Станки для обработки резанием
Классификация металлорежущих станков
По общности технологического метода обработки различают станки: токарные, фрезерные, сверлильные и др.
По назначению различают станки: широкоуниверсальные, универсальные, широкого назначения, специализированные, специальные.
Универсальные станки обрабатывают разнотипным инструментом различающиеся по размерам, форме и расположению поверхностей заготовки.
Широкоуниверсальные – предназначены для выполнения особо широкого разнообразия работ.
Станки широкого назначения характеризуются однотипностью применяемого инструмента.
Специализированные станки предназначены для обработки однотипных заготовок различных размеров.
Специальные станки предназначены для выполнения определенных видов работ на заготовках одинаковых размеров и конфигурации.
- По массе: легкие (до 1т ), средние (до 10т ), тяжелые (свыше 10т ) и уникальные (свыше 100т ).
- По степени автоматизации: с ручным управлением, полуавтоматы и автоматы.
- По компоновке основных рабочих органов: горизонтальные и вертикальные.
В общегосударственной единой системе (ЭНИМС) станки разделяются на 10 групп и 10 типов. В группы объединены станки одинаковые или схожие по технологическому методу обработки. Типы характеризуют их назначение, степень автоматизации, компоновку.
Технологические возможности способов резания
Точение
Точение является основным способом обработки поверхностей тел вращения.
Процесс резания осуществляется на токарных станках при вращении обрабатываемой заготовки (главное движение) и перемещении резца (движение подачи).
Движение подачи осуществляется:
- параллельно оси вращения заготовки (продольная);
- перпендикулярно оси вращения заготовки (поперечная);
- под углом к оси вращения заготовки (наклонная).
Схемы обработки поверхностей заготовки точением представлены на рис. 19.2.
С помощью точения выполняют операции: обтачивание – обработку наружных поверхностей (рис19.2.а); растачивание – обработку внутренних поверхностей (рис.19.2.б); подрезание – обработку торцевых поверхностей (рис.19.2.в); резку – разрезание заготовки на части ( рис.19.2.г); резьбонарезание – нарезание резьбы (рис.19.2.д).
По технологическим возможностям точение условно подразделяют на: черновое, получистовое, чистовое, тонкое.
Рис. 19.2. Схемы обработки поверхностей заготовки точением
В качестве режущего инструмента при точении используют резцы.
Главным принципом классификации резцов является их технологическое назначение.
- проходные – для обтачивания наружных цилиндрических и конических поверхностей;
- расточные – проходные и упорные – для растачивания глухих и сквозных отверстий;
- отрезные – для отрезания заготовок;
- резьбовые – для нарезания наружных и внутренних резьб;
- фасонные – для обработки фасонных поверхностей;
- прорезные – для протачивания кольцевых канавок;
- галтельные – для обтачивания переходных поверхностей между ступенями валов по радиусу.
По характеру обработки – черновые, получистовые, чистовые.
По направлению движения подачи – правые и левые (справа на лево и слева на право).
По конструкции – целые, с приваренной или припаянной пластиной, со сменными пластинами.
Установка к закреплению заготовки зависит от типа станка, вида обрабатываемой поверхности, характеристики заготовки (  ), точности обработки и других факторов.
), точности обработки и других факторов.
Сверление
Сверление является основным способом получения глухих и сквозных цилиндрических отверстий в сплошном материале заготовки.
В качестве инструмента при сверлении используется сверло, имеющее две главные режущие кромки.
Для сверления используются сверлильные и токарные станки.
На сверлильных станках сверло совершает вращательное (главное) движение и продольное ( движение подачи) вдоль оси отверстия, заготовка неподвижна (рис.19.3.а).
При работе на токарных станках вращательное (главное движение) совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) совершает сверло (рис.19.3.б).
Диаметр просверленного отверстия можно увеличить сверлом большего диаметра. Такие операции называются рассверливанием (рис.19.3.в).
При сверлении обеспечиваются сравнительно невысокая точность и качество поверхности.
Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются зенкерование и развертывание.
Зенкерование – обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости. Многолезвийный режущим инструментом – зенкером, который имеет более жесткую рабочую част, отсутствует ! число зубьев не менее трех (рис.19.3.г).
Развертывание – окончательная обработка цилиндрического или конического отверстия разверткой в целях получения высокой точности и низкой шероховатости. Развертки – многолезвийный инструмент, срезающий очень тонкие слои с обрабатываемой поверхности (рис.19.3.д).
Схемы сверления, зенкерования и развертывания представлены на рисунке 19.3.
Рис.19.3. Схемы сверления, зенкерования и развертывания
Протягивание
Протягивание является высокопроизводительным методом обработки деталей разнообразных форм, обеспечивающим высокую точность формы и размеров обрабатываемой поверхности. Применяется протягивание в крупносерийном производстве.
При протягивании используется сложный дорогостоящий инструмент – протяжка. За каждым формообразующим зубом вдоль протяжки изготавливается ряд зубьев постепенно увеличивающейся высоты.
Процесс резания при протягивании осуществляется на протяжных станках при поступательном главном движении инструмента относительно неподвижной заготовки за один проход.
Движение подачи отсутствует. За величину подачи  принимают подъем на зуб, т.е. разность размеров по высоте двух соседних зубьев протяжки; является одновременно и глубиной резания.
принимают подъем на зуб, т.е. разность размеров по высоте двух соседних зубьев протяжки; является одновременно и глубиной резания.
Протяжные станки предназначены для обработки внутренних и наружных поверхностей. По направлению главного движения различают станки: вертикальные и горизонтальные.
Схемы обработки заготовок на протяжных станках представлены на рисунке 19.4.
Отверстия различной геометрической формы протягивают на горизонтально-протяжных станках для внутреннего протягивания. Размеры протягиваемых отверстий составляют 5…250 мм.
Рис.19.4. Схемы обработки заготовок на протяжных станках
Цилиндрические отверстия протягивают крупными протяжками после сверления, растачивания или зенкерования, а также литые или штампованные отверстия. Длина отверстий не превышает трех диаметров. Для установки заготовки с необработанным торцом применяют приспособление со сферической опорной поверхностью (может самоустанавливаться по оси инструмента), либо упор в жесткую поверхность (рис.19.4.а).
Шпоночные и другие пазы протягивают протяжками, форма зубьев которых в поперечном сечении соответствует профилю протягиваемого паза, с применением специального приспособления – направляющей втулки 3 (рис.19.4.б).
Наружные поверхности различной геометрической формы протягивают на вертикально-протяжных станках для наружного протягивания.
Схема протягивания вертикальной плоскости показана на рис.19.4.в.
Наружные поверхности заготовок типа тел вращения можно обрабатывать на специальных протяжных станках рис.19.4.г.
Фрезерование
Фрезерование – высокопроизводительный и распространенный метод обработки поверхностей заготовок: многолезвийным режущим инструментом – фрезой.
Главным движением при фрезеровании является вращение фрезы, а вспомогательным поступательное перемещение заготовки. Движение подачи может быть и вращательное движение заготовки вокруг оси вращающегося стола или барабана (карусельно- фрезерные, и барабанно-фрезерные станки). Каждый режущий зуб при вращении фрезы врезается в заготовку и осуществляет резание только в пределах определенного угла поворота фрезы, а затем вращается в холостую до следующего врезания. Таким образом, особенностью процесса фрезерования является периодичность и прерывистость процесса резания каждым зубом фрезы, при чем процесс врезания зуба сопровождается ударами.
По исполнению фрезы делятся на цилиндрические, когда зубья располагаются только на цилиндрической поверхности фрезы и торцевые, у которых режущие зубья располагаются на торцевой и цилиндрической поверхности фрезы.
Схемы обработки заготовок на станках фрезерной группы представлены на рис. 20.1.
Рис. 20.1. Схемы обработки заготовок на станках фрезерной группы.
Горизонтальные плоскости фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами (рис. 20.1.а) и на вертикально- фрезерных станках торцовыми фрезами (рис. 20.1.б).
Вертикальные плоскости фрезеруют на горизонтально-фрезерных станках торцовыми фрезами (рис. 20.1.в) и торцовыми фрезерными головками, а на вертикально- фрезерных станках – концевыми фрезами (рис. 20.1.г).
Комбинированные поверхности фрезеруют набором фрез (рис. 20.1.д) на горизонтально- фрезерных станках.
Уступы и прямоугольные пазы фрезеруют концевыми (рис. 20.1.е) и дисковыми (рис. 20.1.ж) фрезами.
Шпоночные пазы фрезеруют концевыми или шпоночными фрезами на вертикально- фрезерных станках (рис. 20.1.з).
Фасонные поверхности незамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют фасонными фрезами соответствующего профиля (рис. 20.1.и).
Пространственно- сложные поверхности обрабатывают на копировально-фрезерных автоматах (рис. 20.1.к). Обработку производят специальной концевой фрезой. Фрезерование ведут по трем координатам: x, y, z (объемное фрезерование).
Шлифование
Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих из абразивного материала.
Абразивные зерна расположены беспорядочно. При вращательном движении в зоне контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек (до 100000000 в мин.).
Процесс резания каждым зерном осуществляется мгновенно. Обработанная поверхность представляет собой совокупность микро-следов абразивных зерен и имеет малую шероховатость.
Шлифование применяют для чистовой и отделочной обработки деталей с высокой точностью.
Главным движением при шлифовании является вращение шлифовального круга, а перемещение круга относительно детали является движением подачи.
Различают следующие основные схемы шлифования: плоское, круглое, внутреннее (рис. 20.2).
При плоском шлифовании (рис. 20.2.а) возвратно-поступательное движение заготовок необходимо для обеспечения продольной подачи  . Для обработки поверхности на всю ширину
. Для обработки поверхности на всю ширину  заготовка или круг должны иметь поперечную подачу
заготовка или круг должны иметь поперечную подачу  , которая осуществляется прерывисто при крайних положениях заготовки в конце продольного хода. Периодически осуществляется движение вертикальной подачи
, которая осуществляется прерывисто при крайних положениях заготовки в конце продольного хода. Периодически осуществляется движение вертикальной подачи  , в крайних положениях заготовки в конце поперечного хода.
, в крайних положениях заготовки в конце поперечного хода.
Плоское шлифование может осуществляться периферией или торцом шлифовального круга.
При круглом шлифовании (рис. 20.2.б) движение продольной подачи осуществляется возвратно-поступательным перемещением заготовки. Подача соответствует осевому перемещению заготовки за один ее оборот. Вращение заготовки является движением круговой подачи. Подача  на глубину резания происходит при крайних положениях заготовки.
на глубину резания происходит при крайних положениях заготовки.
Движения, осуществляемые при внутреннем шлифовании показаны на рис. 20.2.в. Для выполнения процесса шлифования наружных поверхностей деталей используются кругло-шлифовальные, плоско-шлифовальные и бесцентрово-шлифовальные станки. Для обработки сложных фасонных поверхностей используются специальные ленто- шлифовальные станки.
В ленто-шлифовальных станках применяется инструмент в виде бесконечной абразивной ленты. Лента в процессе шлифования поверхности сложной формы (например: лопатки турбин) огибает сложную поверхность и перемещается в осевом и продольном направлениях.
Рис. 20.2. Основные схемы шлифования.
Абразивный слой наносят на бумажную или тканевую основу ленты.
Шлифованием обрабатываются только жесткие детали, не формирующиеся в процессе обработки. Данный способ не допускает обработки малых отверстий.
Резание древесины. Инструмент, материалы, машины и оборудование
1. Элементы резания. Основные понятия и определения
Заготовка – это предмет, подвергаемый изменению формы, размеров и шероховатости.
После завершения механической обработки из заготовки получается изделие (обработанная деталь), т.е. предмет труда.
Теория резания древесины появилась в 1870 г. (основоположник И. А. Тиме).
Резанием называют технологический процесс разрушения связей между частицами материала обрабатываемой заготовки по проектной поверхности лезвием режущего инструмента с целью получения изделия (детали) требуемой формы, размеров и шероховатости.
Обработка резанием – действие, направленное на изменение формы, размеров и шероховатости предмета труда при выполнении технологической операции резанием.
Лезвие – клиновидный элемент режущего инструмента. Оно предназначено для проникновения в материал заготовки и отделения срезаемого слоя.
Обработка резанием, осуществляемая лезвийным инструментом, называется лезвийной обработкой (ГОСТ 25761–83). В случае если резание осуществляется абразивными зернами, обработку называют абразивной. Абразивное зерно – частица абразивного материала с ненормированной формой и линейными размерами, не превышающими 5 мм.
Схема лезвийной обработки древесины
На схеме (рис. 1) показаны обрабатываемая заготовка 1, лезвие 4, которое перемещается по проектной поверхности 6, проникает в материал заготовки и отделяет срезаемый слой 2. Срезаемый слой характеризуется длиной l, шириной b и толщиной a. Древесина срезаемого слоя во всем объеме упруго-пластически деформируется, закручивается, разрушается. Эту часть материала 5 принято называть стружкой.
Часть древесины, специально оставленной для удаления на данной операции и называемой припуском П. В ряде случаев припуск П может быть настолько большим, что его срезают не сразу, а последовательно за несколько проходов. Припуски предусмотрены в заготовке со всех сторон. После удаления припусков получается деталь 9.
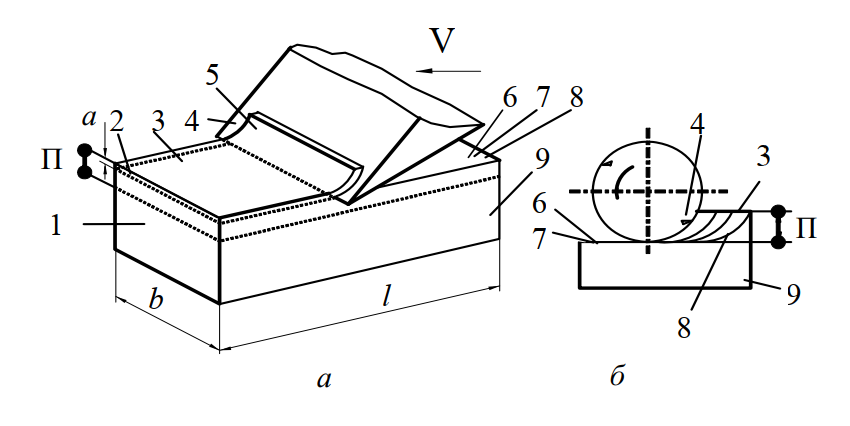
Рис. 1. Схемы лезвийной обработки древесины: а – строгание; б — фрезерование
Поверхность 3 заготовки, подлежащую изменению в процессе резания, называют обрабатываемой поверхностью. Поверхность 7, полученную вновь во время очередного прохода инструмента, называют обработанной. Она совпадает с проектной поверхностью 6. Промежуточную поверхность 8, временно существующую в процессе резания между обрабатываемой и обработанной поверхностями, называют поверхностью резания. Последняя всегда находится в контакте с лезвием.
2. Классификация дереворежущего инструмента. Материалы для режущих инструментов
Весь дереворежущий инструмент подразделяется на ручной и машинный, а по способу крепления на станке – на насадной и хвостовой.
К ручному дереворежущему инструменту относятся различные пилы, топоры, стамески, долота, ножи (железки) для шерхебелей, рубанков и ручных фуганков. Станочный дереворежущий инструмент (рис. 2) сложен по конструкции: в зависимости от вида механической обработки древесины применяют:
- в круглопильных станках – дисковые пилы (а);
- в строгальных – строгальные ножи (б);
- во фрезерных – фрезы фасонные (в), концевые (г);
- в сверлильных – свёрла (д, е), зенкеры (ж), долота (з) и др.
По материалу, из которого выполнены лезвия, инструмент подразделяют на следующие виды:
- стальной режущий инструмент;
- быстрорежущий инструмент;
- твердосплавный режущий инструмент;
- минералокерамический режущий инструмент;
- алмазный инструмент, его лезвия выполнены из синтетических алмазов или поликристаллов кубического нитрида бора.
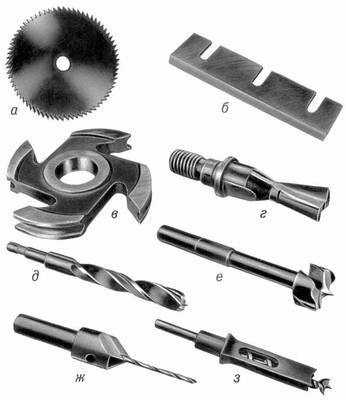
Рис. 2. Дереворежущий станочный инструмент: а – дисковая пила; б – строгальный нож; в – фреза фасонная; г – фреза концевая; д, е– свёрла; ж – зенкер; з – долото
С целью единообразного оформления технической документации в производстве нормалями машиностроения установлена децимальная система классификации и цифровых обозначений инструмента и приспособлений.
Единая система обозначения технологической оснастки используется в технической документации, при маркировке изделий, оформлении заявок, учете и хранении изделий.
Требования, предъявляемые к материалу
Материал режущего инструмента должен обеспечить такое сочетание свойств, чтобы инструмент одинаково хорошо работал как в начальном приработочном этапе износа, так и в последующем этапе монотонного износа. К материалу предъявляются следующие требования:
- прочность, уменьшающая приработочный износ и обеспечивающая работоспособность при срезании толстых слоев древесины;
- высокая усталостная прочность обеспечивающая способность сопротивляться циклически изменяющимся контактным нагрузкам;
- пластичность, необходимая для выполнения ряда операций по подготовке инструмента, например, развода, плющения зубьев пил и др.;
- твердость, определяющая стойкость металла к истиранию;
- теплостойкость, обеспечивающая неизменность механических свойств при нагреве;
- устойчивость против коррозии, создающая возможность обрабатывать сырую древесину, когда лезвие подвергается электрохимической коррозии.
Таким образом, материал дереворежущего инструмента должен быть прочный, пластичный, твердый, теплостойкий, устойчивый против коррозии. Этими свойствами обладают инструментальные стали (качественные, высококачественные, легированные, быстрорежущие) и твердые сплавы (литые, вольфрамокобальтовые, синтетические сверхтвердые материалы на основе нитрида бора, сплавы из поликристаллического алмаза).
По сравнению с легированными сталями твердые сплавы позволяют повысить период стойкости инструмента. Литые твердые сплавы повышают период стойкости в 3…7 раз, вольфрамокобальтовые – в 20…50 раз, минералокерамические пластины – в 200…250 раз, ПКА – 300…1000 раз.
Сменные режущие пластины
В последние годы в фрезерных головках широко применяют поворотные режущие пластины, которые имеют 2…4 режущие кромки. После затупления одной режущей кромки пластина поворачивается, и инструмент работает другой острой режущей кромкой. Изготовляются они из твердого сплава для разового применения. После затупления всех режущих кромок пластины не затачиваются, а заменяются новыми. Крепят режущие пластины на фрезерных головках механически. Для этого они имеют посадочные отверстия, которыми пластины базируются на штифтах.
На рис. 3 показаны примеры выполнения поворотных режущих пластин. Профили режущих кромок пластин могут быть разнообразными. Профильные пластины могут быть поворотными.

Рис. 3. Режущие пластины: а – поворотные; б — профильные
3. Машины деревообрабатывающей отрасли
Типы машин
С учетом социальной потребности и научно-технического уровня деревообрабатывающее оборудование может выполнять четыре функции: технологическую, энергетическую, управления и планирования.
Если техническое устройство выполняет технологическую функцию, то оно называется рабочей машиной.
Рабочая машина представляет собой механизм или сочетание нескольких механизмов, осуществляющих определенные целесообразные движения для выполнения полезной работы. В простейшем случае все движения рабочей машины выполняются вручную. Например, ворот для подъема воды из колодца, дрель для сверления отверстий, мясорубка позволяют выполнять полезную работу и имеют ручной привод.
Рабочие машины, изменяющие форму и размеры обрабатываемой детали методом резания, называются станками.
Рабочие машины, производящие работу методом давления, называются прессами.
Машины, выполняющие рабочие операции без изменения формы, размеров и качества объекта труда, называются просто машинами (сортировочные, пакетоформирующие, транспортирующие и др.).
Машины, осуществляющие физико-химическое воздействие на обрабатываемый объект, называются аппаратами.
С целью облегчения труда рабочих, повышения производительности и улучшения качества выпускаемой продукции человек передает рабочей машине частично или полностью другие функции: энергетическую, управления, планирования.
Если рабочей машине передается энергетическая функция (привод движений главного, подачи и др.), то машина становится механизированной. Механизация только уменьшает или частично избавляет человека от тяжелого ручного труда, так как функция управления (включение, выключение, регулирование режима, загрузка и съем заготовок и т.д.) все равно остается за человеком.
Если рабочей машине передать функции энергетическую и управления, то она превращается в автомат и полностью исключает непосредственное участие человека в работе.
Автомат самостоятельно выполняет все рабочие и холостые ходы цикла по программе, заранее составленной и отлаженной человеком. В этом случае рабочая машина заменяет уже не только мускулы, но и в известных пределах мозг человека. За человеком остается только функция контроля, наладки, подготовки и замены программ.
Если рабочей машине передать еще функцию планирования (выбора нужной программы с помощью системы планирования работ), то за человеком остается только функция составления программ.
Если функции энергетическая и управления переданы машине не полностью, то рабочая машина называется полуавтоматом. Обычно на полуавтоматах рабочий вручную устанавливает, закрепляет и открепляет заготовку, включает подачу станка.
Линии
Для выполнения технологических операций рабочие машины устанавливают в линии, которые могут быть поточными, автоматическими или полуавтоматическими.
Поточной называется линия рабочих машин, расположенных в порядке последовательности выполнения операций технологического процесса и требующих индивидуального обслуживания. Входящие в поточную линию машины могут быть связаны и не связаны транспортными средствами. В лесопильном цехе, например, работает одна или несколько поточных линий. Станки линий установлены в строгой последовательности выполнения технологических операций, и каждый станок обслуживается одним или несколькими рабочими. При этом станки связаны между собой транспортерами.
Автоматической линией называется система машин, расположенных в технологической последовательности, объединенных средствами транспортировки, управления, автоматически выполняющая комплекс операций и нуждающаяся лишь в контроле и наладке. Загрузка головной машины линии и съем готовой продукции производятся загрузочно-разгрузочными устройствами.
Если некоторые операции линии выполняются с участием рабочего, то такая линия называется полуавтоматической.
Схемы машин
Схемы – это конструкторские документы, на которых условными символами графически изображены составные части изделия, их взаимное расположение и связи. Схема позволяет быстро разобраться в конструкции и последовательности действий элементов устройства.
Виды, типы и общие требования к выполнению схем установлены ГОСТ 701-84. Для проектирования и изучения конструкций деревообрабатывающего оборудования используются схемы: технологическая (функциональная), кинематическая, гидравлическая, пневматическая, электрическая. Схемы выполняются без соблюдения масштаба. Пространственное расположение частей изделия можно не учитывать.
Технологическая (принципиальная) схема
Технологической называют схему машины, отражающую принцип ее работы и характер движений ее рабочих органов и обрабатываемой детали.
Технологическая схема показывает, какие движения рабочих органов должны быть сделаны для обеспечения нормальной безопасной работы станка. На ней показываются условными очертаниями обрабатываемая деталь и инструмент, базирующие, направляющие, прижимные и подающие органы, их взаимное расположение и направление движения. На рис. 4 изображена технологическая схема круглопильного станка для продольной распиловки пиломатериалов.
На схеме показаны пила 1, нижние подающие вальцы 2 и 6, верхние подающие вальцы 3 и 4, верхняя и нижняя когтевые завесы 5, предотвращающие обратный выброс заготовки 8, и боковая направляющая линейка 7. Заготовка взаимодействует со всеми указанными элементами станка. При этом каждый рабочий орган выполняет свою конкретную функцию. Стрелками показано направление движения заготовки и рабочих органов станка. На схеме указывается также максимальный и минимальный размеры обрабатываемой заготовки.
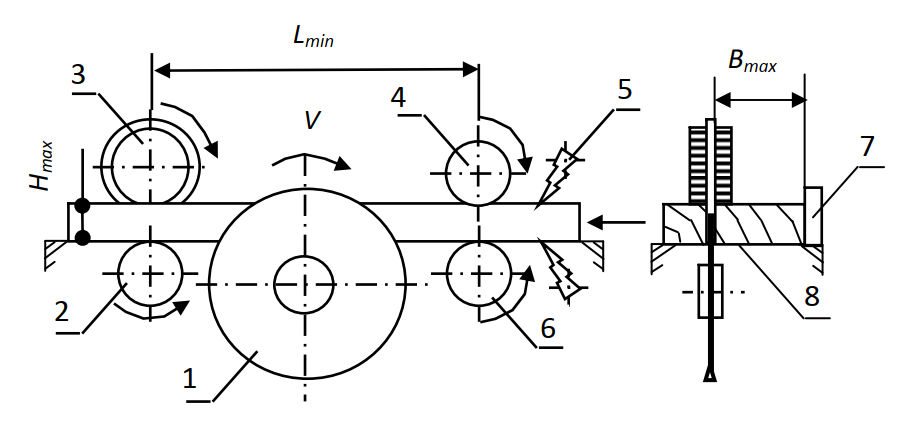
Рис. 4. Технологическая схема станка ЦА-2А
Кинематическая схема
Каждый станок состоит из кинематических элементов (звеньев) – валов, шестерен, шкивов, звездочек и т.п. Взаимодействующие друг с другом звенья образуют кинематические пары. Из кинематических пар образуются кинематические цепи, которые связывают двигательные механизмы станка с исполнительными.
Кинематическая схема станка отражает способ передачи движений в машине от двигательных механизмов к исполнительным.
Условные обозначения элементов кинематических схем выполняются по ГОСТ 770-68. Правила выполнения изложены в ГОСТ 703-75.
На рис. 5 приведена кинематическая схема механизма главного движения круглопильного станка.
Движение от электродвигателя 1 через клиноременную передачу, включающую шкивы 2 и 3, передается пиле. Кинематическую схему читают так: движение с вала I электродвигателя передается на пильный вал II ременной передачей.
Кинематическая схема позволяет рассчитать скорости рабочих движений станка или подобрать кинематические пары по заданным скоростям рабочих движений. Для этого на схеме приводится обозначение и характеристика всех входящих в нее элементов.
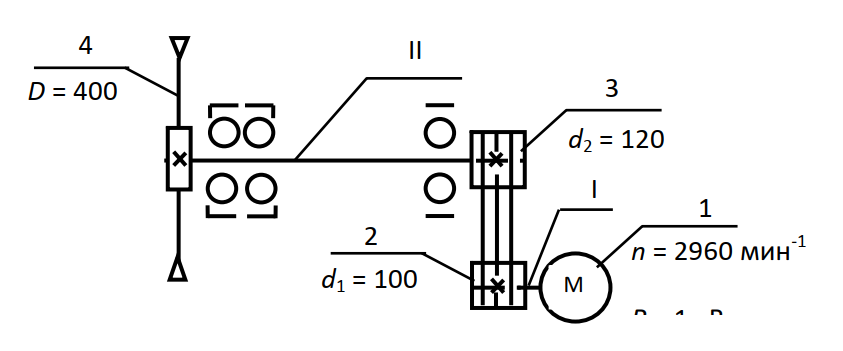
Рис. 9..5 Кинематическая схема механизма главного движения круглопильного станка
Классификация и индексация деревообрабатывающих станков
Классификацию выполняют по технологическому и конструктивным признакам.
По технологическому признаку деревообрабатывающее оборудование подразделяется на:
- дереворежущие станки общего и специального назначения,
- клеильно-сборочное,
- прессовое,
- отделочное,
- сушильное оборудование.
К дереворежущим станкам относят лесопильные рамы, ленточнопильные и круглопильные станки для продольного и поперечного пиления, фрезерующие (продольно-фрезерные, фрезерные, шипорезные и копировальные станки), сверлильные, долбежные станки, токарные, круглопалочные, строгальные, лущильные и циклевальные станки, гильотинные и дисковые ножницы, шлифовальные, корообдирочные и дробильные станки.
К клеильно-сборочному оборудованию относят оборудование, работающее без клея и с клеем. Соединение деталей в изделие может производиться гвоздями, сшиваться проволокой или обвязываться проволокой. К оборудованию, работающему с клеем, относят машины для приготовления и нанесения клея, оборудование для облицовывания пластей и кромок щитов, склеивания деталей по сечению, сборочное оборудование (ваймы, прессы).
К отделочному оборудованию относят машины грунтовальные, лако- и красконаносящие, машины для облагораживания покрытий.
По конструктивным признакам выделяют следующие классификационные группы машин:
- по числу одновременно обрабатываемых деталейразличают машины одно-, двух-, трех-, многопредметные, а также одно-, двух-, трех-, многопоточные;
- по числу одновременно обрабатываемых сторон детали– машины одно-, двух-, трех-, четырехсторонние;
- по числу позиций обработки– машины одно-, двух-, трех-, четырех-, многопозиционные;
- по числу шпинделей с главным рабочим органом –машины одно-, двух-, трех-, четырех-, многошпиндельные;
- по схеме (траектории) движения обрабатываемой детали –машины с замкнутой или разомкнутой схемой движения (с прямолинейной или криволинейной траекторией);
- по компоновке машины– с вертикальной, горизонтальной, круговой и звездообразной компоновкой;
- по степени конструктивной преемственности– оригинальной конструкции, унифицированные, нормализованные, агрегатированные.
- по характеру относительного перемещения заготовки и инструмента– различают машины цикловые с прерывистым перемещением заготовки или инструмента и проходные с непрерывным перемещением заготовки.
По технологическому признаку станки общего назначения подразделяются на следующие типы: окорочные, лесопильные рамы, ленточнопильные, круглопильные, продольно-фрезерные, фрезерные, шипорезные, сверлильные, сверлильно-пазовальные, долбежные, токарные, и шлифовальные.
Для обозначения типов станков принята буквенно-цифровая индексация (табл. 1).
Кроме этих букв для указания характерного максимального параметра и модели станка проставляют соответствующие цифры. Цифры после первой буквы индекса указывают на количество рабочих органов или агрегатов станка. Например, С2Ф – фуговальный станок с двумя (горизонтальный и вертикальный) фрезерными валами.
Цифры после букв индекса характеризуют основной параметр станка, а цифры после тире – номер модели.
Пример. Индексация СР6-9 означает – станок рейсмусовый с максимально возможной шириной обрабатываемой заготовки 630 мм девятой модели; Ф2К-2 означает – станок фрезерный, двухшпиндельный, с карусельным столом, второй модели; ЛС80-5 – станок ленточнопильный, столярный, диаметр рабочих шкивов 800 мм, пятая модель и т. д.
Таблица 1. Буквенная индексация деревообрабатывающих станков