ЭЛЕКТРОТЕХНИКА Лабораторная работа
Разборка двигателя постоянного тока
Выполнению ремонтных работ предшествует разборка и дефектация, которая выполняется в следующем порядке:
1 Снятие жалюзи, проверка или нанесение меток на траверсу щеткодержателей и подшипниковый щит;
4 Снятие крышки подшипника;
5 Снятие подшипникового щита, при этом щит сначала должен сойти с замка на станине, а затем с подшипника. После этого якорь ложится на полюса;
6 Отворачивание болтов и снятие другого подшипникового щита с замка на корпусе. Вынимание якоря из индуктора;
7 Снятие крышки подшипника и щита с подшипника;
8 Снятие подшипника и вентилятора;
9 Дефектация узлов и деталей;
Дальнейшая разборка производится редко, когда в результате дефектации обнаружены неисправности в коллекторе, обмотках якоря, индуктора, и т. д. Дальнейшая разборка включает извлечение обмотки якоря из пазов, снятие основных и добавочных полюсов, снятие и разборка коллектора, разборку щеточного аппарата.
Дефектовку начинают с внешнего осмотра, проверяя отсутствие трещин, отколов, деформаций в корпусе, состояние резьбовых отверстий, наличие распущения крайних листов, выгорание отдельных листов, наличие коррозии. Измеряют в двух взаимно перпендикулярных плоскостях диаметр замков на корпусе, на которые надевают щиты. В машинах нормального исполнения точность обработки замков должна быть в пределах 7-9го квалитетов.
Признаками окончательного брака индуктора являются: откол более двух лап, увеличение воздушного зазора более чем на 15%, наличие сквозных трещин в корпусе.
У якоря подаваемого на дефектовку должны быть отремонтированы центральные отверстия. Якорь устанавливают шейками вала на призмы, производят внешний осмотр, измеряют диаметр сердечника(для определения воздушного зазора расчетным методом), проверяют посадочные места шеек вала под посадку подшипников и вентилятора, проверяют состояние шпоночных пазов и рабочего конца вала, биение шеек вала и сердечника якоря. Осматривают коллектор (на отсутствие подгаров, поджогов, оплавления, неравномерности выработки), устанавливают величину их выработки. Поверхность под посадку подшипников должна иметь допуск к4-к6, под посадку вентилятора h6-h11, под посадку коллектора к6-к8.
Признаками окончательного брака якоря являются: излом вала в любом сечении, значительный износ сердечника якоря вследствие коррозии, абразивного воздействия пыли и т. п.
Дефектовка подшипниковых щитов
Проверяют внешним осмотром подшипниковые щиты на отсутствие трещин и изломов. Измеряют посадочные места под подшипник и на корпус индуктора, состояние отверстий, целостность приливов.
Признаками окончательного брака подшипниковых щитов являются: трещины и отколы в щитах и на посадочных поверхностях, откол крепежных приливов.
Дефектовка токосъемного устройства
Проверяют внешним осмотром состояние щеткодержателей, пружин, выводных кабелей, крепление канатиков в щетках. Зазор между щеткой и щеткодержателем необходим 0.2-0.3 мм. Давление пружин на щетки должно быть одинаковым и соответствовать заданному значению. Измеряют сопротивление изоляции между корпусом и щеткодержателем.
Проверяют осмотром крепежные детали (болты, гайки, шпильки и т. п.) на отсутствие трещин, надрывов возле головок болтов и деформации шпилек, состояние резьбы. Качество резьбы определяют резьбовыми кольцами.
Признаками окончательного брака крепежных деталей являются: повреждение более 20% ниток резьбы, трещины и надрывы возле головок болтов, уменьшение диаметра болтов и шпилек более чем на 10% в результате коррозии.
Сборка машин постоянного тока
Сборку электрических машин постоянного тока начинают со сборки индуктора которая предусматривает установку и крепление в корпусе главных и добавочных полюсов с катушками, соединение катушек по электрической схеме, изоляцию между катушечных соединений и проверку правильности соединений.
На сердечники полюсов надевают катушки и крепят их в соответствии с эскизами, снятыми при разборке индуктора. Каждый полюс помещают на • прежнее место согласно эскизу, составленному при разборке машины. Полюсы заводят внутрь корпуса и поочередно завертывают болты, при этом полюсы должны примыкать к корпусу всей поверхностью.
Катушки главных и добавочных полюсов соединяют между собой согласно электрической схеме, эскиз которой сделан при разборке. Для правильного чередования полярности полюсов начала Н2-Н5 и концы К1-К6 катушек соединяют, соединения изолируют несколькими слоями стеклолакоткани или другой аналогичной изоляцией и стеклянной лентой. Места изолирования промазывают эмалью и сушат. Изоляцию выводных кабелей в местах выхода из корпуса электрической машины предохраняют резиновыми или пластмассовыми втулками, которые устанавливают в корпусе.
В собранном индукторе проверяют правильность чередования полярности полюсов.
Рисунок 2- Схема проверки правильности чередования полюсов
К выводам Н1-Н6 обмотки подключают постоянный ток. В индуктор вводят компас и поочередно подносят к каждому полюсу. Полярность полюсов должна чередоваться. Так же проверяют полярность дополнительных полюсов. Чередование полярности главных и добавочных полюсов зависит от направления вращения якоря и режима работы электрической машины (в качестве генератора или двигателя).
Рисунок 3- Полярность добавочных полюсов при работе машины в режиме генератора и в режиме двигателя
У генераторов, если смотреть по направлению вращения якоря, после главного располагается дополнительный полюс другой полярности, а у электродвигателя дополнительный той же полярности (рисунок 3).
Затем собирают якорь. Напрессовывают вентилятор, надевают внутренние крышки подшипников и устанавливают посадкой с натягом подшипники. На якорь надевают правый щит и завертывают болты. Якорь имеет вентилятор , размер которого больше внутреннего отверстия индуктора, поэтому якорь можно завести в индуктор только с правой стороны. Якорь заводят в индуктор и опускают на полюсы.
Собирают левый подшипниковый щит. На выточку щита устанавливают по меткам траверсу щеткодержателей с щеткодержателями и щетками. Щит ставят на корпус и продвигают вперед до корпуса. Затем оба щита надвигают на корпус так, чтобы замки на щитах и корпусе сомкнулись. Наживляют болты крепления щитов и завертывают их соблюдая необходимый порядок. Последней устанавливают крышку подшипника с левой стороны. Проверяют легкость вращения якоря и отправляют его на испытание.
Порядок выполнения работы
1. Изучить методическое указание;
2. Составить технологическую карту разборки по форме (таблица 1) и согласно ее разобрать ДПТ и доложить преподавателю;
Технология и оборудование производства электрических машин — Общая сборка электрических машин постоянного тока
Содержание материала
Последовательность общей сборки.
Технологический процесс сборки электрических машин постоянного тока отличается от процесса сборки машин переменного тока. Машины с неразъемной станиной (рис. 18-9) собираются в следующей последовательности. Вначале подготавливают к сборке якорь, индуктор и подшипниковые щиты.
Собственно сборка электрической машины начинается с запрессовки в станину переднего щита (со стороны коллектора). Затем в индуктор вводят якорь и запрессовывают задний щит, устанавливают комплект щеток и электродвигатель передают на испытание. Завершающими операциями являются отделка и окраска электрической машины.
Подготовка к общей сборке сборочных единиц.
Якорь. С помощью горизонтального гидравлического пресса в холодном состоянии на вал напрессовывается вентилятор. На оба конца вала надевают внутренние крышки, со стороны привода напрессовывается шарикоподшипник, а с противоположной стороны, разобрав роликоподшипник, напрессовывают только внутреннее кольцо.
Шарикоподшипник запирается на валу втулкой, которая насаживается в горячем состоянии, предварительно нагретая в печи до температуры 130—150°.
На наружное кольцо подшипника напрессовывается подшипниковый щит, в подшипник закладывают консистентную смазку и подшипник закрывают наружной крышкой. В таком виде якорь подготовлен к вводу в индуктор.
Индуктор. Сборка индуктора заключается в установке в станину главных и дополнительных полюсов с катушками, соединения их по схеме, изолировки межкатушечных соединений и проверки правильности соединения.
Перед установкой в станину сердечники главных и дополнительных полюсов с помощью пневматического пресса запрессовывают в их катушки.
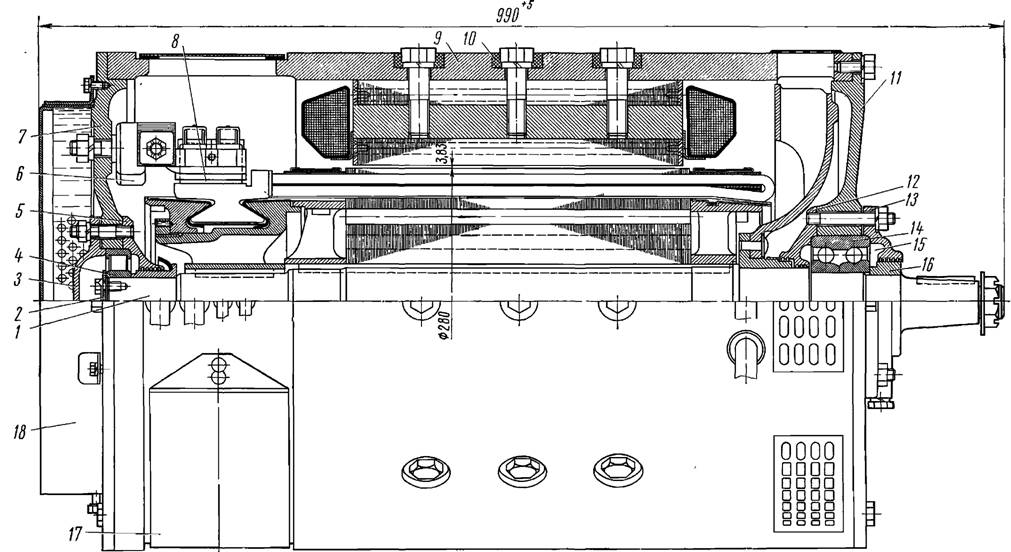
Рис. 18-9. Общий вид тягового электродвигателя:
1 — якорь; 2 — шайба; 3, 5, 12, 13 — крышки подшипников; 4, 14 — подшипники; 6 —щеткодержатель; 7, 11 — подшипниковые щиты; 8 — щетки; 9 — индуктор; 10 — замазка; 15 — смазка жировая; 16 — втулка; 17 — крышка; 18 — кожух
Для предохранения от истирания изоляции катушки о сердечник между сердечником и катушкой перед запрессовкой прокладывают металлические фланцы. Установка в индуктор сердечников полюсов с катушками небольшого веса не представляет особых затруднений. Левой рукой сборщик поддерживает в индукторе сердечник с катушкой, а правой вставляет в отверстия станины болты и ввертывает их в сердечник полюса.
Тяжелые полюса при установке в индуктор поддерживаются с помощью местных подъемников или мостового крана.
На заводе «Электротяжмаш» (г. Харьков) для поддержания и ввода в индуктор дополнительных полюсов пользуются специальным приспособлением, представляющим собой крестовину с центральным стержнем в середине, за который оно подвешивается на крюк крана. Дополнительные полюса устанавливаются на крестовину вокруг центрального стержня и вместе с приспособлением вводятся в станину. С помощью такого приспособления удобно устанавливать полюса в станину.
После установки полюсов расстояние между ними проверяют контрольными штихмасами.
Катушки главных и дополнительных полюсов между собой и с выводными кабелями соединяют согласно схеме, свертывая их наконечники болтами с шайбой и гайкой.
Межкатушечные соединения и соединение концов катушек с выводами изолируются несколькими слоями стеклолакоткани и стеклянной ленты.
Изоляция выводных кабелей в местах входа и выхода из станины машины предохраняется резиновыми втулками, которые надевают на кабель.
У собранного индуктора, подключив обмотку возбуждения к источнику постоянного тока, проверяют полярность полюсов компасом.
Подшипниковый щит. До сборки подшипникового щита со станиной на щит стороны коллектора устанавливается и соединяется по схеме комплект щеткодержателей, а если на якоре предусмотрен роликоподшипник, то в щит запрессовывается наружное кольцо его.
Щеткодержатели на подшипниковом щите закрепляют в определенном месте и при этом выдерживают жесткий допуск на расстояние их относительно друг друга и оси щита.
Если щеткодержатели закреплены на отдельных пальцах, то их положение определяется отверстиями под пальцы, которые сверлят в щите по кондуктору.
При креплении щеткодержателей на кольцевой поворотной траверсе установку их на траверсу удобнее производить с помощью приспособлений (рис. 18-10).
Сборка щеткодержателей происходит в следующей последовательности. В каждый из четырех щеткодержателей 2 вставляют вилку 3, выполненную по размерам паза под щетку, вместе с вилками щеткодержатели устанавливают в приспособление и эксцентриками 8 через оси 7 прижимают к оправке 1.
При этом вилки своими концами входят в пазы оправки, изготовленные с более жесткими допусками на взаимное расположение, чем щеткодержатели на траверсе.
В заточку втулки 6 устанавливают изолирующую траверсу 5, к которой винтами 4 привертывают щеткодержатели.
Сборка машины.
После того как собраны сборочные единицы, приступают к сборке машины.
В отличие от сборки электрических машин переменного тока подшипниковые щиты в индуктор машин постоянного тока запрессовывают поочередно.
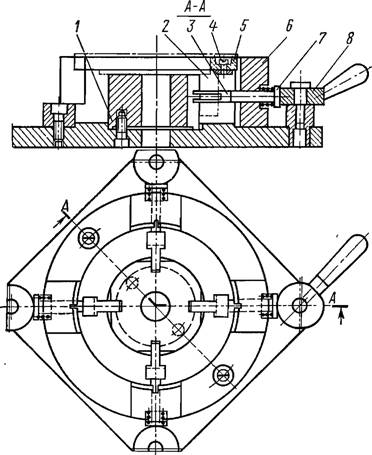
Рис. 18-10. Приспособление для сборки траверз со щеткодержателями
Вначале в индуктор со стороны коллектора запрессовывают передний подшипниковый щит с собранными на нем деталями.
Для выполнения этой операции станину устанавливают в вертикальное положение, щит вставляют в индуктор, в отверстие станины ввертывают вручную на несколько ниток болты.
Затягивая поочередно болтовертом болты, расположенные диаметрально противоположно, щит запрессовывают в станину.
Ввод якоря в индуктор и запрессовку заднего щита в станину можно производить как при вертикальном, так и горизонтальном расположении индуктора.
При сборке машины в вертикальном положении якорь в индуктор вводится с помощью крана, которым вал захватывается за подъемное кольцо, навертываемое на резьбовой конец вала якоря.
Подшипниковый щит в станину запрессовывается также за счет затяжки болтов, крепящих щит к станине. При сборке в горизонтальном положении щит в станину не запрессовывается, а свободно вставляется, так как перед этим горловину станины разогревают специальным индукционным нагревателем.
Таким способом собираются на заводе «Электротяжмаш» тяговые тепловозные электрические машины. Для ввода якоря в индуктор применяется приспособление, конструкция которого аналогична приспособлению для ввода ротора в статор.
По данным завода, сборка машин в горизонтальном положении с применением разогрева горловины станины более производительна, чем сборка в вертикальном положении.
Отделка электрической машины.
Отделка машины производится до и после испытания машины. Непосредственно после сборки устанавливают комплект щеток; в роликоподшипник со стороны коллектора закладывают смазку и щит закрывают крышкой. Таким образом, электрическую машину подготавливают к испытанию.
После испытания коллекторные люки станины закрывают крышками; на конец вала навертывают гайку и устанавливают шпонку; конец вала смазывают антикоррозионной смазкой, обертывают бумагой и обвязывают бечевкой; на концы выводных кабелей закрепляют ярлычки согласно схеме соединений; сверлят отверстия для крепления заводского щитка и щиток заклепками прикрепляют к станине. После операции окраски электрическую машину отправляют на склад.

Рис. 8-11. Крановый электродвигатель постоянного тока серии ДП с разъемной станиной
Особенности сборки электродвигателей с разъемной станиной.
Для удобства сборки, ухода и ремонта в процессе эксплуатации крупные машины постоянного тока изготовляют с разъемной станиной. На рис. 18-11 показан общий вид такого двигателя.
Основное отличие (обусловленное конструкцией) сборки электродвигателей с разъемной станиной в сравнении с обычными двигателями заключается в установке якоря и подшипниковых щитов в станину.
Сборку двигателя начинают с установки полюсов в каждую из половин станины.
Благодаря тому что станина индуктора разъемная, установка якоря и щитов в индуктор не представляет затруднений.
В процессе сборки якоря оба подшипниковых щита с запрессованными в них наружными кольцами роликоподшипников устанавливают на якоре.
После установки полюсов в нижнюю часть станины и соединения их по схеме на нижнюю часть накладывают якорь с подшипниковыми щитами.
Все это затем сверху накрывают второй половиной индуктора и половинки станины скрепляют между собой болтами.
В поперечном направлении одна половина станины относительно другой центрируется замковым соединением (в нижней половине имеется продольный паз, а в верхней выступ), а в продольном направлении положение обеих половинок определяется ребордами подшипниковых щитов.