Описание мотального механизма прядильной машины




![]()
![]()
Кольцевые планки 17, баллоноограничительные кольца и клапаны нитепроводников размещаются на соответствующих колонках 15 и 43 (рис. 2.25). Колонки вследствие собственного веса и веса подвижных частей башмаками прижимаются к роликам 13 и 42 балансира 10 и рычага 11. Балансир с рычагом закреплены на валу, вращающемся в подвеске 12 балансира. На этом же валу закреплен вертикальный рычаг 9 с регулируемой длиной Rx. На его конце помещен ролик, через который переброшена цепь подъема, а несколько ниже размещается ось, соединяющая рычаг тягой 23 с вертикальными рычагами всего мотального механизма. Цепь подъема 8 одним концом закреплена на блочке 38 механизма ручного подъема и опускания кольцевой планки, а другим концом — на большем из двух спаренных мотальных блочков (блочек 7). К меньшему спаренному блочку прикреплена другая цепь, идущая от мотального барабанчика 5 механизма укорочения цепи, расположенного на конце мотального рычага. Мотальный рычаг от кулачка 4 через ролик 3 получает качательное движение вокруг оси 2 рычага, которое через цепь намотки 6, мотальный блочек 7, рычаг 9, балансир 10, секторы 19 и 20 и через тягу 23 передается кольцевым планкам и клапанам нитепроводников.
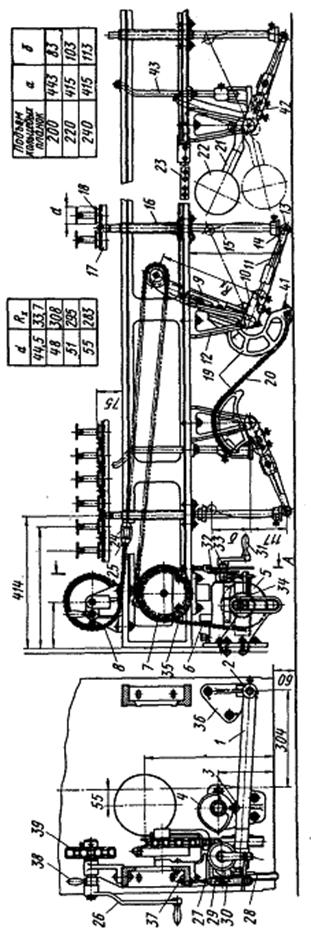 | Рис. 2.25 – Мотальный механизм кольцепрядильной машины: 1 — мотальный рычаг; 2 — ось рычага; 3, 13, 42 — ролики; 4 — кулачок; 5 — мотальный барабанчик; 6 — цепь намотки; 7 -мотальный блочек; 8 — цепь подъема; 9 — вертикальный рычаг; 10 — балансир; 11 — рычаг балансира; 12 — подвеска балансира 14 — башмак колонки; 15 — колонка; 16 — втулка колонки; 17 — кольцевая планка; 18 — кольцо; 19 — передаточные секторы; 20 —цепь сектора; 21 — грузовой рычаг; 22 — груз; 23 — тяга; 24 — стяжная муфта; 25 — стяжная гайка; 26 — рукоятка подъема коль цевой планки; 27 — подвеска собачки; 28 — направляющая мотального рычага; 29 — собачка; 30 — рычаг собачки; 31 — ручка; 32 — хра повик; 33 — вал храповика; 34 — червячное колесо; 35 — кулачок наработки гнезда; 36 — кронштейн мотального рычага; 37 — регу лирующип винт; 38 — рукоятка выключения; 39 — блочек подъема; 41 — натяжной винт; 43 — колонка угольников ннтепроводников |
Кольцевые планки осуществляют раскладку пряжи на патроне в соответствие с законом, задаваемым профилем кулачка. Для образования тела намотки кольцевые планки за каждый оборот мотального кулачка смещаются вверх на определенную величину механизмом укорочения цепи, состоящим из храповика 32, собачки 29 с рычагом 30, червяка, сидящего на валике храповика 33, червячного колеса 34 и мотального барабанчика 5. Для образования гнезда початка внизу сферической, а вверху конической формы служит кулачок 35.
После наработки тела початка нитеводитель быстро опускается, обеспечивая внизу початка подмот, состоящий из 5—12 витков. Когда наработанные початки снимаются, нить из подмота сматывается и обвивает по спирали шпиндель веретена. При надевании пустого патрона нить защемляется на шпинделе, обеспечивая тем самым начало наработки нового съема.
Применяющиеся на кольцепрядильных и кольцекрутильных машинах мотальные механизмы, работают по трем схемам: механизмы с подвижными кольцевыми планками и неподвижными веретенными брусьями; механизмы с подвижными веретенными брусьями и неподвижными кольцевыми планками; механизмы с подвижными кольцевыми планками и подвижными веретенными брусьями. Мотальные механизмы с подвижными кольцевыми планками и неподвижными веретенными брусьями получили весьма широкое распространение благодаря простоте конструкции и большой надежности. На машинах, имеющих такие механизмы, перемещаются только легкие кольцевые планки и угольники нитепроводников. Две другие схемы значительно сложнее первой и «применяются сравнительно редко. [4, стр.153-155]
2.3.4 Расчет времени подъема и опускания кольцевой планки
При проектировании мотального механизма целесообразно ориентироваться на паковку средних размеров. Размеры паковки можно определить, исходя из диаметра кольца и назначения пряжи.


где ∆=(1,5÷2) мм – зазор между паковкой и кольцом, зависящий от типа бегунка.
Высота конуса определяется для верхней части паковки

где α-угол наклона образующей конуса к оси паковки.
r – радиус патрона у вершины усеченного конуса паковки;
R – Радиус паковки
Номер группы патрона определяется в зависимости от типа веретена и высоты намотки.
Для получения плотной паковки целесообразно задаться небольшим шагом витков пряжи вдоль образующей конуса.
Средний шаг витков в прослойке hch чаще всего принимают по соотношению

где dпр — условный диаметр пряжи
Время движения кольцевой планки tп при подъеме можно рассчитать по формуле

где 
 — скорость наматывания
— скорость наматывания
vц— скорость выпускных цилиндров вытяжного прибора
v- скорость движения кольцевой планки вдоль оси паковки
Для основной пряжи опускание кольцевой планки мало отличается от подъема:

Имея эти данные, можно приступить непосредственно к проектированию мотального механизма. Проектирование можно разделить на четыре основных этапа:
а) выбор схемы передачи движения от мотального кулачка
к нитеводителю (составление кинематической схемы механизма);
б) расчет выбранной кинематической схемы;
в) профилирование кулачка;
г) конструирование узлов и деталей механизма.
При выборе схемы механизма необходимо стремиться к тому, чтобы она была предельно простой, малозвенной, позволяла регулировать высоту намотки и положение нитеводителя в заданных пределах, удобной в сборке, разборке и наладке.
Важно, чтобы разработанный механизм не искажал закона перемещения нитеводителя, задаваемого кулачком, и обеспечивал получение паковок цилиндрической формы с одинаковой плотностью намотки по высоте. Расчет выбранной схемы следует начинать с ведомого звена. Рассмотрим расчет рычажной схемы подъема кольцевых планок, как наиболее сложный. При расчете надо иметь в виду, что начало координат находится в точке О.[4, стр. 155-156]
Оборудование для перематывания пряжи в бобины. Мотальный карусельный автомат АМ-150К1. Мотальный автомат Аутосук. Техническая характеристика автомата Аутосук.
Мотальные машины М-150-2, М-150-3 и ММ-150-2 предназначены для перематывания однониточной и крученой х/б, льняной, шерстяной пряжи и пряжи из химических волокон с прядильных и крутильных початков в бобины.
В мотальных автоматах ряд операций выполняется автоматически специальными механизмами.
К этим операциям относятся: смена початка, отыскивание концов нити на початке и бобине, связывание узла. Применение мотальных автоматов дает большой экономический эффект. При работе на мотальных машинах затраты времени мотальщицы на один початок составляют 10-12с, при работе на мотальном автомате 4-4,5с, в результате чего производительность труда мотальщицы повышается не менее чем в 2,5 раза. Кроме того применение мотальных автоматов улучшает условия труда и обеспечивает высокое качество связанных узлов, что благоприятно отражается на обрывности в ткачестве.
Мотальный автомат АМК-150-1 предназначен для перематывания х/б и шерстяной пряжи (в чистом виде и в смеси с химическими волокнами), а также пряжи из химических штапельных волокон с прядильных початков в конусные бобины. В этом автомате мотальные головки движутся по замкнутому пути и последовательно подходят к неподвижной узловязально-перезаправочной станции. Мотальный автомат состоит из центральной части, мотальных головок, узловязально-перезаправочной станции, конвейера и вентиляционной установки.
Мотальная головка оборудована механизмами и устройствами, необходимыми для процесса перематывания. Она состоит из початкодержателя, баллоногасителя, зажимного устройства, нитенатяжителя, нитеочистителя, нитенаблюдателя, мотального барабанчика, веретена, устройства для установки требуемого диаметра бобины, системы управления и сигнализации.
Автоматизированы следующие операции: смена шпули, отыскивание конца оборвавшейся нити на бобине, связывание узла и транспортировка пустых шпуль. Не автоматизированы следующие операции: нахождение нити на шпуле и снятие подмота, зарядка магазина шпулями, заправка конца нити со шпули во всасывающее сопло, снятие полных бобин и укладывание их в ящик, надевание пустых патронов на веретено и пуск мотальной головки.
Мотальный автомат Аутосук имеет индивидуальное узловязально-перезаправочное устройство на каждой мотальной головке, что обеспечивает максимальное сокращение простоев при ликвидации обрывов нити или смене доработанного початка.
Автомат предназначен для перематывания пряжи и нитей из натуральных и химических волокон в бобины крестовой намотки. Высота намотки составляет 150мм, диаметр бобины -280мм. Автомат двусторонний на 32 мотальные головки.
Мотальная головка при обрыве нити автоматически прекращает наматывание, находит концы нити и связывает их, при срабатывании початка выбрасывает пустой патрон на конвейер, заменяет его новым початком, установленным в магазин работницей, и связывает концы нитей. При обрыве нити в зоне узловязателя недоработанный початок сбрасывается на конвейер. Головка сама контролирует качество связанного узла. На каждой головке установлено устройство для чистки механизмов. Работница заряжает магазин початками и подводит концы к всасывающей трубе.
Контрольные вопросы и задания:
1) Какие мотальные машины применяют для перематывания основной пряжи?
2) Какие мотальные автоматы применяют для перематывания основной пряжи?
3) В чем отличие мотальных машин от мотальных автоматов и почему?
4) Перечислите основные механизмы мотального автомата АМК-150-1?
5) Какие операции автоматизированы на мотальном автомате Аутосук?
6) Какие операции до сих пор выполняются вручную?
Список используемой литературы:
1) П.В.Власов, А.А.Мартынова и др. Проектирование ткацких фабрик: Учебное пособие для вузов М.; Легкая и пищевая промышленность, 2002.-304с.
2) В.И. Локтюшева, Р.С. Богорач Проектирование ткацких фабрик, М., Легкопромбытиздат 1987г.
Лекция №14
Оборудование для снования пряжи. Партионные сновальные машины. Принцип работы. Ленточные сновальные машины. Техническая характеристика СЛ-250Ш. Машины СТ-160, СТ-210-ОПБ и СТ-255-СБ. Техническая характеристика зарубежных ленточных сновальных машин.
Быстроходные партионные сновальные машины. Снование суровой ткани осуществляют с конических бобин, а крашеных с цилиндрических. Машина оснащена групповым регулятором натяжения нитей. Конструктивные особенности машин заключаются в том, что на них прижим укатывающего вала пневматический, тормоз сновального вала гидравлический. Это позволяет сократить тормозной путь до 2,7-3,5м при скорости снования до 1000м/мин., что в свою очередь предотвращает заматывание конца оборванной нити на сновальный вал (что является недостатком машин СП-140 и СП-180). В партионных сновальных машинах СП-140Ш и СП-180И для шелковой промышленности конструктивные особености имеет сновальный вал, на котором по ободу дисков расположена тормозная канавка для веревочного тормоза. Машины оснащены механизмом проклеивания нитей клейкой лентой. Конец клейкой ленты крепится к лентоводителю. При помощи маховика лента протаскивается под нитями на рабочую ширину. Предусмотрен механизм регулировки положения укатывающего вала относительно фланцев сновального вала.
Ленточная сновальная машина СЛ-250-Ш –предназначена для снования шерстяной, льняной и х/б пряжи с конических бобин и последующего перематывания основы на ткацкий навой. С конусных бобин, установленных в шпулярнике, нити проходят через сигнальную рамку электросамоостанова, ценовой рядок, рядок суппорта и поступают в виде ленты на барабан. С барабана основа перематывается перевивочным механизмом на ткацкий навой.
Линейная скорость снования ленты постоянно изменяется при неизменной частоте вращения сновального барабана. Привод машины позволяет ступенчато изменять скорость снования.
Суппорт предназначен для группировки нитей в ленту требуемой ширины, для направления и укладывания лент на сновальный барабан и прокладывания разделительных цен. Нити группируются в ленту с помощью ценового и ленточного берд, установленного на суппорте. Перемещение суппорта при укладывании лент производится посредством ходового винта по направляющим связям остова машины.
Машины СТ-160, СТ-210-ОПБ предназначены для снования основ из крученых синтетических нитей и х/б пряжи с вращающихся крутильных катушек непосредственно на ткацкие навои для станков, вырабатывающих тяжелые технические ткани. Машины имеют следующие основные узлы: остов, привод, навойное устройство, рядок, счетчик метража, подъемное устройство. В машинах автоматизированы останов при обрыве нитей и при наработке основы заданной длины, переключение скоростей электродвигателей в процессе снования. Намотка уплотняется наматывающим валом.
Нити, поступающие со шпулярника, огибают неподвижное скало и проходят сначала три вращающихся вала, а затем через направляющий зигзагообразный рядок и далее через пару направляющих валов и наматывается на ткацкий навой.
Ленточная сновальная машина «Текстима» предназначена для снования основ из натуральных и химических нитей и пряжи. Машина имеет общий привод для снования и перевивания. Машина перемещается автоматически по рельсам, что обеспечивает установку суппортного стола по центру шпулярника. По мере увеличения числа слоев навитой на барабан ленты суппортное бердо автоматически поднимается, что обеспечивает постоянное расстояние от суппортного берда до намотанных на барабан нитей.
Машина модели 4126-1 имеет следующие отличия: оснащена двумя системами торможения барабана, двумя внутренними мощными колодочными тормозами для быстрого останова барабана при выключении машины в процессе снования и двумя ленточными тормозами, действующими на внешние стороны ободов, для создания тормозного усилия при перевивании основы.
Контрольные вопросы и задания:
1) В чем заключаются конструктивные особенности партионных сновальных машин СП-140?
2) Назначение ленточной сновальной машины СЛ-250-Ш и ее особенности?
3) Какие процессы механизированы на машинах СТ-160?
4) Как осуществляется торможение на ленточной машине «Текстима»?
5) В чем заключается принцип снования на всех рассмотренных машинах?
Список используемой литературы:
1) П.В.Власов, А.А.Мартынова и др. Проектирование ткацких фабрик: Учебное пособие для вузов М.; Легкая и пищевая промышленность, 2002.-304с.
2) В.И. Локтюшева, Р.С. Богорач Проектирование ткацких фабрик, М., Легкопромбытиздат 1987г.