Типичные неисправности автомобиля
Разборка-сборка автомобиля
Правила разборки, сборки автомобиля. Узлы и агрегаты автомобиля будут работать надежно только в том случае, если они правильно собраны, по установленным требованиям. Во первых перед сборкой необходимо очистить детали. Если на сопрягаемых поверхностях имеются риски или царапины их необходимо зачистить. Если износилось резьбовое соединение, необходимо нарезать его метчиком или прочистить. Все детали перед сборкой смазываются смазкой соответствующей для применения в данном узле. Следует учитывать при сборке, что некоторые детали являются не взаимозаменяемыми.
Основное правило сборки: при сборке автомобиля все детали надо ставить на прежние места, для чего при разборке их следует помечать.
Болты и гайки должны закручиваться равномерно в два-три подхода, в определенной последовательности. Наиболее важные болты закручивать необходимо динамометрическим ключом с установленным усилием в технической документации данного узла. Не правильная затяжка болтовых соединений может привести к деформации отдельных деталей.
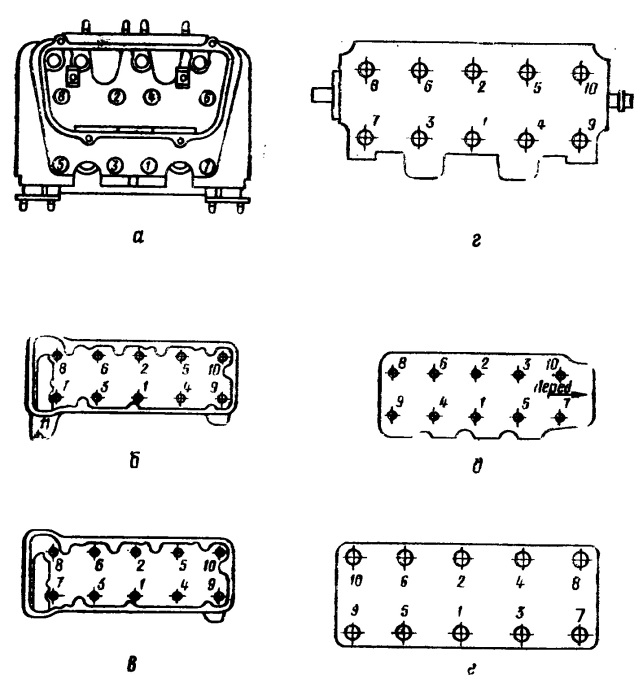
Порядок затяжки болтов головок блока цилиндров: во первых затяжка должна производится крест на крест, но при этом, на некоторые автомобили в технической документации существует своя последовательность затяжки болтов.
а – ЗАЗ-968, б – ВАЗ–2101, в – ВАЗ-2105, г – ВАЗ–2108, 2109, д-москвич-412, е-ГАЗ-24
У автомобилей ВАЗ 2108 и 2109 болты крепления головки блока цилиндров затягиваются особым способом, в 4ре приема: сначала затянуть все болты с моментом 20 Нм, затем подтянуть их моментом 87 Нм, и довернуть их на 90 градусов. Со временем болты удлиняются, поэтому их использование разрешается только, если они вытянулись не более 135,5 мм ( не учитывая головки болта).
Гаечные ключи обязательно должны соответствовать размерам болтов (гаек). Если грани болта немного смяты, их необходимо поправить напильником.
Монтаж шариковых подшипников.
Обоймы роликовых и шариковых подшипников запрессовывают на вал применяя специальные оправки показанные на рисунке. Оправки при этом должны быть сконструированы таким образом, чтобы усилие пресса действовало на кольцо подшипника и не передавалось через шарики.
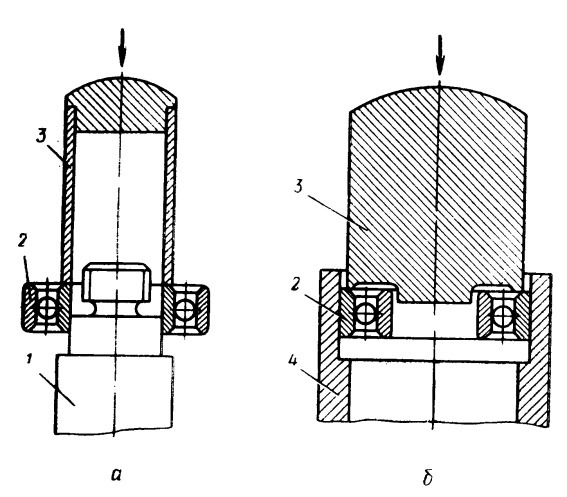
а – на вал, б – во втулку, 1 – вал, 2 – подшипник, 3 – оправка, 4 – втулка.
Для отворачивания очень тугих болтов и гаек рекомендуется следующие приемы:
— Слегка сдвинуть болт в сторону завертывания
— Постучать по гайке молотком
— Положить на конец болта тампон смоченный керосином, дизельным топливом, смазкой (бензин не годится, так как он скоро испарится).
— Нагрейте гайку паяльником и дайте ей остыть, повторить несколько раз.
Шпильки в резьбовое отверстие ввертывают специальным ключом. При отсутствии ключа на шпильку навертывают две гайки и затягивают их относительно друг друга, а дальше применяют обычный гаечный ключ.
Особенности сборки и разборки некоторых узлов автомобиля.
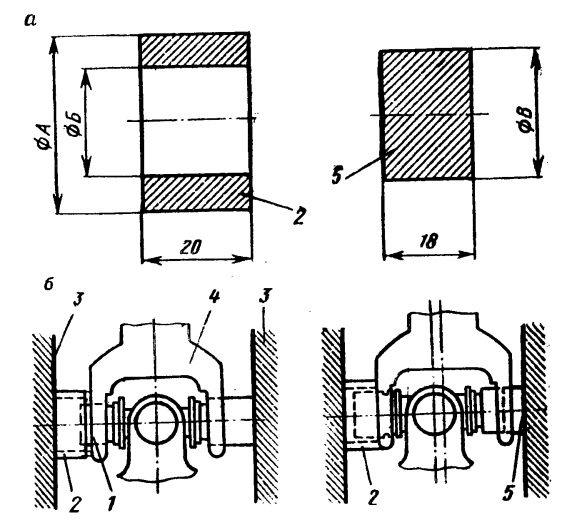
Карданные шарниры необходимо разбирать с помощью специального кольца 2 и оправки 5 и не в коем случае не пользоваться молотком. В качестве пресса можно использовать большие тиски. Чтобы собрать карданные шарниры необходимо вставить их в отверстия вилок. Крестовина и вилки должны быть установлены в прежнее положение относительно друг друга.
а – кольцо и оправка, б – последовательность действий, 1 – корпус подшипника, 2 – кольцо, 3 – губки тисков, 4 – вилка карданного шарнира, 5 – оправка.
Как ремонтировать автомобиль
Технология сборки автомобиля
Механизация технологии сборки автомобиля
Выбор средств механизации сборочных работ зависит от количества собираемых автомобилей, а также от требуемой точности сборки. Наибольшая производительность и точность соединения деталей достигаются с помощью различных механизированных инструментов и приспособлений. По принципу действия механизированный инструмент с электрическим, пневматическим и гидравлическим приводом делится на следующие группы:
ударного действия — клепальные молотки, шиберы, кернеры;
вращательного действия — дрели, шлифовальные машины, гайковерты, отвертки.
Приспособления, применяемые при технологической сборке автомобиля, подразделяются на следующие виды:
для установки и соединения деталей — подставки с призмами для установки деталей на валы, поворотные столы для монтажа деталей и др.;
для напрессовки на валы зубчатых колес, шкивов, подшипников и т.д.;
контрольные приспособления и стенды для проверки качества сборки и определения действительных эксплуатационных характеристик сборочного узла или автомобиля.
В качестве подъемно-транспортных средств для обеспечения сборочного процесса используются электрические и гидравлические подъемники, мостовые краны, однобалочные мостовые краны (кран-балки), поворотные консольные краны, однорельсовые подвесные пути (монорельсы), оборудованные электрическими талями. Транспортировка деталей и узлов осуществляется с помощью электрокаров, электропогрузчиков, рельсовых и безрельсовых тележек, пластинчатых конвейеров (рольгангов), подвесных конвейеров. Для общей сборки автомобилей обычно используются грузоведущие конвейеры.
Рабочие места сборщиков располагают в порядке последовательности операций технологического процесса сборки. При выполнении сборочных работ должны соблюдаться правила техники безопасности.
Сборка должна производиться на специальных стендах или приспособлениях, обеспечивающих устойчивое положение собираемого изделия или сборочной единицы. Инструмент, используемый для сборочных работ, должен находиться в исправном состоянии и соответствовать своему назначению.
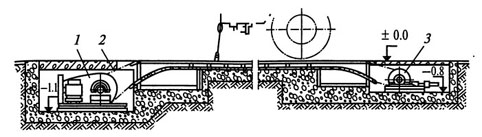
Грузоведущий конвейер: 1 — приводная станция; 2 — тяговая цепь; 3 — натяжная станция.
Электрические и пневматические инструменты перед началом работы необходимо опробовать вхолостую для проверки их исправности. Электрические провода и шланги пневмоинструмента не должны быть натянуты.
Как ремонтировать автомобиль
Организация сборки автомобилей
Организация сборки автомобилей. Общую сборку автомобилей производят либо на универсальных рабочих местах при небольшом объеме производства и многономенклатурной производственной программе, либо на потоке в случае специализированных предприятий со значительным объемом производства. Общая сборка на ремонтном предприятии должна производиться в той же последовательности и с той же тщательностью, как и сборка нового автомобиля.
Сборка на универсальных рабочих местах характеризуется неподвижностью собираемого автомобиля, к которому подаются все составные части. Такая организация сборки требует продолжительного времени и сборщиков высокой квалификации.
Поточная сборка осуществляется при принудительном передвижении собираемого автомобиля. Автомобиль перемещается конвейером, на котором производится процесс сборки. Движение конвейера (непрерывное или периодическое) принимается в зависимости от размера производственной программы, такта выпуска, сложности сборочных операций и других технологических факторов. Отрезок времени между выходом со сборки двух готовых автомобилей называется тактом сборки.
Характерными для поточной сборки автомобиля являются следующие признаки:
за рабочим местом закреплена определенная сборочная операция;
собранный на предыдущем рабочем месте автомобиль передается на следующую операцию немедленно по окончании предыдущей;
на всех рабочих местах сборочной линии работа синхронизирована и производится по выбранному такту;
Процесс сборки автомобиля начинается, как правило, с установки рамы автомобиля на подставки при сборке на универсальных рабочих местах или на подвижные тележки при поточной сборке. Затем на базовую сборочную единицу (раму) устанавливают в строгой технологической последовательности все основные узлы и агрегаты: передний и задний мосты, карданную передачу, рулевое управление, двигатель в сборе с коробкой передач, радиатор, кабину, колеса и остальные узлы, механизмы и детали. В процессе сборки выполняются необходимые регулировочные работы.
При сборке необходимо обращать внимание на строгое центрирование агрегатов относительно друг друга, так как несоблюдение этого условия приводит к чрезмерному износу отдельных агрегатов и их преждевременному выходу из строя в процессе эксплуатации.
Общие правила разборки и сборки автомобиля, применяемые инструменты, приспособления и оборудование
При разборке и сборке автомобиля, его агрегатов, узлов и приборов основными работами являются: вывертывание и завертывание винтов, болтов, шпилек, отвертывание и завертывание гаек, снятие и установка шестерен, шкивов, подшипников, запрессовка и выпрессовка втулок, пальцев.
Выполняя разборочно-сборочные работы, необходимо соблюдать строгую последовательность операций, иначе работа будет усложнена, качество ее невысоким, а время увеличится.
Чтобы избежать этого, нужно пользоваться технологической картой, в которой указывают последовательность операций разборки или сборки, необходимые инструмент, приспособления и оборудование для выполнения той или иной операции, а также разряд работ. Ниже приведена форма технологической карты.
Выполнять работы следует специализированными инструментом и приспособлениями, применение несоответствующего инструмента приводит к порче граней головок болтов и гаек.
Удалять болты, шпильки и пальцы необходимо специальными выколотками из красной меди, так как ударять по самой детали не разрешается. Шестерни, шкивы, втулки и подшипники удалять под прессом или при помощи соответствующих съемников.
Разбирать агрегаты следует в закрытых помещениях, чтобы снятые детали не подвергались воздействию атмосферных осадков и загрязнению.
Во избежание механических повреждений снятые детали и крепежный материал укладывают в ящики или на стеллажи; не допускается разбрасывать их на полу; сопряженные детали необходимо помечать, чтобы не спутать при последующей сборке.
Снятые болты вкладывают обратно в отверстия деталей, надевают на них шайбы и навертывают гайки; это облегчает и ускоряет последующую сборку.
Агрегаты разбирают на узлы на специальных или универсальных стендах, а узлы на детали — обычно на верстаке, используя при этом слесарно-монтажное оборудование и инструмент.
«Автомобиль», под. ред. И.П.Плеханова
Основным рабочим местом автослесаря вне постов и линий технического обслуживания и ремонта является пост, оборудованный слесарным верстаком, на котором разбирают и собирают снятые с автомобиля узлы и приборы и выполняют слесарно-подгоночные и другие работы. Крышку верстака обивают тонкой листовой (кровельной) сталью, что предохраняет, его от повреждений и облегчает содержание в чистоте. Приступая к работе, автослесарь…
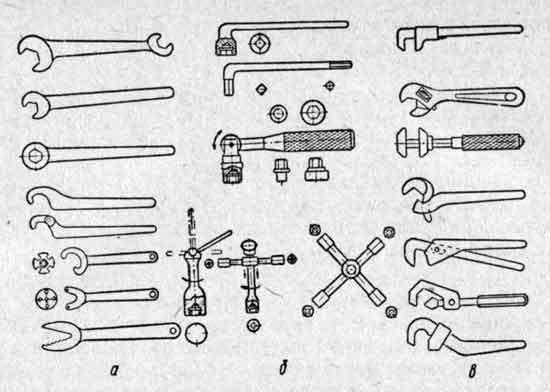
Завертывают и отвертывают болты и гайки разных видов с головками различной формы обычными и специальными гаечными ключами. Наиболее часто применяемые гаечные ключи показаны на рисунке. Гаечные ключи Гаечные ключи: а — открытые двухсторонний и односторонний, накладной, секторные и вильчатые; б — угловые торцовые, торцовый со сменной поворотной головкой, крестообразные; в — универсальные разводные. При разборочно-сборочных…
Сборка машин. Способы организации сборки
Общую сборку автомобилей выполняют либо на потоке в случае специализированных предприятий со существенным объемом производства, либо на универсальных рабочих местах при небольшом объеме производства и многономенклатурной производственной программе. Как и сборка нового автомобиля, на ремонтном предприятии общая сборка должна производиться в той же последовательности и с той же тщательностью.
На универсальных рабочих местах сборка характеризуется неподвижностью собираемого автомобиля, к которому подаются все составные части. Такая организация сборки требует сборщиков высокой квалификации и значительных затрат времени.
Поточная сборка производится при принудительном передвижении собираемого автомобиля. Процесс сборки осуществляется на конвейере, по которому движется автомобиль. Движение конвейера (непрерывное или периодическое) определяется в зависимости от размера производственной программы, такта выпуска, сложности сборочных операций и других технологических факторов. Отрезок времени между выходом со сборки двух готовых автомобилей называется тактом сборки.
Характерными для поточной сборки являются следующие признаки:
- за рабочим местом закреплена конкретная сборочная операция;
- на всех рабочих местах сборочной линии работа синхронизирована и осуществляется по выбранному такту;
- собранный на предыдущем рабочем месте автомобиль подается на следующую операцию немедленно, как только окончена предыдущая;
- сборка механизирована.
При сборке на универсальных рабочих местах процесс сборки начинается, как правило, с установки рамы автомобиля на подставки или на подвижные тележки при поточной сборке. В строгой технологической последовательности на базовую сборочную единицу (раму) устанавливают все основные узлы и агрегаты: передний и задний мосты, карданную передачу, рулевое управление, двигатель в сборе с коробкой передач, радиатор, кабину, колеса и остальные узлы, механизмы и детали. Необходимые регулировочные работы выполняют в процессе сборки.
В процессе эксплуатации несоблюдение условия центрирования приводит к чрезмерному износу отдельных агрегатов и их преждевременному выходу из строя. Поэтому при сборке необходимо обращать внимание на данный фактор — строгое центрирование агрегатов относительно друг друга.