Курсовая работа: Восстановление ступицы переднего колеса автомобиля ЗИЛ-130
| Название: Восстановление ступицы переднего колеса автомобиля ЗИЛ-130 Раздел: Рефераты по транспорту Тип: курсовая работа Добавлен 16:50:25 09 декабря 2010 Похожие работы Просмотров: 3026 Комментариев: 17 Оценило: 5 человек Средний балл: 4.6 Оценка: неизвестно Скачать | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Параметры | ЗИЛ‑130 |
| Погрузочная высота, мм | 1430 |
| Дорожный просвет (под задним мостом), мм | 275 |
| Максимальная скорость, км/ч | 85 |
Рост автомобилизации страны ставит перед автомобильным транспортом ряд задач, главной из которых является совершенствование организации и технологии технического обслуживания и ремонта автомобилей для повышения качества их работы, сокращения простоев в ремонте, материальных и трудовых затрат на их содержание. Известно, что затраты на техническое обслуживание и ремонт автомобиля превышают стоимость их производства, а кроме того, в связи с ростом автомобильного парка предполагается, что в ближайшее время значительная часть трудоспособного населения страны будет использоваться в сфереэксплуатации автомобильного транспорта. В связи с этим одной из задач научно-технического прогресса является снижение трудовых и материальных затрат на техническое обслуживание и ремонт автомобилей при одновременном повышении надёжности подвижного состава, что достигается совершенствованием организации производства, производственно-технической базы автотранспортных предприятий, повышением уровня автоматизации и механизации производства, совершенствованием методов управления производством, применением прогрессивных методов вождения автомобилей и другими мероприятиями.
Совершенствование производственно-технической базы осуществляется путём строительства новых автотранспортных предприятий, концентрации и специализации производства, укрупнения автотранспортных предприятий в производственные объединения, автокомбинаты и расширение сети баз централизованного технического обслуживания автомобиля.
Укрупнение автомобильного транспорта позволяет экономить до 50% капиталовложений в производственную базу, широко применять механизацию и автоматизацию производственных процессов, сокращать сроки выполнения работ, повышать их качество и производительность труда.
1. Обоснование размера производственной партии деталей
Партия – группа заготовок определённого наименования и типоразмера, запускаемый в обработку одновременно в течении определённого интервала времени.
В условиях серийного ремонтного производства размер принимают равным месячные потребности ремонтируемых или изготавливаемых деталей.
В стадии проектирования технологических процессов величину (Х) производственной партии деталей можно определить ориентировочно по следующей формуле:
 ; [2.1]
; [2.1]
где N=5000, производственная программа изделий в год
n =2, число деталей в изделии;
t = 5, необходимый запас деталей в днях для обеспечения непрерывности в сборке;
Фдн – 250 – число рабочих дней в году.
Результат полученных вычислений (Х) следует использовать для определения нормы времени (Тн ) при нормирование ремонтных работ и т.п. (с учетом количества исполнителей).
 , [2.2]
, [2.2]
где Тшт – штучное время (мин),
Тп-з – подготовительно заключительное время (мин).
 (мин.);
(мин.);
Таблица 2. Карта технических требований на дефектацию деталей
 | Деталь: Ступица переднего колеса | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| № детали: 120–3103015 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||

| Номер и наименование дефекта | Возможные способы восстановления по критериям | Принятый способ восстановления | ||||
| Применимости | Износостойкости | Выносливости | Долговечности | Экономичности | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Износ отверстия под наружное кольцо внутреннего подшипника | Постановка | Постановка втулки | ||||
| втулки, | 0,90 | 0,90 | 0,81 | 242 | ||
| электроимпульсная наплавка | 0,70 | 0,60 | 0,42 | 97,5 | ||
| Износ отверстия под наружное кольцо наружного подшипника | Постановка втулки | |||||
| Постановка втулки, электроимпульсная наплавка | ||||||
| Износ резьбы | Нарезание резьбы большего диаметра | 0,90 | 0,62 | 0,62 | 52,0 | Нарезание резьбы больше – го диаметра |
Я выбрал способ восстановления постановка втулки (ДРД), т.к. этот способ имеет большие критерии износостойкости, выносливости, долговечности, чем при электроимпульсной наплавке, дорогостоящий, но ремонтная деталь является ответственной, то ей необходимы эти критерии в больших значениях.
Схема технологического процесса – последовательность операций необходимых для устранения дефекта детали. При наличии на детали нескольких дефектов, схемы составляются на каждый дефект в отдельности.
Восстановление ступицы переднего колеса автомобиля ЗИЛ-130
Цель курсового проекта является – разработать технологию процесса восстановления ступицы переднего колеса автомобиля ЗИЛ‑130. Выбрать наиболее экономичный и долговечный способ восстановления. Так же целью курсового проекта является разработать приспособление для ремонта и восстановления детали, а так же сделать расчёты режимов обработки и припусков на обработку.
Таблица 1. Краткая характеристика автомобиля ЗИЛ‑130
| Параметры | ЗИЛ‑130 |
| Погрузочная высота, мм | 1430 |
| Дорожный просвет (под задним мостом), мм | 275 |
| Максимальная скорость, км/ч | 85 |
Рост автомобилизации страны ставит перед автомобильным транспортом ряд задач, главной из которых является совершенствование организации и технологии технического обслуживания и ремонта автомобилей для повышения качества их работы, сокращения простоев в ремонте, материальных и трудовых затрат на их содержание. Известно, что затраты на техническое обслуживание и ремонт автомобиля превышают стоимость их производства, а кроме того, в связи с ростом автомобильного парка предполагается, что в ближайшее время значительная часть трудоспособного населения страны будет использоваться в сфере эксплуатации автомобильного транспорта. В связи с этим одной из задач научно-технического прогресса является снижение трудовых и материальных затрат на техническое обслуживание и ремонт автомобилей при одновременном повышении надёжности подвижного состава, что достигается совершенствованием организации производства, производственно-технической базы автотранспортных предприятий, повышением уровня автоматизации и механизации производства, совершенствованием методов управления производством, применением прогрессивных методов вождения автомобилей и другими мероприятиями.
Совершенствование производственно-технической базы осуществляется путём строительства новых автотранспортных предприятий, концентрации и специализации производства, укрупнения автотранспортных предприятий в производственные объединения, автокомбинаты и расширение сети баз централизованного технического обслуживания автомобиля.
Укрупнение автомобильного транспорта позволяет экономить до 50% капиталовложений в производственную базу, широко применять механизацию и автоматизацию производственных процессов, сокращать сроки выполнения работ, повышать их качество и производительность труда.
1. Обоснование размера производственной партии деталей
Партия – группа заготовок определённого наименования и типоразмера, запускаемый в обработку одновременно в течении определённого интервала времени.
В условиях серийного ремонтного производства размер принимают равным месячные потребности ремонтируемых или изготавливаемых деталей.
В стадии проектирования технологических процессов величину (Х) производственной партии деталей можно определить ориентировочно по следующей формуле:
 ; [2.1]
; [2.1]
где N=5000, производственная программа изделий в год
n =2, число деталей в изделии;
t = 5, необходимый запас деталей в днях для обеспечения непрерывности в сборке;
Фдн – 250 – число рабочих дней в году.
Результат полученных вычислений (Х) следует использовать для определения нормы времени (Тн) при нормирование ремонтных работ и т.п. (с учетом количества исполнителей).
 , [2.2]
, [2.2]
где Тшт – штучное время (мин),
Тп-з – подготовительно заключительное время (мин).
 (мин.);
(мин.);
Таблица 2. Карта технических требований на дефектацию деталей
Твёрдость: HRC 163, не более
Способы установления дефекта
и измерительные инструменты
мм или нутромер

ка втулки, электроим-
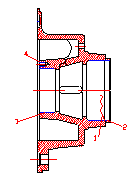
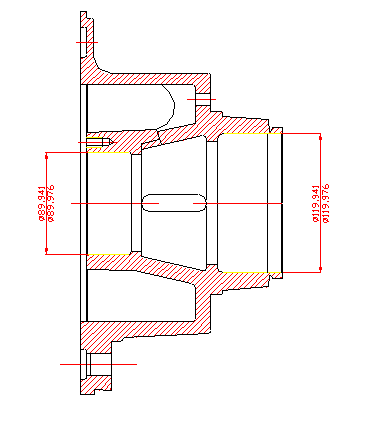
Ремонтный чертеж детали
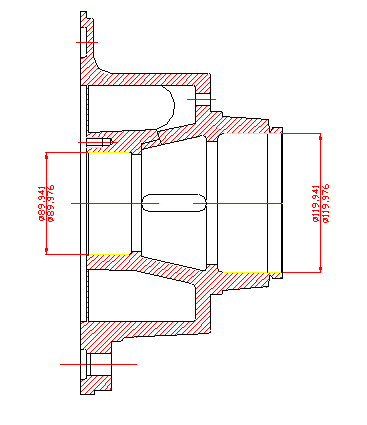
Характеристика детали и условий её работы
Деталь – ступица переднего колеса а/м ЗИЛ‑130.
Материал: чугун КЧ 35–10. Твердость: НВ 163, не более.
Класс деталей: «полые цилиндры».
Детали этого класса подвергается механическим нагрузкам и для них основным видами износа являются коррозионно-механический и молекулярно-механический,
которые характеризуются следующими явлениями – молекулярным схватыванием, переносом материала, разрушением возникающих связей, вырыванием частиц и образованием продуктов химического взаимодействия металла, с агрессивными элементами среды. Полые стержни работают в условиях трения, которое сопровождается цикличным изменением температуры и наличием агрессивной среды.
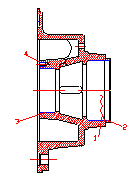
Основные дефекты, характерные для деталей этого класса – износ внутренних и наружных посадочных мест под подшипники; износ шеек под сальники; износы, задиры, кольцевые риски на трущихся поверхностях.
Внутренние и наружные поверхности этих деталей, а также их торцы являются базовыми при механической обработке.
Износ отверстий под подшипники и шейку шестерни, сальники устраняют постановкой дополнительных ремонтных деталей (ДРД) – втулок. Если же при восстановлении отверстий под подшипники и сальники используется вибродуговая наплавка, то они сначала растачиваются, наплавляются в 2 слоя, а затем растачиваются в соответствии с заданным размером.
При восстановлении полых стержней необходимо обеспечивать размеры и шероховатость восстановленных поверхностей, твердость и прочность сцепления нанесено – го материала с основным металлом, а также соосность и симметричность относительно общей оси, допустимую цилиндричность и круглость.
Выбор рационального способа восстановления детали ведется по трем критериям: применимости, долговечности, экономичности. Критерий применимости определяет принципиальную возможность применения различных способов восстановления по отношению к конкретной детали. Критерий долговечности определяет работоспособность восстанавливаемой детали. Критерий экономичности определяет себестоимость восстанавливаемой детали. Критерии долговечности и экономичности определяются по таблице. Выбор рационального способа восстановления представляются в виде таблицы. Выбор рационального способа восстановления детали
| Номер и наименование дефекта | Возможные способы восстановления по критериям | Принятый способ восстановления | ||||
| Применимости | Износостойкости | Выносливости | Долговечности | Экономичности | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Износ отверстия под наружное кольцо внутреннего подшипника | Постановка | Постановка втулки | ||||
| втулки, | 0,90 | 0,90 | 0,81 | 242 | ||
| электроимпульсная наплавка | 0,70 | 0,60 | 0,42 | 97,5 | ||
| Износ отверстия под наружное кольцо наружного подшипника | Постановка втулки | |||||
| Постановка втулки, электроимпульсная наплавка | ||||||
| Износ резьбы | Нарезание резьбы большего диаметра | 0,90 | 0,62 | 0,62 | 52,0 | Нарезание резьбы больше – го диаметра |
Я выбрал способ восстановления постановка втулки (ДРД), т.к. этот способ имеет большие критерии износостойкости, выносливости, долговечности, чем при электроимпульсной наплавке, дорогостоящий, но ремонтная деталь является ответственной, то ей необходимы эти критерии в больших значениях.
Схема технологического процесса – последовательность операций необходимых для устранения дефекта детали. При наличии на детали нескольких дефектов, схемы составляются на каждый дефект в отдельности.
➤ Adblockdetector