стеллажей для наиболее полного заполнения объёма хранения грузов: тупиковых, проходных, гравитационных, передвижных;
— широкое развитие пакетных перевозок для комплексной механизации погрузочно-разгрузочных работ;
— детальная разработка технологии и организации складских работ;
— создание автоматизированных систем для транспортировки грузов внутри складов СС использованием конвейеров, автоматических тягочей и тележек, напольных и подвесных транспортных роботов;
— комплексная автоматизация складов с использованием ЭВМ.
На многономенклатурных складах, хранящих по несколько наименований грузов, серьёзной проблемой становится переработка информации, связанной с учетом и местом хранения грузов, а также многочисленным оформлением документов. Эту проблему успешно решают на складах путём применения автоматизированных систем управления технологическими процессами на основе новейших средств вычислительной техники.
Структура и организация транспортного хозяйства
Внутри завода производится транспортировка сырья, материалов и других грузов с общезаводских складов в цехи, заготовок и, деталей и сборочных единиц — между цехами, готовой продукции и отходов — из цехов в соответствующие склады.
В соответствии с этим различают:
— внешнюю транспортировку грузов;
— внутризаводскую транспортировку грузов.
Внутризаводская транспортировка грузов подразделяется:
Транспортное хозяйство завода состоит из:
— устройств общезаводского назначения (депо, гаражи, ремонтные мастерские, рельсовые и безрельсовые пути).
От работы транспорта зависит ритмичная работа рабочих мест, участков, цехов и равномерный выпуск заводом готовой продукции. Время, затрачиваемое на внутрицеховые и межцеховые перевозки, непосредственно влияет на длительность производственного цикла.
Применяемые на машиностроительных заводах транспортные средства классифицируют следующим образом:
— по способу действия — прерывного и непрерывного действия;
— по видам транспорта — рельсовый, безрельсовый, подъёмно-транспортные средства и специальный транспорт;
— по назначению — внешний, внутрицеховой и межцеховой;
— по направлению перемещения грузов — горизонтальный, вертикальный и горизонтально — вертикальный, наклонный.
Структура транспортного хозяйства завода зависит от характера выпускаемой продукции, состава цехов, типа и масштаба производства.
Классификация маршрутов транспортных средств.
Разовые маршруты случайны по направлениям, по количеству транспортируемого груза. Вводятся для осуществления неповторяющихся заявок. Применяются в условиях единичного и мелкосерийного производства.
Постоянные маршруты проходят по заранее установленным направлениям, назначаются для выполнения систематически повторяющихся заявок и выбираются с учетом грузопотока и применяемых транспортных средств. Эти маршруты характерны для крупносерийного и массового производства.
Маятниковые маршруты устанавливаются между двумя пунктами. Они могут быть односторонними и двусторонними.
Кольцевые маршруты устанавливаются при отсутствии ряда грузовых пунктов, связанных последовательной передачей грузов от одного к другому.
Кольцевой маршрут может быть с равномерным, нарастающим и уменьшающим грузопотоком.
Разновидностью кольцевой системы перевозки является система цикловых маршрутов. Применение системы цикловых маршрутов целесообразно на крупных заводах, с множеством цехов, расположенных на обширной территории. Эта система представляет собой совокупность нескольких замкнутых кольцевых систем, связанных между собой специальными кольцевыми маршрутами, на которых имеются площадки передачи грузов с одного кольца на другое.
1 Каково значение складов в современном производстве?
2 Какие виды складов существуют на предприятии и каково их назначение?
3 Какие процессы осуществляются на складах?
4 Как различают склады по уровню механизации и автоматизации/
5 Как осуществляются связи складов с производственными цехами и промышленным транспортом?
6 Какие существуют проблемы взаимодействия цехов и промышленного транспорта?
7 Какие основные тенденции развития складов?
8 Какой состав транспортных средств применяется на машиностроительных заводах?
9 Укажите классификацию маршрутов транспортных средств.
Раздел 5 Организация труда на машиностроительном предприятии
Организация рабочего места
1 Организация рабочего места.
2 Показатели оценки технического уровня рабочего места.
Организация рабочего места
Рабочее место — это зона трудовых действий рабочего, оснащенная оборудованием, инструментом, оснасткой, где непосредственно осуществляются трудовые процессы. На рабочем месте выполняются рабочим определённые операции.
Организация рабочего места — это оснащение его средствами и предметами труда, размещёнными в определённом порядке. Чем рациональнее организовано рабочее место, чем оно удобнее, тем выше производительность труда, меньше непроизводительные потери рабочего времени.
Классификация рабочих мест.
По оснащении оборудованием:
По характеру обслуживания:
По производственному назначению:
По типу производства:
По характеру выполняемой работы:
По степени механизации труда:
— частично механизированные работы;
— механизированные работы с различной степенью автоматизации;
— комплексно — механизированные и автоматизированные.
Элементы организации рабочего места:
Оснащение — механизмы, станки, аппаратура, инструмент, рабочая мебель, подъёмно — транспортное оборудование, светильники, вентиляция, приборы, защитные приспособления и т. д.
Планировка — рациональное размещение самих рабочих мест по площади цехов и участков, а также размещение в пределах рабочего места технологического и вспомогательного оборудования, мебели, самого работника.
Большое внимание уделяется выполнению эргономических требований к оснащению рабочего места.
1 Гигиенические — это состояние воздушной среды (температура, влажность, атмосферное давление, запылённость); наличие и уровень шума и вибрации; радиации, магнитных и электрических полей; наличие и отсутствие токсичных паров и газов.
2 Антропометрические — это соответствие конструкции оборудования размерам тела человека.
Большое внимание уделяется основным функциям обслуживания рабочих мест.
1 Производственно — подготовительная;
9 Ремонтно — строительная;
10 Хозяйственно — бытовая.
При организации рабочего места станочника следует соблюдать инструкции по эксплуатации оборудования, технике безопасности, санитарные нормы и правила и т. д.
Основными задачами организации обслуживания рабочих мест являются выявление непроизводительных потерь и затрат рабочего времени. Важно сократить затраты станочника на выполнение вспомогательных работ.
Организация обслуживания рабочих мест отражается на себестоимости продукции, так как в себестоимость продукции входит такая статья затрат, как расходы на содержание и эксплуатацию оборудования. Таким образом, организация рабочих мест и их обслуживание являются одной из главных задач организации производства.
Показатели оценки технического уровня рабочего места
Для оценки технического уровня рабочих мест применяют следующие показатели:
1 Для рабочих мест с оборудованием: производительность применяемого оборудования; соответствие оборудования требованиям обеспечения качества продукции; прогрессивность применяемого технологического процесса; технологическая оснащенность рабочего места.
2 Для рабочих мест без оборудования: обоснованность использования ручного труда; обеспеченность рабочего инструментом; технический уровень и качество используемого инструмента.
3 Организационный уровень рабочего места: рациональность планировки; количество и трудоёмкость закреплённых работ; сменность и т. д.
4 Условия труда и техника безопасности: соответствие санитарно-гигиенических условий требованиям нормативов; применение тяжелого физического труда; монотонность труда; обеспечение безопасности.
1 Сформулируйте определение рабочее место и укажите классификацию рабочих мест.
2 Перечислите элементы организации рабочего места и дайте им характеристику.
3 Перечислите эргономические требования к оснащению рабочего места и охарактеризуйте их.
4 Укажите основные функции обслуживания рабочего места.
5 Укажите основные показатели оценки технического уровня рабочего места.
Методы изучения затрат рабочего времени. Хронометраж
Вопросы по теме:
1 Методы нормирования труда.
2 Хронометраж и методика его проведения.
Методы нормирования труда
Методы нормирования труда делятся на аналитические и суммарные. Суммарные методы включают в себя следующие методы:
— опытные — на основе опыта нормировщика или мастера;
— статистические — на основе статистических данных о нормах за прошлый период работы;
— нормирование по аналогии — на основе сравнения с нормами, установленными ранее на аналогичную операцию;
Суммарные методы отражают в норме прошлый опыт, не соответствуют современному уровню техники, организации производства и не могут служить основой повышения производительности труда, не позволяют эффективно использовать кадры предприятия. Нормы, установленные суммарными методами должны заменяться аналитическими методами.
Аналитические методы установления норм времени основаны на разделении операции на составляющие её элементы, анализе их рациональности и последовательности выполнения и проектирования рациональной структуры операции и организационно-технических условий её выполнения.
Аналитические методы делятся на две группы: расчетные и исследовательские.
Расчетные методы — предусматривают расчет нормы времени на основе заранее разработанных нормативов.
Исследовательский метод нормирования предусматривает установление норм путем непосредственного наблюдения за операцией на рабочем месте.
Повышение производительности труда возможно только при экономии затрат труда, а следовательно, и времени на выполнение заданного объёма работ. Поэтому экономия затрат труда при высоком качестве продукции является критерием совершенства технологии.
В зависимости от задач производства в процессе технического нормирования устанавливают одну из перечисленных ниже норм:
— времени (время выполнения единицы работы технологической операции при определенных организационно-технических условиях исполнителем соответствующей квалификации);
— выработки (количество изделий, которое должно быть сделано работником соответствующей квалификации в определённых организационно-технических условиях);
— обслуживания (количество единиц оборудования, которое работник должен обслужить за установленное время);
— управляемости (количество работников, которое может быть непосредственно подчинено одному руководителю);
Техническое нормирование необходимо для определения производственной мощности, затрат труда на изготовление продукции, для расчета потребности в оборудовании, для расчета численности рабочих и фондов заработной платы. Правильно установленные нормы времени должны учитывать производственные возможности рабочего места, ориентироваться на наилучшее использование оборудования, наиболее рациональное выполнение технологической операции при использовании передовых методов работы.
Используют следующие методы изучения затрат рабочего времени:
1 Метод непосредственных замеров — заключается в непрерывном наблюдении за трудовым процессом (операцией) или её части и фиксации показаний текущего времени, либо продолжительности выполнения отдельных элементов операции.
— сплошные замеры (по текущему времени — ФРД);
— выборочные замеры — применяется для изучения отдельных элементов работы, независимо от их последовательности во времени (хронометраж);
2 Метод моментных наблюдений — состоит в регистрации и учете количества одноимённых затрат рабочего времени в случайно выбранные моменты.
Хронометраж и методика его проведения
Хронометраж — это метод изучения и нормирования затрат рабочего времени на выполнение циклически повторяющихся ручных и машинно-ручных элементов операции. Хронометраж проводится для разработки нормативов на основные и вспомогательные работы, для изучения, обобщения и распространения опыта лучших работников, для уточнения норм времени, установленных расчетным путём.
Методика проведения хронометража.
1 Определение цели наблюдения.
2 В зависимости от цели выбирается объект наблюдения. Если цель — установление или уточнение норм, то в качестве объекта наблюдения выбирают средних прогрессивных рабочих. При этом до наблюдения следует провести организацию или обслуживание рабочего места, режимы работы оборудования в соответствии с требованиями рациональности и эффективности. Если цель — разработка нормативов, то в качестве объектов наблюдения отбираются типовые исполнители. Для изучения передового опыта наблюдают за лучшими рабочими. Если цель — установить причину невыполнения норм, то в качестве объекта наблюдения берутся отстающие рабочие и рабочие, перевыполняющие нормы. Затем результаты сравнивают.
3 Подготовка к проведению наблюдений. Проводится тщательное изучение операции и её элементов, организационно-технических условий её выполнения. Далее осуществляется разделение операции на элементы. Степень дробления зависит от типа производства или от точности норм. Далее устанавливаются фиксажные точки (это четко выраженные по звуку или зрительному восприятию моменты начала и окончания каждого элемента). Следует проанализировать все ли элементы операции являются необходимыми, рациональна ли их последовательность и есть ли возможность параллельного выполнения отдельных элементов.
Затем определяется необходимое количество замеров. Это количество зависит от необходимой точности норм в % и нормативного коэффициента устойчивости хроноряда.
Хроноряд — перечень результатов замеров (значение замеров в численном виде).
Коэффициент устойчивости показывает допустимый разброс максимальных и минимальных значений продолжительности элемента операции в хроноряде. Данный коэффициент можно определить по таблице и расчетным путём. Проводить хронометраж следует через 1 час после начала смены.
4 Непосредственно проведение замеров и составление хроноряда. Затем проверяем устойчивость хроноряда. Это значит сравниваем максимальные и минимальные значения и сопоставляем их разброс. После этого осуществляем чистку хроноряда путём исключения максимальных и минимальных значений из него. Общее количество исключенных замеров (дефектные) не должно превышать 15 % от общего числа замеров.
5 Подведение итогов и их дальнейшее использование.
1 Для решения каких задач предприятию необходимо техническое нормирование?
2 Укажите какие методы применяются для технического нормирования на машиностроительных предприятиях?
3 Охарактеризуйте метод непосредственных замеров. Укажите в каких случаях его целесообразно применять?
4 Для каких целей в техническом нормировании используется хронометраж?
5 Перечислите методику проведения хронометража.
6 Укажите какие нормы устанавливает техническое нормирование?
Методы изучения затрат рабочего времени. Фотография рабочего дня
Вопросы по теме:
1 Классификация затрат рабочего времени.
2 Фотография рабочего дня.
Классификация затрат рабочего времени.
Затраты рабочего времени делятся на следующие категории:
Подготовительно — заключительное время — это время, необходимое для ознакомления рабочего с заданием и технической документацией, на подготовку рабочего места и наладку оборудования, на снятие инструмента и приспособлений после выполнения задания, на сдачу работы мастеру или контролеру. Подготовительно — заключительное время не зависит от партии деталей.
Оперативное время — это время, затрачиваемое непосредственно на выполнение технологической операции. Оно подразделяется на основное и вспомогательное.
Основное время — это время, в течение которого происходит изменение обрабатываемого изделия, предусмотренное технологическим процессом. Основное время может быть машинным, то есть выполняться без участия человека; машинно-ручным и ручным.
Вспомогательное время — это время, затрачиваемое рабочим на выполнение вспомогательных работ, связанных с обеспечением основной работы. К вспомогательному времени относится время на установку заготовки и снятие готовой детали, пуск и остановку оборудования, перестановку инструмента, контрольные замеры. Как и основное время оно может быть ручным, машинно-ручным и машинным.
Время обслуживания рабочего места — это время, затрачиваемое рабочим на уход за рабочим местом и его поддержание в чистоте и порядке. Время обслуживания включает в себя:
— время технического обслуживания, которое затрачивается на смену затупившего инструмента, наладку оборудования в процессе работы, смазку и чистку оборудования.
— время организационного обслуживания, которое затрачивается на уборку и раскладку инструмента в начале и конце работы, на уборку рабочего места и другие действия, связанные с уходом за рабочим местом в течение смены.
Время регламентированных перерывов включает в себя время организационно — технических перерывов и перерывы на отдых и личные надобности рабочего. Все остальные перерывы в рабочем времени не нормируются и относятся к потерям.
Потери времени по организационно-техническим причинам связаны с перебоями в снабжении рабочих мест заготовками, материалами, инструментом. Потери из-за нарушений технологической и трудовой дисциплины (несоблюдение технологической документации, выпуск бракованной продукции, опозданиями или преждевременным уходом с работы).
Фотография рабочего дня
Применяется для выявления затрат и потерь рабочего времени, установления их причин, разработке мероприятий по рациональному использованию рабочего времени, для изучения передового опыта, разработке нормативов подготовительно-заключительного времени, времени на обслуживание рабочего места, отдых и личные надобности рабочего.
Применяется метод непосредственных замеров и моментных наблюдений. Основной прибор для замеров — часы с секундной стрелкой или секундомер.
Подготовка к наблюдению сходна с подготовкой проведения хронометража. Выбор объекта наблюдения зависит от цели наблюдения. При изучении причин потерь рабочего времени наблюдение ведётся за теми рабочими, у которых такие потери значительны.
Если полученные данные предполагают использовать для разработки нормативов, то на рабочих местах создаётся та организация труда и такие технические условия, которые будут заложены в нормативе.
Если целью является установление норм обслуживания и численности, то в качестве объекта наблюдения выбирают средне — прогрессивных рабочих.
Бланк, где записываются результаты наблюдений называется фотокарта.
Также, как и в хронометраже выбирается удобная позиция для наблюдения, работник оповещается о предстоящем наблюдении. Записывается каждый элемент работы и предстоящие перерывы, определяется продолжительность каждого элемента. Следующим этапом является обработка результатов. После этого составляется сводка одноимённых затрат, где элементы группируются по видам затрат рабочего времени. На основании сводки составляется фактический баланс рабочего времени.
После этого рассчитывается нормативный баланс рабочего времени и нормативные затраты. После этого сравниваются фактические затраты и нормативные и выявляются подлежащие сокращению нерациональные затраты времени.
После проведенной работы рассчитываем показатели использования рабочего времени и определяем производительность труда и возможный прирост производительности труда при устранении потерь рабочего времени.
1 Укажите на какие категории делятся затраты рабочего времени?
2 Укажите из чего складывается оперативное время?
3 Укажите для каких целей в нормировании используется фотография рабочего дня?
4 Укажите последовательность проведения фотографии рабочего дня.
5 Объясните отличие фотографии рабочего дня от хронометража.
Качество продукции на машиностроительных предприятиях
Вопросы по теме:
1 Понятие и показатели качества продукции.
2 Управление качеством продукции.
Понятие и показатели качества продукции
Качество — это совокупность свойств продукции, обусловливающих её пригодность удовлетворять определённые потребности в соответствии с её назначением.
Количественная характеристика свойств продукции, составляющих её качество, называется показателями качества продукции.
В настоящее время признана классификация следующих десяти групп свойств и соответственно показателей:
— стандартизации и унификации;
Показатели назначения характеризуют основную функциональную величину полезного эффекта от эксплуатации изделия.
Показатели надёжности характеризуют свойства объекта сохранять во времени в установленных пределах значения всех параметров и требуемых функций. Надёжность объекта включает четыре показателя: безотказность, долговечность, ремонтопригодность и сохраняемость.
— безотказность — это свойство изделия непрерывно сохранять работоспособность в течении некоторого интервала времени;
— долговечность — свойство изделия сохранять работоспособность до разрушения или другого предельного состояния;
— ремонтоспособность — свойство изделия , выражающееся в его приспособленности к проведению операций технического обслуживания и ремонта;
— сохраняемость — это способность объекта сохранять свои свойства в определённых условиях.
Показатели технологичности характеризуют эффективность конструкторско-технологических решений для обеспечения высокой производительности труда при изготовлении и ремонте изделий. Именно с помощью технологичности обеспечивается массовость выпуска продукции, рациональное распределение затрат материалов, средств труда и времени на изготовление изделия.
Показатели стандартизации и унификации характеризуют насыщенность продукции стандартами, унифицированными и оригинальными составными частями, а также уровень унификации по сравнению с другими изделиями. Все детали и изделия делятся на стандартные, унифицированные и оригинальные. Чем больше стандартных и унифицированных деталей в изделии, тем лучше и для производителя и для потребителя.
Эргономические показатели отражают удобство эксплуатации изделия человеком. Взаимодействие человека с изделием выражается через комплекс гигиенических, антропометрических, физиологических и психологических свойств человека. Это могут быть усилия для управления каким либо механизмом или агрегатом, освещенность, шум, влажность, запылённость, вибрация, излучения.
Эстетические показатели характеризуют композиционное совершенство изделия. Это рациональность формы, сочетание цветов, стабильность товарного вида.
Показатели транспортабельности выражают приспособленность изделия для транспортировки различным транспортом без нарушения его свойств.
Патентно- правовые показатели характеризуют патентную защиту и патентную чистоту продукции и являются существенным фактором при определении конкурентоспособности.
Экологические показатели отражают степень влияния вредных воздействий на окружающую среду, которые возникают при хранении, эксплуатации или потреблении продукции, например, содержание вредных примесей, вероятность выброса вредных частиц, газов, излучений при хранении и т. д.
Показатели безопасности определяют степень безопасности эксплуатации и хранения изделия, то есть обеспечивают безопасность при монтаже, обслуживании, ремонте, хранении, транспортировке и потреблении продукции.
Управление качеством продукции
Под управлением качеством продукции понимают постоянный, планомерный, целеустремлённый процесс воздействия на всех уровнях на факторы и условия, обеспечивающий создание продукции оптимального качества и полноценное её использование.
Система управления качеством продукции представляет собой совокупность управленческих органов и объектов управления, мероприятий, методов и средств, направленных на установление, обеспечение и подержание высокого уровня качества продукции.
Функции системы управления качеством продукции:
— функция стратегического, тактического и оперативного управления;
— функция принятия решений, управляющих воздействий, анализа и учета, информационно-контрольные;
— функции специализированные и общие для всей стадий жизненного цикла продукции;
— функции управлении по научно-техническим, производственным, экономическим и социальным факторам и условиям;
Политика в области качества может быть сформулирована в виде направления деятельности или долгосрочной цели и предусматривает:
— улучшение экономического положения предприятия;
— расширение или завоевание новых рынков сбыта;
— достижение технического уровня продукции, превышающего уровень ведущих фирм;
— ориентацию на удовлетворение требований потребителей определённых отраслей или регионов;
— освоение изделий, функциональные возможности которых реализуются на новых принципах;
— улучшение важнейших показателей качества продукции;
— снижение уровня дефектности изготовляемой продукции;
— увеличение сроков гарантии на продукцию;
1 Сформулируйте понятие качество продукции.
2 Укажите классификацию показателей качества продукции.
3 Дайте краткую характеристику каждого показателя качества продукции.
4 Объясните что понимается по управлением качеством продукции.
5 Перечислите основные функции системы управления качеством продукции.
6 Укажите что предусматривает политика в области качества продукции.
Организация службы ОТК
Вопросы по теме:
1 Задача отдела технического контроля
2 Классификация видов технического контроля.
3 Порядок разработки контрольных операций в технологическом процессе.
Задача отдела технического контроля
Отдел технического контроля (ОТК) является структурным подразделением предприятия, главная задача которого препятствовать выпуску предприятием продукции, не соответствующей технической документации. ОТК контролирует качество изделий в соответствии со стандартами, техническими условиями, эталонами, конструкторской документацией, а также проверяет комплектность выпускаемой продукции.
ОТК является самостоятельным отделом предприятия и возглавляется главным контролёром или главным контролёром качества. Начальник ОТК подчинён непосредственно директору предприятия. Все виды выпускаемой предприятием продукции могут быть допущены к заводским или государственным испытаниям или переданы заказчику только после приёма их ОТК и оформления в установленном порядке паспорта или формуляра, удостоверяющего качество изделия.
Продукция, изготовленная с отступлением от чертежей, стандартов или ТУ, определяющих качество изделия, или при нарушении технологического процесса, является дефектной или браком.
Основные задачи ОТК:
— контроль за соответствием качества и комплектностью выпускаемой продукции требованиям действующей технической документации;
— участие в разработке программ испытаний, максимально приближенных к условиям эксплуатации и гарантирующих надёжную проверку работоспособности изделия;
— контроль за качеством продукции в процессе производства в соответствии с нормативно — технической и технологической документацией и производственными инструкциями;
— клеймение принятой и маркировка забракованной продукции;
— оформление принятой продукции и контроль за изъятием забракованной продукции;
— окончательная техническая приёмка и испытание готовой продукции, проверка правильности заполнения и оформления паспортов и формуляров, удостоверяющих годность изделия;
— проведение совместно с цехами, отделами и лабораториями анализа конструктивных, производственных и эксплуатационных дефектов, обнаруженных при изготовлении, сборке, эксплуатации узлов и агрегатов;
— техническая приёмка поступающих на предприятие материалов, полуфабрикатов и комплектующих готовых изделий с предприятий поставщиков: оформление актов на недоброкачественные материалы;
— контроль за комплектностью и упаковкой изделий, отправляемых с предприятия;
— инспекторский контроль за состоянием инструментов, приспособлений и всех видов производственной оснастки и приборов;
— контроль на предприятии единства мер и состоянием измерительных средств;
— технический учет брака, установление его причин и виновников, разработка совместно с цехами и отделами предприятия мероприятий по ликвидации брака, контроль за выполнением этих мероприятий.
В системе обеспечения качества изделий важную задачу выполняет служба главного метролога, основной функцией которой является метрологическое обеспечение измерений , проводимых на предприятии.
Метрологическое обеспечение — это установление и применении научных основ, технических средств, правил и норм, необходимых для достижения единства и требуемой точности измерений.
Классификация видов технического контроля
Виды технического контроля классифицируются в зависимости от объекта, контролируемых свойств объекта, технологии и отношения к производственному процессу, метода, характера и средств контроля.
Виды технического контроля в зависимости от объекта определяют следующих исполнителей: рабочего, наладчика, бригадира, мастера, контролёра ОТК, мастера ОТК, работников лабораторий, ИТР служб предприятия.
В зависимости от объекта предусмотрены следующие виды технического контроля:
— комплектующих изделий кооперированных поставок;
— обрабатывающего инструмента и технологической оснастки;
— измерительных инструментов и приборов;
— деталей и полуфабрикатов на разных стадиях готовности;
— готовых узлов и испытания изделия;
— сборке узловой, общей и монтажа;
— комплектации узлов и изделий;
— технической и сопроводительной документации;
— упаковки и консервации;
— отгрузки готовых изделий;
квалификации исполнителей и состояния технологической документации;
— качества выполняемых работ;
— хранения материалов и комплектующих изделий;
В зависимости от контролируемых свойств объекта предусмотрены следующие виды технического контроля:
— испытание на надёжность.
В зависимости от технологии и отношения к производственному процессу предусмотрены следующие виды технического контроля:
— контроль технологического процесса;
— контроль у потребителя.
В зависимости от применяемого метода технический контроль подразделяется:
— сплошной, при котором проверяется вся партия;
— выборочный, когда решение о качестве всей партии применяется по результатам выборки;
— статистические методы управления качество — метод регулирования технологического процесса по выборке.
В зависимости от характера средств контроля технический контроль может быть:
— ручной, при котором проверка всех параметров осуществляется контролёром ОТК при помощи универсальных измерительных средств;
— механизированный, который связан с применением специальных приборов;
— автоматизированный, осуществляемый без вмешательства человека.
Порядок разработки контрольных операций в технологическом процессе
Операции технического контроля являются неотъемлемой частью технологического процесса изготовления и сборки деталей, сборочных единиц и изделий. Разработка контрольных операций является также частью общего комплекса работ по технологической подготовке производства.
Технологическая документация на контрольные операции разрабатывается технологами соответствующих служб главных специалистов предприятия (ОГМ, ОГТ) и технологическими бюро производственных цехов.
Техническому контролю подлежат:
— технологические операции изготовления и сборки деталей и сборочных единиц, а также технологические операции, по которым ранее имелись отступления;
— технологические операции перед передачей изделия на термообработку или в другой цех для продолжения обработки;
— после выполнения промежуточных операций, в процессе которых поверхности детали выполняются по 11 — му квалитету СТ СЭВ и точнее;
— форма и взаимное расположение поверхностей
Операции контроля должны содержать:
— объём и последовательность контрольных операций в их сочетаниями с операциями обработки;
— технические требования на контрольные операции деталей и сборочных единиц;
— технологическую базу контроля, характер установки и крепления деталей;
— средства контроля, методы измерений и исполнителей операций контроля;
— норму времени на операцию контроля.
1 Каковы основные задачи отдела технического контроля на предприятии?
2 Что такое метрологическое обеспечение и каковы задачи службы главного метролога предприятия?
3 Как классифицируются виды технического контроля в зависимости от объекта контроля?
4 Какие существуют виды контроля в зависимости от контролируемых свойств объекта и от технологии?
5 В каких случаях применяют сплошной, а в каких выборочный контроль?
6 Какие имеются критерии для выбора средств контроля?
7 Объясните, что подлежит техническому контролю?
8 Объясните, что должны содержать операции контроля?