Организация и технология ремонта двигателей
Схема технологического процесса ремонта двигателя представлена на рисунке 10.
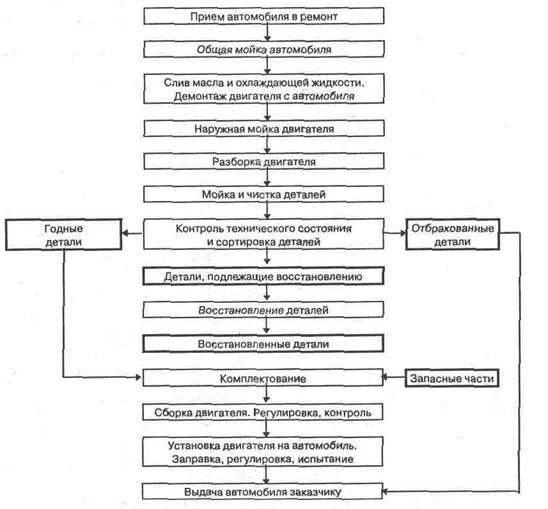
Рисунок 10 – Схема технологического процесса ремонта двигателя
Приём в ремонт. Приём в ремонт имеет своей задачей определение комплектности и технического состояния двигателей, оформление приёмо-сдаточного акта, составление предварительной калькуляции стоимости ремонта, ознакомление заказчика с калькуляцией и оформление заказа (договора на выполнение работ, оказание услуг).
В начальной стадии ремонта производится наружная мойка двигателя. Эта стадия мойки имеет большое значение для поддержания общей чистоты на предприятии и качества выполнения всех последующих ремонтных работ.
Мойка двигателя. Мойка двигателя производится или в специальной струйной моечной машине, или с помощью аппаратов высокого давления. Оптимальная температура моющего раствора t = 60…90°С.
Разборка двигателя.Технологический процесс разборки может быть организован на одном рабочем месте или на поточной линии. Последний вариант организации технологического процесса применяется на крупных мотороремонтных предприятиях с небольшой номенклатурой ремонтируемых агрегатов. При небольших разномарочных производственных программах используются универсальные посты разборки-сборки, оснащенные стендами-кантователями.
Необходимо исключить применение методов разборки с использованием ударных воздействий на детали, при которых в дополнение к дефектам, возникающим у деталей в процессе эксплуатации, возникают «разборочные» дефекты (деформация, разрушение и др.). Эти дефекты дополнительно увеличивают объем восстановительных работ и долю отбракованных деталей.
При выборе инструмента и другой технологической оснастки необходимо учитывать, что усилие отворачивания резьбовых соединений и распрессовки сопряжений с натягом в среднем на 15…25% выше усилий при их сборке.
Наиболее важным является применение специальных съемников, обеспечивающих сохранность демонтируемых деталей. Кроме этого, наиболее передовые инструментальные фирмы выпускают универсальные гаечные ключи и головки новой конструкции. Они имеют специальный профиль рабочей поверхности, который в отличие от традиционного, не концентрирует усилие на ребре гайки или головке болта, а распределяет его по поверхности грани, обеспечивая сохранность крепежных деталей и высокую производительность труда.
Стоимость профессионального инструмента высока, поэтому актуальным является вопрос его сохранности.
Опыт передовых зарубежных ремонтных предприятий показывает, что наиболее надежным и дешевым способом решения этой проблемы является передача инструмента в собственность исполнителям. Сотрудник в рассрочку обязан выкупить комплект необходимого ему для работы инструмента. При этом на него автоматически возлагается ответственность за сохранность.
При индивидуальном ремонте детали и узлы разобранного двигателя не обезличиваются и укладываются в специальный контейнер. Это необходимо для последующей сборки двигателя. Кроме того, отбракованные детали должны быть возвращены заказчику. Ряд деталей не разукомплектовываются из соображений сохранения их взаимного расположения. Это детали, которые при производстве обрабатываются в сборе. Например, в двигателе не разукомплектовываются: блок цилиндров и крышки коренных подшипников; шатуны и крышки шатунов; головка цилиндров и крышки опор распределительного вала. Не рекомендуется разукомплектовывать коленчатый вал и маховик. При разборке целесообразно маркировать сопряженные детали, обозначая их принадлежность и взаимное расположение.
Очистка деталей. Детали двигателей имеют различные виды эксплуатационных загрязнений, которые должны быть в процессе ремонта полностью удалены.
На первом этапе производится общая мойка деталей, аналогично тому, как осуществляется мойка агрегатов. В процессе общей мойки с поверхностей деталей удаляются масляные пленки. Кроме масляных пленок детали имеют сложные виды загрязнений, не удаляемые общей мойкой. К сложным видам загрязнений относятся нагар, накипь, смолистые отложения.
Нагар удаляется механическим путем с помощью металлических щеток, а также струёй сжатого воздуха, подающей на поверхность детали частицы твердой очищающей среды. В качестве твердой очищающей среды используется песок, косточковая крошка, пластмассовая крошка, сухой лед и др.
Пескоструйная обработка повреждает поверхность детали и, поэтому, может применяться только для очистки стальных и чугунных деталей, не имеющих хорошо обработанных поверхностей, например, выпускных трубопроводов.
Косточковая и пластмассовая крошки имеет меньшую твердость и сбивает слой нагара, не повреждая при этом поверхность деталей. Данная очищающая среда применяется при очистке деталей из черных и цветных материалов (головки цилиндров, поршни, клапаны и др.).
Накипь, образующаяся на поверхностях деталей, контактирующих с охлаждающей жидкостью, удаляется или способами удаления нагара или химическим способом специальными составами.
| | | следующая лекция ==> | |
| Оформление результатов научного труда | | | Для деталей из алюминиевых сплавов |
Дата добавления: 2018-06-28 ; просмотров: 3517 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Авторемонтные предприятия и подразделения
Отрасли машиностроения, как правило, не ремонтируют свои выпущенные изделия. Сложившаяся практика использования машин такова, что эту функцию выполняют отрасли, потребляющие машины.
В зависимости от структурной принадлежности, объемов производства, видов ремонтируемых изделий, производственных возможностей и сложности выполняемых работ ремонтное производство существует в виде:
- участков текущего ремонта техники ремонтных предприятий
- универсальных или специализированных мастерских текущего и среднего ремонта
- станций технического обслуживания и текущего ремонта
- технических центров машиностроительных заводов по техническому обслуживанию и ремонту своей техники
- заводов по капитальному ремонту машин и их агрегатов
Специализированное ремонтное производство включает ремонтные заводы, по существу выполняющие вторичное производство машин на принципах полной или групповой взаимозаменяемости. Ремонтные предприятия специализированы по предметному признаку, они ремонтируют технику определенного вида и комплектности. Различные заводы ремонтируют автомобили, тракторы, комбайны, тепловозы, вагоны, суда, самолеты, бронетехнику, металлорежущие станки и другие машины, а также их агрегаты. Ремонтные заводы принадлежат министерствам сельского хозяйства и продовольствия, транспорта и коммуникаций, обороны и другим ведомствам.
Авторемонтное производство представляет собой множество промышленных предприятий, которые осуществляют капитальный ремонт автомобилей.
Авторемонтные заводы (предприятия), специализированные по ремонту автомобилей отдельных марок, предназначены для наиболее сложного и трудоемкого капитального ремонта и наиболее оснащены. На авторемонтных заводах имеются технологические процессы, действующие в ранее перечисленных зонах, мастерских, станциях и центрах.
Авторемонтное предприятие — это система производственных зданий и сооружений, технологического оборудования и оснастки, исполнителей и технической документации, способная выполнять капитальный ремонт автомобилей одной или нескольких марок и (или) их агрегатов.
Структура авторемонтного предприятия
Производственная структура авторемонтного предприятия — это состав его производств, цехов, участков и служб с указанием связей между ними. Назначение, структура, функции и производственная мощность авторемонтного предприятия определяются видами, содержанием и объемом выполняемых работ.
Для выполнения своих функций авторемонтное предприятие имеет в своем составе основное, вспомогательное и обслуживающее производства и заводоуправление.
Основное производство — это множество производственных цехов (участков) с обеспеченными документацией исполнителями и средствами технологического оснащения, которые непос-редственно воздействуют на ремонтируемые изделия. Основное производство занято выпуском продукции для продажи или обмена.
В основном производстве применяют цеховую, участковую или комбинированную структуры. Структуру первого вида используют на крупных предприятиях с числом работающих свыше 500 человек. В этом случае предприятие, в зависимости от его специализации и кооперации с другими заводами, состоит из 3—5 самостоятельных цехов с числом работающих в каждом цехе 125—300 человек. Цехи состоят из участков. В структуре управления цехом имеются начальник цеха, начальники смен, старшие мастера, мастера и бригадиры. Заводы с числом работающих менее 500 человек имеют в своем составе только участки, которые возглавляются старшими мастерами.
Организационная структура предприятия зависит от численности работающих, стоимости производственных фондов, видов, сложности и объемов выпускаемой продукции.
Производственный участок — это структурная составляющая предприятия или цеха, которая состоит из множества рабочих мест и предназначена для выполнения отдельного технологического процесса или комплекса работ по ремонту отдельных агрегатов. В первом случае производственный участок организован по технологическому признаку, во втором — по предметному. Технологическая специализация участков более прогрессивная, чем предметная.
Состав производственных участков предприятия определяется видом изготавливаемых или ремонтируемых изделий, технологическими процессами, объемом и организацией производства.
Вспомогательное производство завода служит для обеспечения жизнедеятельности основного производства.
Во вспомогательном производстве изготавливают средства ремонта, необходимые в основном производстве, приобретение которых невозможно или нецелесообразно. Это производство содержит в исправном состоянии здания и сооружения, средства технологического оснащения, энергосистемы и инженерные сети. Оно обеспечивает основное производство ресурсами (теплом, холодом, водой, сжатым воздухом, чистым воздухом, газами, электроэнергией и др.). Его службы — инструментальный участок (ИУ), отделы главного механика (ОГМ) и энергетика (ОГЭ), ремонтно-строительный участок (РСУ).
Обслуживающее производство обеспечивает материалами, полуфабрикатами и услугами основное и вспомогательное производства. В его составе имеются транспортный цех, службы снабжения и сбыта со складским хозяйством.
Заводоуправление состоит из администрации, отделов и лабораторий. Состав и функции заводоуправления зависят от мощности и специализации предприятия. Заводские отделы — это отделы главного технолога (ОГТ) и главного конструктора (ОГК) (может быть объединенный из них — технический отдел), технического контроля (ОТК), материально-технического снабжения (ОМТС), планово-экономический (ПЭО), финансово-сбытовой (ФСО), производственно-диспетчерский (ПДО), труда и заработной платы (ОТиЗ), кадров (ОК). Основные функции заводских лабораторий: химический и металлографический анализ материалов, ремонт и поверка средств измерений, сбор данных о надежности проданной техники и др.
Функции производственных участков, входящих в состав авторемонтного предприятия, приведены в таблице.
Таблица. Состав участков авторемонтного предприятия и их функции
Организационная структура цеха капитального ремонта двигателей и агрегатов
Характеристика цеха КПП
Цех КПП занимается сборкой, восстановлением деталей агрегатов КПП и его испытанием. В цехе ведётся сборка коробки передач от автомобиля «КАМАЗ».
Объём работ цеха по сборки КПП зависит от планов на текущей день, месяц или год. По техническому нормативу необходимо в день собирать минимум 9 КПП.
Организация сборки КПП является, раздельной каждый работник собирает, на своём участке определённый агрегат после собранного узла или агрегата рабочий передаёт его на другой участок для последующей сборки.
Передвижения узлов или агрегатов осуществляется вручную либо с помощью кран-балки. После когда агрегат полностью собран его перемещают в обкаточный стенд, где он проходит обкатку и проверку определённых параметров. Затем если КПП проходит проверку без нарушений его ставят в тару, где погрузочная машина увозит КПП на склад или заказчику.
Организация технического контроля и метода контроля на закреплённом участке:
Контроль качества сборки проводится контроллёром ОТК, где он проводит визуальный осмотр сборки, также сами рабочие при сборке должны отслеживать качество деталей которыми они проводят сборку, при обнаружений дефектов деталь списывают и отправляют заводу изготовителю. Слесарю мср возлагается обязанность проверять момент затяжки с помощью динамометрического ключа.
Сборкой КПП занимается сборочная бригада из семи человек:
Сборка делителя КПП-2 человека.
Сборка КПП-3 человека.
Сборка крышки переключения передач КПП, крышка заднего подшипника вторичного вала, опора переключения передач КПП-1 человек.
Сборка первичного, вторичного вала КПП и др.-1человек.
Также в цехе имеются контроллер ОТК, мойщик деталей станочники, кладовщик, испытатель КПП.
В цехе имеется оборудование для мойки МСП-50 деталей, таких как крышек, валов, шестерней, крышки переключения передач КПП, картер КПП и делителя КПП.
Также есть станки запрессовочный П-6736 и выпрессовочный С12, шлифовальный ШлПС-8М, токарный 16К20 , сверлильный 2Н150, и испытательный стенд для обкатки КПП КС 276-03.
На рабочем месте цеха находятся специальные столы для сборки КПП, делителя КПП, специальные столы для сборки первичного и вторичного валов КПП и слесарные верстаки.
На каждом рабочем месте имеются шкафчики с инструментами такими как:
1Различные виды молотков.
2Набор головок шестигранных.
4Набор резьбонарезной резьбы.
6Набор напильников и надфилей.
11Набор различных ключей гаечных, рожковых, балоников, шестигранников.
Набор динамометрических ключей.
На некоторых участках сборки есть специальные приспособления для их фиксации это детали КПП опор переключений передач, крышки переключения передач, крышки заднего подшипника вторичного вала.
Организационная структура цеха капитального ремонта двигателей и агрегатов
Цех капитального ремонта двигателей и агрегатов является самостоятельным структурным подразделением предприятия.
Цех капитального ремонта двигателей и агрегатов подчиняется непосредственно заместителю генерального директора по производству.
Цех капитального ремонта двигателей и агрегатов возглавляет начальник цеха.
Структуру и штатную численность цеха капитального ремонта двигателей и агрегатов утверждает генеральный директор предприятия исходя из условий и особенностей деятельности предприятия.
Функционирование цеха капитального ремонта двигателей и агрегатов осуществляется в рамках схемы организационной структуры управления.
1. Начальник цеха.
2. Заместитель начальника цеха.
3. Участок разборки ДВС. Участок механической обработки деталей ДВС. Участок общей сборки ДВС.Участок разборки, механической обработки, сборки и испытания КПП и редукторов.
4. Бригада разборки ДВС. Бригада механической обработки деталей блока цилиндра, коленвала и распредвала. Бригада мех.обработки алюминиевых деталей. Бригада разборки, мех.обработки, сборки и испытания КПП и редукторов.
5. Бригада мех.обработки деталей головки блока цилиндра. Бригада испытания ДВС.
6. Бригада электрогазосварки деталей ДВС и агрегатов. Общая сборка ДВС. Бригада рекламаций ОАО «КАМАЗ-ДИЗЕЛЬ»
Для выполнения функций и реализации прав цех взаимодействует со следующими структурными подразделениями Общества:
1. Цех капитального ремонта автомобилей.
2. Отдел технического контроля.
3. Энергоремонтный цех.
4. Служба главного технолога.
5. Отдел обеспечения производства.
7. Бюро охраны труда, промышленной безопасности и экологии.