Координатно-измерительные машины
Контроль размеров готовой продукции всегда был узким местом в машиностроении. С момента появления массового производства и до настоящего времени на многих предприятиях до сих пор пользуются ручным мерительным инструментом. И основная проблема состоит в скорости проведения измерений, а также в записи и систематизации результатов. Распространение оборудования с ЧПУ только усугубило эту проблему. Увеличились производительность станков, сложность и ассортимент выпускаемых изделий.
В медицинской, авиастроительной, аэрокосмической и машиностроительной отраслях наблюдается непрерывный рост требований к точности. И погрешность у современных средств измерений должна быть на порядок выше, чем у станка. Одним из наиболее современных решений метрологических задач в машиностроении считается применение координатно-измерительных машин (КИМ). Устройства этого класса позволяют контролировать формы высокой сложности, делать это быстро и с высокой повторяемостью результата.
Сферы применения КИМ
КИМ машина используют координатный метод измерения, суть которого заключается в последовательном нахождении координат точек, заданных оператором измерительной машины или управляющей программой. После определения их пространственного положения (координат X, Y и Z) координатно-измерительная машина рассчитывает геометрию объекта. Формат вывода результатов измерений зависит от поставленных задач и интеграции с другим оборудованием.
Координатно-измерительные машины используются в лабораториях (помещениях с постоянным контролируемым микроклиматом) и в рабочих цехах.
КИМ используются для решения задач двух типов:
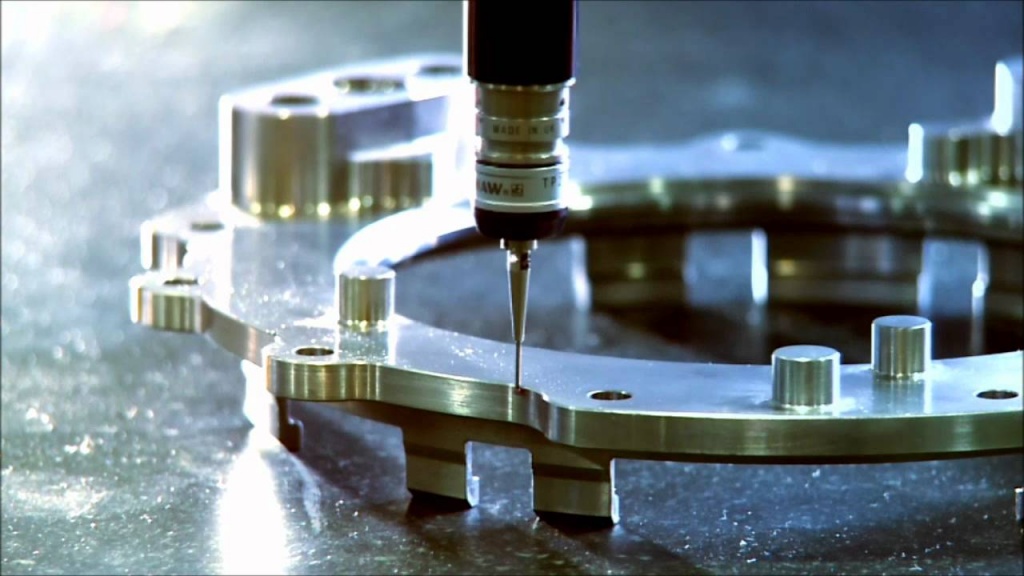
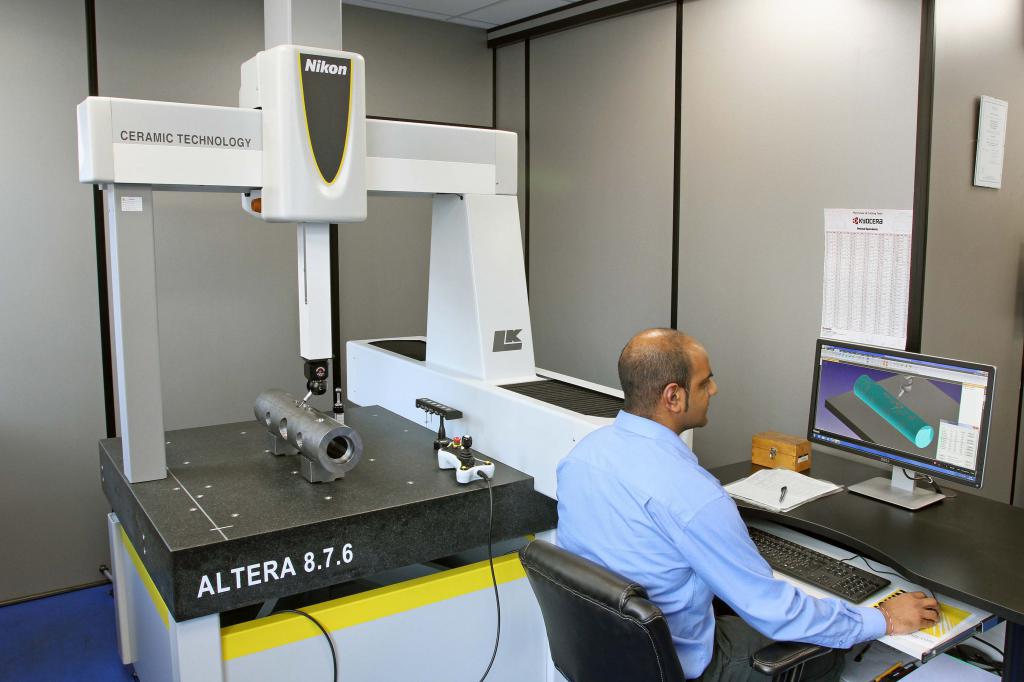
- Контроль качества готовой продукции. Изготовленные на станках с ЧПУ детали устанавливаются на рабочий стол машины, где проводятся контрольные замеры. Результаты выводятся на монитор, и, если реальные размеры выходят за пределы полей допуска, технолог принимает решение о необходимости коррекции управляющей программы для станка с ЧПУ. Если КИМ и станок с ЧПУ интегрированы в единую систему, возможно настроить их работу на автоматическое изменение параметров задания, влияющих на контролируемые размеры. То есть КИМ могут корректировать работу управляющих программ для станков с ЧПУ без участия оператора или технолога.
- Создание математических моделей реальных объектов. Координатно-измерительные машины успешно применяются в автоматизированном проектировании. Построение пространственных моделей реальных объектов высокой сложности при помощи КИМ требует значительно меньше времени, чем проведение измерений вручную Разница составляет один – два порядка. Координатно-измерительная машина строит графические модели объектов, которые можно передавать в CAD-CAM систему и тут же формировать управляющую программу для создания копий.
Также КИМ используются для контроля качества сборки при производстве металлоконструкций, магистральных инженерных сетей, при проведении механосборочных работ.
Конструктивные исполнения координатно-измерительных машин
Компоновка базовой части контрольно-измерительной машины определяется габаритами и массой измеряемых деталей, а также требованиями к точности и производительности. Кроме того, она должна соответствовать принципу Аббе (исключать погрешности механических и электронных люфтов), компенсировать деформации, вызванные массой измеряемых деталей, иметь достаточно рабочего пространства и быстро перемещать измерительную головку.
Существующие в настоящее время КИМ можно разделить на несколько типов по конструктивному исполнению.
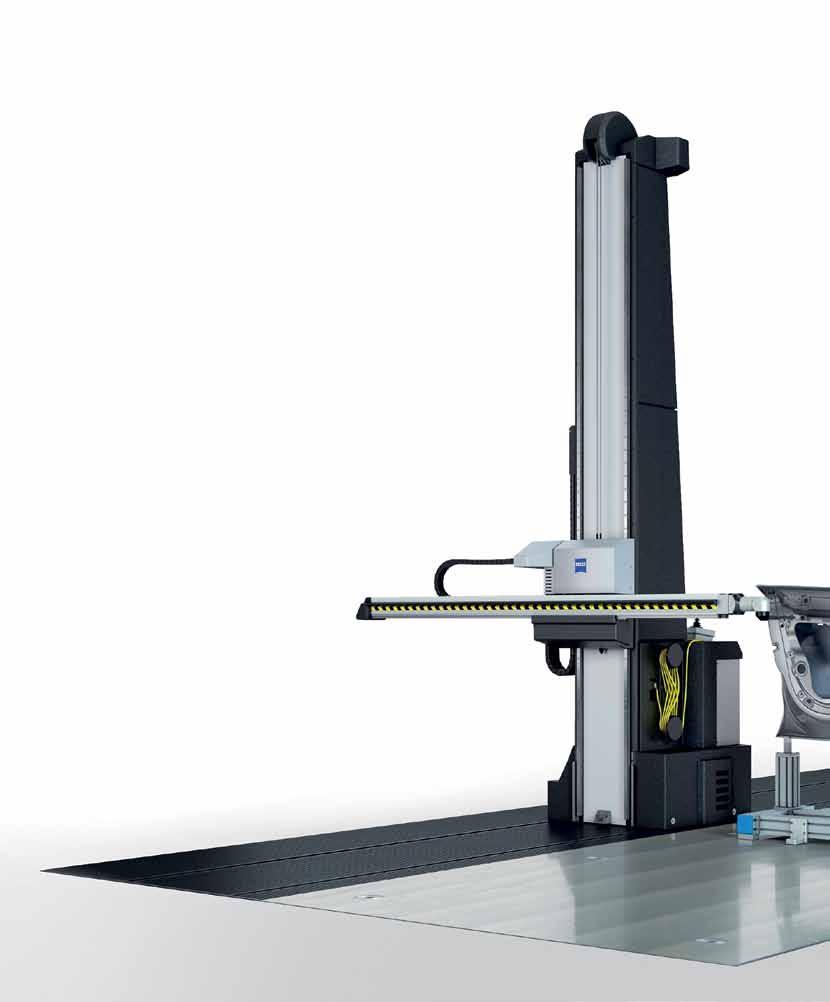
Консольные
Базовая часть консольной координатно-измерительной машины внешне и по принципу работы напоминает напольный сверлильный станок. Она состоит из:
- жестко установленной вертикальной стойки;
- консоли, которая способна вращаться на 360° в горизонтальной плоскости и перемещаться вертикально;
- каретки, которая движется вдоль консоли;
- пиноли, на которой закреплена измерительная головка.
Консольные КИМ подходят для измерения крупногабаритных деталей, работают достаточно быстро, но не способны давать высокой точности.
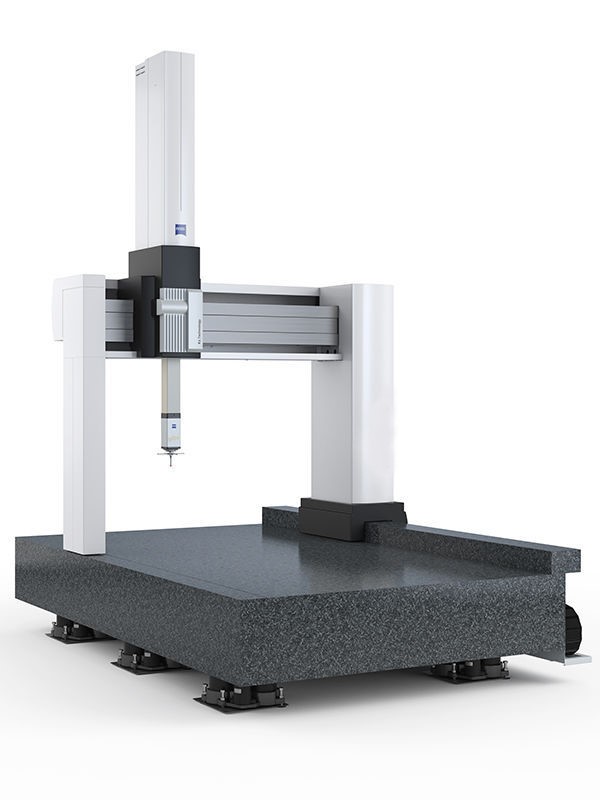
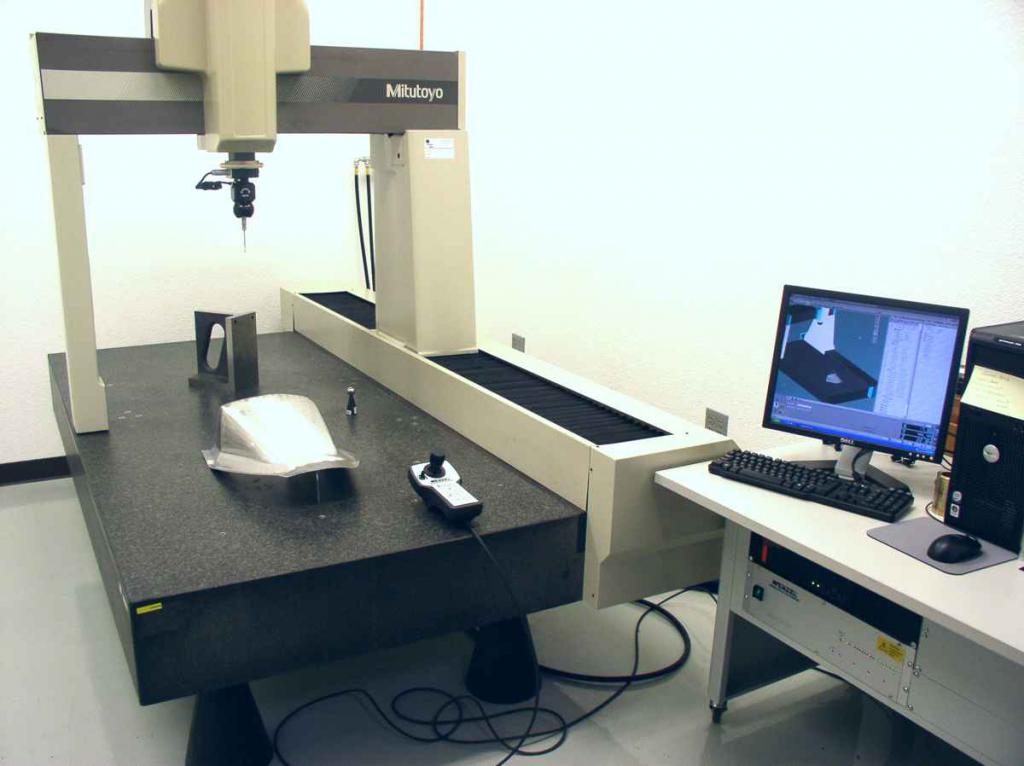
Портальные
Наиболее распространенной считается портальная компоновка координатно-измерительных машин. В состав машины входят:
- горизонтальный портал на П-образных стойках;
- каретка, движущаяся по его балке;
- пиноль с вертикальным перемещением;
- рабочий стол.
Различают модели с подвижным порталом и с подвижным столом.
К преимуществам такой компоновки относятся простота установки детали, хороший обзор рабочего пространства, высокая жесткость конструкции, что дает высокую точность измерений в сочетании с хорошей производительностью.
Мостовые
У мостовой в сравнении с портальной КИМ компоновкой значительно снижена масса подвижных частей, за счет чего повышается точность измерений. Установка детали возможна только через верх или со стороны, противоположной «дому» моста.
Шарнирно-сочлененные манипуляторы типа «рука»
Манипуляторы – преимущественно переносные конструкции. Они состоят из основания (треноги) из рукояти и нескольких шарнирно-сочлененных колен, на последнем из которых размещена измерительная головка. Основные преимущества таких установок — мобильность и высокая скорость измерений. Главный недостаток — сравнительно низкая точность, обусловленная способом определения координат. В шарнирах манипулятора «координатно измерительная рука» установлены датчики угловых перемещений. Они посылают сигналы, по которым система управления КИМ высчитывает положение контрольной точки, последовательно суммируя координаты каждого шарнира.

Датчики для координатно-измерительных машин
Скорость работы КИМ с определенными объектами сканирования и показатели предельных отклонений зависят не только от конструкции машины, но и от используемых датчиков. Наилучшие результаты в решении метрологических задач дают контактные и оптические преобразователи.
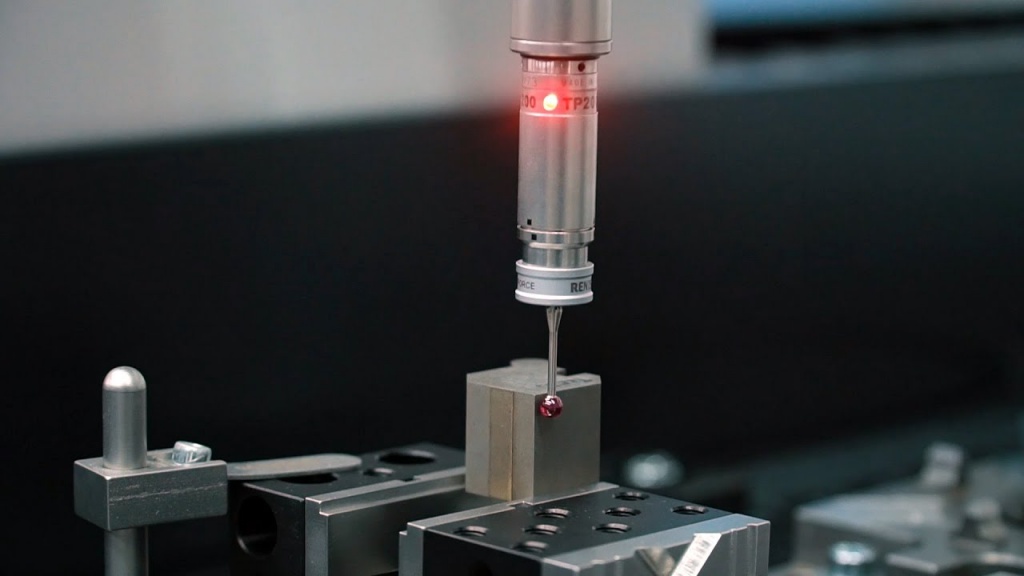
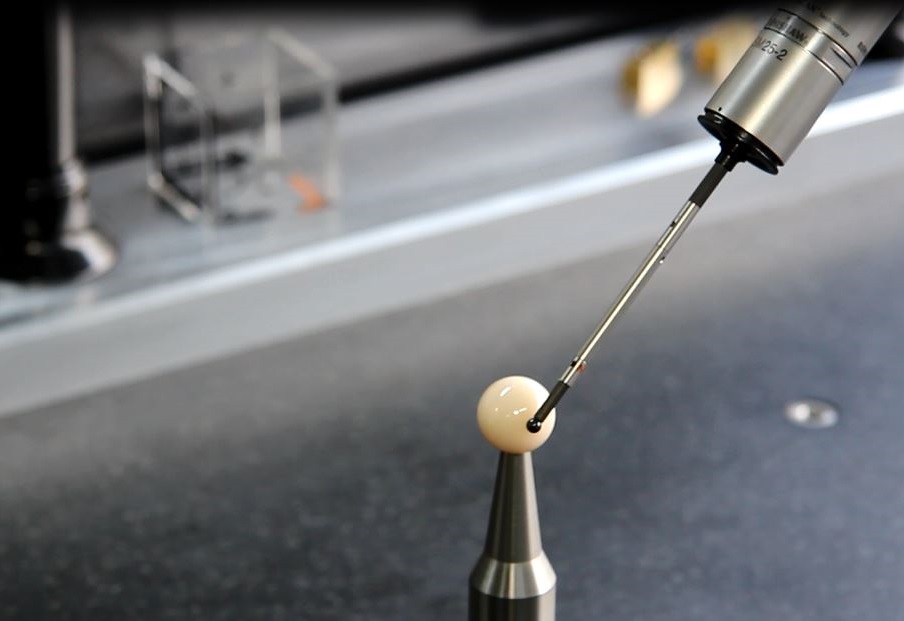
Контактные измерительные системы
Координатный датчик контактной измерительной системы представляет собой щуп, который подает сигнал при касании к измеряемому объекту.
В наиболее современных измерительных головках есть функция поворота на фиксированные углы, что дает возможность работать на объектах со сложной формой поверхности. Помимо расчета координат отдельных точек контактные датчики позволяют определять линейные размеры и форму поверхности. Также существуют преобразователи для определения шероховатости поверхности.
Одна из характеристик контактного датчика – время измерения. Для разных моделей оно составляет от десятых долей до нескольких секунд и оказывает значительное влияние на производительность КИМ.
Лазерные трекеры
Оптические преобразователи с лазерными излучателями (лазерные трекеры) предназначены для быстрого сканирования 3D объектов, линейные размеры которых могут превышать 100 м. Принцип работы датчика основан на измерении расстояния от излучателя до отражателя.
Специальная призма устанавливается вблизи измеряемого объекта. Излучатель посылает на нее сигнал и регистрирует его отражение. После калибровки отражающая призма устанавливается на поверхность объекта. Оператор координатно измерительной машины перемещает ее по контрольным точкам, а излучатель автоматически следует за ней. Фиксация координат выполняется автоматически или вручную (с пульта ДУ).
Что влияет на точность измерений?
У любого прибора есть погрешность измерений, и она может увеличиться в зависимости от окружающих условий. Выше было упомянуто влияние массы измеряемой детали, которая при установке на рабочий стол деформирует конструкции КИМ. Кроме этого, на точность влияют:
- Температура. Ее изменение по-разному влияет на линейные размеры машины и измеряемого объекта.
- Запыленность. Наличие взвешенных в воздухе частиц влияет на показания оптических датчиков.
При выборе координатно-измерительной машины следует обратить внимание на допустимые условия эксплуатации. Некоторые модели можно эксплуатировать только в стабильных температурных условиях, другие рассчитаны на работу в действующих цехах, и в их управляющих системах есть алгоритмы компенсации погрешностей.
Решение метрологических задач при помощи станков MULTICUT
Станки MULTICUT портальной конструкции способны решать обе задачи КИМ: создание 3D-моделей по существующему образцу и контроль размеров готовых деталей. На шпиндель можно установить контактный датчик и выполнить сканирование с заданным шагом. Применяемые нами стойки ЧПУ позволяют сохранять данные измерений, передавать их в совместимые CAD-CAM системы для обработки.
В базовую комплектацию каждого станка MULTICUT включен датчик поверхности, предназначенный для калибровки режущего инструмента. Он устанавливается на рабочий стол. Вынос инструмента определяется методом касания. Для получения дополнительных консультаций по комплектации станков свяжитесь с представителем компании через обратную связь или по телефону.
Электронная библиотека
Координатными измерительными машинами (КИМ) называют автоматические средства для определения линейных и угловых размеров, а также отклонений формы и расположения поверхностей и осей сложных корпусных деталей.
КИМ позволяет осуществлять перечисленные виды измерений в двух, трех и четырех координатах: X и Y (рис. 15.1, а); X, Y, Z (рис. 15.1, б); X, Y, Z плюс поворот на угол j в плоскости XOY (рис. 15.1, в).
Работают машины в двух режимах: либо осуществляется перемещение измерительного наконечника до контакта с измеряемой поверхностью и с помощью отсчетных устройств определяется ее положение в системе координат, либо измерительный наконечник по заданной программе перемещается в точки, соответствующие номинальным значениям определяемых размеров, а отсчетные устройства позволяют оценить отклонения положения действительных поверхностей от номинального значения. Чаще КИМ работают в первом режиме.
Основными узлами машин являются направляющие, по которым перемещается измерительная каретка с наконечником, отсчетные и счетно-решающие системы. Для уменьшения погрешности измерения КИМ снабжены либо направляющими качения, либо аэростатическими (на воздушной подушке) направляющими. Аэростатические направляющие высокоточных машин иногда изготовляют из твердых каменных пород, не подверженных (в отличие от металлических) температурным деформациям.
В качестве отсчетных устройств в КИМ используют специальные устройства – индуктосины. Они представляют собой электрическую машину со статором, развернутым в виде линейки, на поверхность которой печатным способом нанесены обмотки. Для этих же целей могут применяться и растровые фотоэлектрические преобразователи.
Современные КИМ оснащены ЭВМ, осуществляющими обработку результатов измерений, пересчет полученных значений размеров в зависимости от положения произвольно расположенной на столе машины контролируемой детали, печатание результатов измерений с указанием действительных значений измеренных параметров или их отклонений от заданных и их цифровую индикацию на специальных табло. Кроме того, ЭВМ руководит перемещениями каретки с измерительным наконечником, обеспечивая его последовательное автоматическое касание всех поверхностей, подлежащих контролю.
Раньше эта операция осуществлялась в соответствии с предварительно составленной программой (для каждого типоразмера деталей), введенной в ЭВМ.

Существенным недостатком такого метода является необходимость затрачивать время на написание программы, ее запись на программоноситель и отладку, что требует привлечения к процессам измерения программистов.
Современные конструкции машин позволяют оператору без программы быстро «обучить» машину выполнять измерения интересующих параметров конкретной детали. Для этого надо вручную переместить каретку с измерительным наконечником, касаясь этим наконечником поверхностей, подлежащих контролю. Машина запоминает эти движения и сама записывает их в виде управляющей программы, которую потом использует для измерения аналогичных деталей. При необходимости эта программа заносится в память машины и может быть использована в любое время. Координатные измерительные машины находят также широкое применение при разметке корпусных деталей.
Координатная измерительная машина ВЕ-111 (рис.15.1, в) позволяет проводить измерения и разметку по четырем координатам. Измеряемую деталь 4 устанавливают на самоустанавливающихся домкратах 5 стола 6, осуществляющего поворот детали вокруг вертикальной оси. Устройство 3 измерительным наконечником или разметочной головкой перемещается по осям X и Z с помощью каретки 2, которая поднимается и опускается по направляющим колонки 1. На каретке имеются направляющие, обеспечивающие перемещение штанги с устройством 3 в горизонтальном направлении по оси Y. Для измерений по оси X вся колонка перемещается по направляющим основания 7. Перемещение каретки 2 по оси Z осуществляется вручную, а по осям X и Y – с помощью электродвигателя.
Результаты измерений по четырем координатам считывают с цифрового отсчетного устройства 9 ЭВМ или печатаются на бумажной ленте принтера 8. Данная машина обеспечивает возможность измерения и разметки деталей размером до 750´460´630 мм.
Существующие модели координатных измерительных машин позволяют измерять и размечать детали размерами от 400…500 мм до 10…16 м. Наибольшее распространение получили машины для измерения деталей размером не более 500…1000 мм.
Срочно?
Закажи у профессионала, через форму заявки
8 (800) 100-77-13 с 7.00 до 22.00
Координатно-измерительная машина: описание, технические характеристики, применение
Машиностроительные предприятия все чаще интегрируют в производственные процессы высокоточное измерительное оборудование. Например, посредством контроля заготовительно-штамповочной линии можно получить детали с оптимальными геометрическими параметрами с точностью до 0,1-0,2 мкм. Особенно изготовление таких элементов важно в авиационном и космическом строительстве, где требуется применение сложных прецизионных компонентов. Также не исключается и возможность использования подобных методик в отраслях тяжелой промышленности, обслуживающей нужды широкой аудитории массового потребителя. На таких заводах и фабриках применяется координатная измерительная машина (КИМ), позволяющая контролировать процессы изготовления и обработки болванок, пуансонов, поршневых элементов, расходных частей и т. д.
Принцип работы оборудования

Весь процесс можно условно разделить на два этапа. На первом формируется координатная модель или схема, в которой распределяются контрольные точки. Количество фиксируемых плоскостей может быть разным в зависимости от типа оборудования. Простейшие модели сканируют объект в системе, построенной на осях X, Y, Z относительно базовой точки. Более технологичная 6-осевая координатно-измерительная машина строится на принципе параллельной кинематики. Это значит, что оператор получает динамичную модель в виде усеченной пирамиды, в которой присутствует 6 измерителей на подвижной каретке.
Второй этап предполагает непосредственное считывание информации о геометрических параметрах исследуемого объекта. Для этого задействуются щупы или датчики, сканирующие целевую деталь. Существуют контактные и бесконтактные виды щупов – соответственно, первые взаимодействуют с рабочей поверхностью, а вторые действуют по принципу волнового излучения. Типовые координатно-измерительные машины в машиностроении обычно работают на пьезоэлектрических датчиках, которые могут дополняться механико-электрическими контакторами. Это традиционная сканирующая оснастка, к недостаткам которой относят высокую погрешность, обуславливаемую разностью в силе касания щупов. И здесь стоит обратиться к существующим способам контроля, которые регулярно совершенствуются.
Методы контроля
В системах первого поколения применялся плазово-шаблонный способ счета геометрических данных, но сегодня предприятия переходят на бесплазовый. Принципиальная разница между этими методами заключается в отказе от физических шаблонов и форм, благодаря которым осуществлялся контроль. В новых модулях КИМ используется электронная модель, которая предоставляет на выходе трехмерную «картину» на базе математических расчетов. Чем выгодна такая координатно-измерительная машина? Прежде всего, унификацией комплекса данных, которые можно использовать и для других расчетов. Собранная информация заносится в базу данных и автоматически переправляется на другие участки контроля, занимающиеся исследованием смежных частей. В итоге оптимизируется и производственный процесс, и техника высокоточной подгонки деталей между собой. При этом и в сегменте бесплазовых методов есть свои технологические ответвления. Следует различать голографические, оптические и фотограмметрические способы контроля. Самым же перспективным считается лазерный способ сканирования объекта.
Особенности лазерного контроля
По сути, цифровой метод, отличающийся гибкостью в формировании моделей с поддержкой разных видов измерения – например, углового и линейного. В процессе сканирования образуется лазерный луч с применением дифракционного эффекта. Такой контроль чаще используется в изготовлении хвостовиков, трансмиссионных элементов, шасси и т. д. С помощью фотоприемного устройства также реализуется непараллельное обследование параметров изделия. В этом случае лазерная координатно-измерительная машина позволяет определять размеры отверстий, дефектов смещения, вибрационные и другие характеристики. В дальнейшем по результатам диагностики инженер выносит решение о балансировке или частичной механической доводке агрегата. Для измерения нагрузок используют лазерную авторефлекцию. Эта технология фиксирует показатели смещения при статической нагрузке на целевую поверхность редукторов и валов технических средств.
Характеристики КИМ

По своим размерам и конструкции такие машины напоминают промышленные обрабатывающие агрегаты, но основные рабочие характеристики отражаются в более точных контрольно-измерительных единицах и технических данных. К таким можно отнести следующие параметры типовой модели:
- Погрешность замера – диапазон от 0,1 до 0,1 мм.
- Перемещение щупов по осям – 700-1000 мм. Причем в одной установке характер движения по разным осям может отличаться.
- Максимально допустимый вес для заготовки – промышленная координатно-измерительная машина способна обслуживать детали массой до 1000 кг.
- Мощность – в среднем 1500 Вт.
- Напряжение – 380 Вт с допуском колебаний до 10 %.
- Рабочие температуры – 10-35 °С.
Классификация машин по способу управления

Модели, применяющие современные методы измерения, преимущественно управляются через дистанционные панели. Реализуется принцип программного контроля, на котором строится работа измерительных приборов на базе CNC (числовое программирование). Основная же часть контрольно-измерительных систем сегодня работает по комбинированным схемам. Это предполагает сочетание механического и электронного управления с элементами автоматизации. Передовая аппаратура и вовсе предусматривает связку тех же щупов с параллельно функционирующим производственным оборудованием, на котором выпускаются смежные детали.
Используется и традиционная конфигурация ручного управления. В этом случае оператор координатно-измерительной машины находится непосредственно на линии контроля и взаимодействует с техникой посредством специального джойстика. Эта модель применяется в плазово-шаблонных агрегатах и постепенно уходит в прошлое.
Классификация по конструкционному исполнению

В зависимости от условий эксплуатации и задач обработки могут использоваться горизонтальные, вертикальные и мостовые типы КИМ. В первом варианте обеспечивается высокая точность, обусловленная жесткостью конструкции. Оператор в этом случае получает возможность прямого доступа к внутренней структуре целевого объекта. На практике горизонтальные установки чаще применяются в обслуживании мелких деталей. Вертикальные координатно-измерительные машины считаются наиболее точными, поэтому их используют в ответственных метрологических исследованиях. Но, для использования такого оборудования потребуется термостатирование цеха, а также высокие затраты на обслуживание системы. Что касается мостовых машин, то они благодаря износостойкой оснастке позволяют работать с крупноформатными изделиями.
Мобильные и стационарные КИМ

В основном применяют стационарные машины на конвейерных линиях, ориентированных на конкретные задачи обслуживания заготовок с определенными параметрами. Но при обработке уникальных крупногабаритных заготовок может потребоваться обследование «на выезде». В этом случае потребуется портативная координатно-измерительная машина, обеспеченная многоосевыми органами контроля. Несколько функциональных рукавов с чувствительными датчиками анализируют объект на расстоянии, посылая данные в компьютер или другое обрабатывающее информацию устройство.
Применение КИМ
Контрольно-измерительные системы в разных исполнениях требуются на машиностроительных, авиационных, металлургических и других предприятиях. На небольших заводах и в мастерских, например, часто используют компактные агрегаты с ручным управлением. Точный контроль в данном случае позволяет выпускать эксклюзивные мелкие детали с правильной геометрией. В сложных технологических процессах применение координатно-измерительных машин оправдывает себя и как способ объединения нескольких этапов производства. Например, контрольный узел может выступать центром сбора информации о всех частях и деталях конструкции или готового технического средства, что минимизирует и риск допуска ошибок.
Заключение
Внедрение КИМ в производственный процесс давно стало показателем современного подхода к деятельности предприятия. Отказ от устаревших подходов к контролю элементов и оснастки с задействованием шаблонов повышает и качество сборки, и технологическую эффективность рабочего участка. В то же время и новое поколение измерительных приборов для контроля геометрических параметров регулярно улучшается в разных аспектах. Так, передовым направлением развития можно назвать бесконтактные лазерные сканеры, отличающиеся удобством применения и высокой точностью анализа. Единственным недостатком прогрессивных систем этого типа является высокая стоимость и дороговизна обслуживания. На данном этапе лазерные модели координатно-измерительных установок доступны только крупным производственным комплексам, а также исследовательским центрам.