Инструкция по эксплуатации для зиговочного станка TZ-08 (RM-08)
РУЧНАЯ
ПРОФИЛИРУЮЩАЯ РОЛИКОВАЯ МАШИНА
TZ08
Руководство по сборке и эксплуатации
ОПИСАНИЕ Профилирующая роликовая машина предназначена для обработки краев вентиляционных и других труб/коробов, для их последующей стыковки, для прокатки рифтов, отбортовки края листа и других работ, в зависимости от комплектации насадками. Исполнение настольное. ДАННУЮ ИНСТРУКЦИЮ НЕОБХОДИМО СОХРАНИТЬ Руководство необходимо для обеспечения безопасной и эффективной эксплуатации машины. В настоящем руководстве приведены данные о техническом обслуживании, устранении неисправностей, перечень деталей и чертеж роликовой профилирующей машины.
ВНИМАТЕЛЬНО ИЗУЧИТЕ ВСЕ ИНСТРУКЦИЮ ПЕРЕД ИСПОЛЬЗОВАНИЕМ МАШИНЫ!
СОБЛЮДАЙТЕ ЧИСТОТУ НА РАБОЧЕМ МЕСТЕ.
СОБЛЮДАЙТЕ НЕОБХОДИМЫЕ УСЛОВИЯ НА РАБОЧЕМ МЕСТЕ. Запрещается использовать машину в сыром, влажном или недостаточно просторном помещении. Не подвергать машину воздействию дождя. Содержать рабочую зону в порядке. Запрещается использовать электрооборудование в присутствии горючих газов или жидкостей.
ИСПОЛЬЗОВАТЬ ВДАЛИ ОТ ДЕТЕЙ. Запрещается доступ детей в рабочую зону. Запрещается трогать рабочие органы руками.
ОБЕСПЕЧИТЬ ХРАНЕНИЕ БЕЗДЕЙСТВУЮЩЕГО ОБОРУДОВАНИЯ. После использования необходимо хранить инструменты в закрытом сухом месте, не подвергая воздействию коррозии. Следует хранить инструменты вне доступа детей.
ЗАПРЕЩАЕТСЯ ПРИНУДИТЕЛЬНО УВЕЛИЧИВАТЬ СКОРОСТЬ МАШИНЫ. Наилучшая и безопасная работа обеспечивается на заданной скорости.
ИСПОЛЬЗУЙТЕ СРЕДСТВА ЗАЩИТЫ ОРГАНОВ ЗРЕНИЯ, СЛУХА И ДЫХАНИЯ. Необходимо всегда, в процессе работы носить защитные очки.
НЕ ДОПУСКАЙТЕ ПЕРЕГРУЗОК. Необходимо обеспечить надлежащую устойчивость и баланс установки.
ОБЕСПЕЧИТЬ ТЩАТЕЛЬНОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ. Для обеспечения наиболее эффективного и безопасного использования машины необходимо содержать инструменты в чистоте. Соблюдайте чистоту, отсутствие смазочных материалов и грязи на рукоятках и рабочих поверхностях машины обеспечивает безопасную ее эксплуатацию.
БУДЬТЕ ВНИМАТЕЛЬНЫ. Тщательно контролируйте выполняемые операции. Запрещается использовать оборудование в случае сильного утомления.
ПРОВЕРИТЬ ОТСУТСТВИЕ ДЕФЕКТОВ УСТАНОВКИ. Перед использованием любого инструмента необходимо убедиться в отсутствии видимых повреждений и дефектов деталей машины. Проверьте соосность и крепление движущихся частей, отсутствие сломанных деталей и крепежных элементов, а также других неисправностей, которые могут оказывать влияние на безопасную работу машины. Все поврежденные детали необходимо отремонтировать или заменить в авторизованном сервисном центре, если иное не указано в инструкции по эксплуатации.
ЗАПАСНЫЕ ЧАСТИ И ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА. При техническом обслуживании использовать только оригинальные запасные части. Использовать только вспомогательные устройства, предназначенные для применения с данной установкой.
ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАТЬ УСТАНОВКУ В СОСТОЯНИИ АЛКОГОЛЬНОГО ОПЬЯНЕНИЯ ИЛИ ПОД ВОЗДЕЙСТВИЕМ ЛЕКАРСТВЕННЫХ ПРЕПАРАТОВ. Внимательно изучайте ярлыки и показания к применению препаратов с целью выяснения их влияния на общее самочувствие и рефлексы. При возникновении сомнений откажитесь от работы с установкой.
РАСПАКОВКА См. рисунки 1 и 4 Проверить отсутствие повреждений груза. При обнаружении повреждений заполнить претензию перевозчику. Проверить комплектность груза. В случае обнаружения некомплектности немедленно известить дилера. Профилирующая роликовая машина поставляется собранной, в виде единого блока и отдельно основания. Перед сборкой необходимо определить местоположение и наличие дополнительных частей, которые крепятся к установке: A — основание в сборе B — рукоятка коленчатого рычага в сборе C — регулировочная рукоятка в сборе D — гаечный ключ E — шайба, 2 шт. G — пресс-форма для S-образного профиля H — пресс-форма для удаления заусенец I — пресс-форма для завальцовки кромок J — пресс-форма для закатки проволоки в загибаемую кромку K — пресс-форма обжимного штампа
ВНИМАНИЕ: машина и формующие ролики покрыты слоем защитной смазки. Для обеспечения правильной и эффективной работы необходимо удалить смазку. Покрытие легко смывается мягким растворителем, таким как уайт-спирит и мягкой тканью. Следует избегать попадания растворителя на окрашенные, резиновые или пластиковые детали. Для очистки окрашенных, резиновых или пластиковых поверхностей необходимо использовать водно-мыльный раствор. После очищения необходимо слегка смазать поверхности машинным маслом. ПРЕДУПРЕЖДЕНИЕ: Запрещается использовать легковоспламеняющиеся растворители во избежание риска возгорания.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РОЛИКОВОЙ ПРОФИЛИРУЮЩЕЙ МАШИНЫ
Макс. толщина стального листа (s В не более 400МПа)
СБОРКАСБОРКА ОСНОВАНИЯ См. рисунок 4 Смонтировать основание (Поз. 1-7) в подходящей рабочей зоне. Толщина столешницы не должна превышать 50мм. Закрепить машину в нужном положении, используя ручку зажима (Поз. 4). МОНТАЖ ПРОФИЛИРУЮЩЕЙ МАШИНЫ НА ОСНОВАНИИ Установить ротационную машину (Поз. 18) на основании (Поз. 1). Закрепить с помощью болта с шестигранной головкой (Поз. 7). ПРИКРЕПИТЬ РУКОЯТКУ К УСТАНОВКЕ Установить кривошип в сборе (Поз.8-12) на приводном вале (Поз. 8). Установить регулировочную рукоятку в сборе (Поз. 38-40, 60 и 61) в верхней части основания (Поз. 18). УСТАНОВКА Необходимо установить машину на горизонтальной хорошо освещенной поверхности. Необходимо располагать установку на платформе. Необходимо убедиться в наличии достаточного места для вращения коленчатого рычага. Рабочая зона вокруг установки должна быть свободна от отходов, смазочных материалов и загрязнений. На пол следует постелить нескользящий материал. ЭКСПЛУАТАЦИЯ Поз. Рисунки 3 и 4. Не следует прикасаться к формообразующим штампам при вращении рукоятки. Максимальная толщина обрабатываемого листа из низкоуглеродистой стали 0,8мм. Ниже приведена таблица соответствия материалов по сравнению с низкоуглеродистой сталью. ТАБЛИЦА СООТВЕТСТВИЯ Низкоуглеродистая сталь-0,8 мм Нержавеющая сталь-0,5 мм Холоднокатаная сталь-0,6 мм Алюминий-1,4 мм Мягкая латунь-1,15 мм Полужесткая латунь-0,8 мм Отпущенная фосфористая бронза-0,9 мм Мягкая медь-1,15 мм Жесткая медь-0,9 мм Варианты насадок и соответствующий, прокатываемый профиль:
Выбрать пресс-форму, необходимую для операции.
Закрепить распорные детали (Поз. 50), пресс-формы и стопорные гайки (Поз. 52) на ведущие и ведомые валы (Поз. 47 и 53). Затянуть стопорные гайки гаечным ключом (Поз. 59).
Отрегулировать положение верхнего пресса в соответствии с толщиной заготовки с помощью регулирующей рукоятки (Поз. 60).
Отрегулировать горизонтальное положение верхней пресс-формы путем поворота регулирующей гайки (Поз. 27).
Отрегулировать упоры-ограничители длины хода (Поз. 10 и 15) или стопорную пластину (Поз.14) до необходимой величины. Необходимая величина показывает расстояние от формы до края металла. Следует использовать упоры-ограничители хода для листовых заготовок, и стопорную пластину для цилиндрических заготовок. Точная регулировка упоров-ограничителей производится с помощью барашковой гайки (Поз. 13).
Вставить металлическую заготовку в пресс-форму и медленно повернуть коленчатый рычаг (Поз. 9). Проверить заготовку. Возможно, необходимо точно отрегулировать установку, повторив шаги 3 и 4 для достижения правильной формы.
Для предотвращения коррозии необходимо периодически протирать все открытые металлические поверхности промасленной ветошью. Для смазывания необходимо использовать многофункциональную или подшипниковую смазку.
Необходимо смазать узел регулировки (Поз. 35).
Необходимо ежемесячно смазывать приводной вал (Поз. 53) через смазочные отверстия (Поз. 17 и 62).
Паспорт на зиговочную машину ИВ2716
Модель, название: ИВ2716 Зиговочная машина Производство: — Название, маркировка: Руководство по эксплуатации Год: — Страниц: 59 Формат: jpg
Машина для резки и гибки двухроликовая с горизонтальным шпинделем модели ИВ2716 с удвоенным вылетом, предназначеная для: — зиговки; — гибки; — отбортовки; — рифления; — прямой и круговой резки листового материала;
Применение специальных несложных приспособлений и комплекта инструмента значительно расширяет технологические возможности машины. Машина для резки и гибки двухроликовая с горизонтальным шпинделем может применяться в заготовительных цехах машиностроительных предприятий, судостроительной, авиационной, автомобильной, котельной и других отраслях промышленности, на заводах по изготовлению деталей воздухопроводов промышленных вентиляционных систем, а также в различных ремонтных мастерских.
Для обеспечения мер безопасности обслуживающего персонала на машине предусмотрено следующее: — все вращающиеся и перемещающиеся части машины клиноременная передача со шкивами, шестерни, ползун закрыты кожухами, крышками; — блокировка крайнего верхнего положения ползуна; — блокировка дверки электрошкафа; — местное освещение рабочей зоны, исключающие попадание прямых лучей от источника света в глаза обслуживающему персоналу; — ремболты для удобного зачаливания машины при ее транспортировке.
К обслуживанию машиной должны допускаться лица, подготовленные, ознакомленные с ее устройством, работой, управлением, технологическим процеосом обработки деталей на машине и инструкцией по технике безспасности, разработанной заводом потребителем. Необходимо периодически проверять правильность работы блокировочных устройств, при наличии малейшей их неисправности работать на машине не разрешается. Машина должна быть надежно заземлена в соответствен с действующими «Правилами устройства электроустановок» путем присоединения станины, электрошкафа машины к цеховому заземляющему контуру. Для полной гарантии безопасности работы на машине: — не допускайте к работе на машине лиц не имеющих необходимой квалификации и не прошедших инструктаж по технике безопасности; — не работайте на неисправной машине;
При распаковке сначала снимается верхний щит упаковочного ящика, затем боковые. Необходимо следить за тем, чтобы не повредить машину инструментом, с помощью которого производиться распаковка ящика. После распаковки машины необходимо проверить комплектность согласно упаковочного листа. Транспортирование машины в распакованном виде следует производить за грузовые винты. Перед транспортированием необходимо убедиться, что приспособление «Упор» отведено в крайнее заднее положение и надежно зафиксировано. При транспортировании к месту установки и при опускании на фундамент машина не должна подвергаться сильным толчкам в сотрясениям. Перед установкой машины необходимо тщательно очистить обработанные поверхности от антикоррозийного покрытия. Первоначальная очистка производятся деревянной лопаткой, затем производится промывка керосином. Очищенные поверхности протереть насухо в покрыть тонким слоем жидкой смазки.
Зиговочный станок: конструкция, изготовление своими руками, чертежи
Зиговочная машина — это специализированное оборудование, позволяющее выполнять такую технологическую операцию, как зиговка. Этот метод обработки, которой подвергаются заготовки из листового металла, не представляет особой сложности в технологическом плане, но для осуществления подобной обработки необходимо использование специальных машин. Такое оборудование, представленное на современном рынке большим разнообразием серийных моделей, может быть оснащено ручным, электрическим или гидравлическим приводом. При желании простейший зиговочный станок несложно изготовить своими руками.
Работа зиговочной машины: нанесение двойного круглого фальца на заготовку цилиндрической формы
Назначение и конструкция зиговочного оборудования
Прежде чем начать разбираться в том, что собой представляет зиговочный станок, необходимо понять, для чего выполняется зиговка. В процессе осуществления этой технологической операции на поверхность заготовки из листового металла наносятся углубления полукруглого профиля. Такие углубления, которые и называются зигами, выступают в роли ребер жесткости, их наличие на поверхности изделия из тонкостенного металла делает его значительно прочнее. Размер углублений, для формирования которых и применяется зигмашина, полностью зависит от толщины металла, используемого для заготовки. Для выбора данного параметра, являющегося очень важным для такой технологической операции, используются специальные справочные таблицы.
Многие современные производители выпускают зиговочные станки, технические возможности которых позволяют выполнять целый перечень технологических операций. К таким операциям, которым заготовки из листового металла подвергаются в процессе их круговой обработки, относятся рифление их поверхности, резка и отбортовка. Более мощными и производительными, если проводить сравнение с ручным оборудованием, являются зиговочные электрические машины. За счет наличия в своей конструкции мощного электрического привода такие станки позволяют успешно выполнять обработку заготовок, изготовленных из более толстого листового металла.
Основные части зиговочной машины
Вне зависимости от того, оснащен зиговочный станок ручным или электрическим приводом, конструкция и принципиальная схема работы такой машины остаются практически неизменными. Основными элементами конструкции подобных станков являются два вала, оси которых могут располагаться горизонтально или под некоторым наклоном. Именно эти валы, вращаясь относительно друг друга в противоположном направлении, придают вращение рабочим роликам, зафиксированным на их концевой части. Работает зиг машинка, как ручная, так и электрическая, по следующей схеме:
заготовку из листового металла помещают между двумя формирующими роликами оборудования;
валы машины сводят друг с другом, тем самым обеспечивая зажим заготовки между рабочими роликами;
при помощи ручного или электрического привода валы приводят во вращение;
при вращении валов и рабочих роликов зажатая между ними деталь также начинает двигаться; при перемещении заготовки между рабочими роликами с выступами требуемого размера и формы на поверхности листового металла под воздействием пластической деформации формируются соответствующие углубления.
Классификация зиговочного оборудования по типу привода
Наиболее простой как по своей конструкции, так и по принципу действия, является зиговочная машина ручная. Все манипуляции с таким оборудованием, как следует из его названия, осуществляются вручную. К таким манипуляциям, в частности, относятся: прижим валов с рабочими роликами, для чего используется специальная рукоятка, расположенная в верхней части устройства; прокручивание роликов вместе с зажатой между ними заготовкой: такое действие также выполняется посредством специальной рукоятки рычажного типа.
Для эффективного использования зиговочного станка простейшего ручного типа требуются определенные навыки и сноровка, так как его оператору необходимо одновременно крутить рукоятку и удерживать обрабатываемую заготовку в требуемом положении, тем самым задействовав обе руки. Ручная зиговочная машина по причине невысокой мощности установленного на ней привода может использоваться для обработки листовых заготовок, толщина которых не превышает 1,5 мм.
Ручной зиговальный станок подходит для периодического использования в домашней мастерской
Более мощной, производительной, но и более дорогой по своей стоимости является зиговочная машина с электроприводом. Такие зиг машины правильнее всего относить к оборудованию электромеханического типа, так как в их конструкции присутствует и ручной механический привод, который обеспечивает сжатие листовой заготовки между рабочими роликами. За счет электрического привода такого оборудования происходит вращение рабочих роликов и, соответственно, вращательное движение обрабатываемой заготовки.
Включение и отключение электрического привода машины осуществляется посредством ножной педали, благодаря чему обе руки оператора всегда остаются свободными для выполнения манипуляций с обрабатываемой деталью. Наличие электрического привода, которым оснащены подобные зиговочные станки, как уже говорилось выше, значительно повышает их производительность, что дает возможность успешно применять эти машины для оснащения предприятий, производящих металлопродукцию крупными сериями. Кроме этого, мощность такого станка позволяет применять его для обработки заготовок из листового металла, толщина которого доходит до 5 мм.
Электромеханические зиговальные машины, как правило, могут оснащаться дополнительными приспособлениями для обработки заготовок сложной конфигурации
Зиговочные машины могут оснащаться и гидравлическим приводом, который еще больше увеличивает мощность оборудования. Технические возможности подобных машин позволяют успешно использовать их для обработки листового металла даже достаточно значительной толщины. Гидравлический привод зиговочного оборудования данного типа отвечает за прижим рабочих роликов к поверхности заготовки, а их вращение и, соответственно, движение обрабатываемой детали обеспечивает приводной механизм электрического типа. Несмотря на все преимущества, которыми отличаются гидравлические зиговочные машины, имеют они и недостатки: большие габаритные размеры и значительную массу, поэтому такое оборудование в основном используют крупные производственные предприятия.
Сферы применения оборудования для зиговки
Оборудование, предназначенное для выполнения зиговки, даже несмотря на то что название такой технологической операции знакомо преимущественно специалистам по металлообработке, активно используется в различных сферах деятельности. Зиговочные машины являются практически незаменимыми для изготовления элементов кровельных конструкций, в частности, для формирования их кромок.
Примеры элементов водостока, выполненных на зиговочном станке
Следует отметить, что в строительной сфере зиговочные станки нашли очень широкое применение. Используя такие машины, из листового металла, в частности, изготавливают следующие элементы строительных конструкций и коммуникационных систем: части водосточных и воздуховодных систем, изоляцию для теплотрасс и др. В строительной отрасли преимущественно используется зиговочное оборудование ручного типа, так как оно отличается небольшими габаритами и незначительным весом, не требует для своей работы подвода электричества и может применяться практически в любом месте.
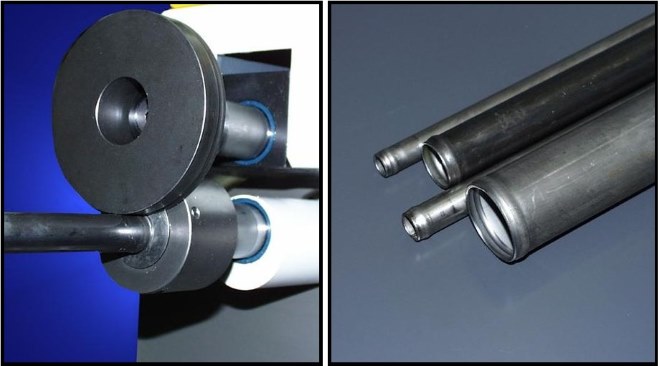
Зиговочный станок также можно использовать для того, чтобы надежно соединить между собой цилиндрические заготовки, выполненные из тонколистового металла. Ролики для оснащения зиг машины такого типа при прохождении через них цилиндрической заготовки формируют на ней замки, при помощи которых и осуществляется соединение двух деталей.
Прокатка замка на колене воздуховода
При выполнении соединений с использованием замков, в отличие от сварки, на металлические детали не оказывается термическое воздействие, что исключает возможность их коробления. Кроме этого, такая машина, своими руками изготовить которую также можно, не требует для своего применения никаких дополнительных расходных материалов.
Чтобы расширить функциональные возможности, которыми обладает зиговочная, в том числе и ручная, машина, ее можно дооснастить дополнительными рабочими органами. Оснащенные таким образом машины можно использовать не только в качестве зиговочного, но также гибочного и профилирующего оборудования. Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций.
Специальные насадки позволяют делать фальцы для соединения тонкостенных труб
Как изготовить зиговочное оборудование своими руками
Приобретение серийного зиговочного станка даже ручного типа имеет смысл в том случае, если работа с листовым металлом входит в сферу вашей профессиональной деятельности. Во всех остальных случаях, если такое оборудование необходимо для выполнения несложных работ по дому, лучше изготовить его своими руками, тем более, что сделать это не так уж сложно. Что важно, подобная машина своими руками может быть выполнена из очень доступных и недорогих материалов.
Прежде чем приступать к самостоятельному изготовлению станка для зиговки, необходимо найти чертежи такого устройства, при этом за основу можно взять и серийное оборудование. Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
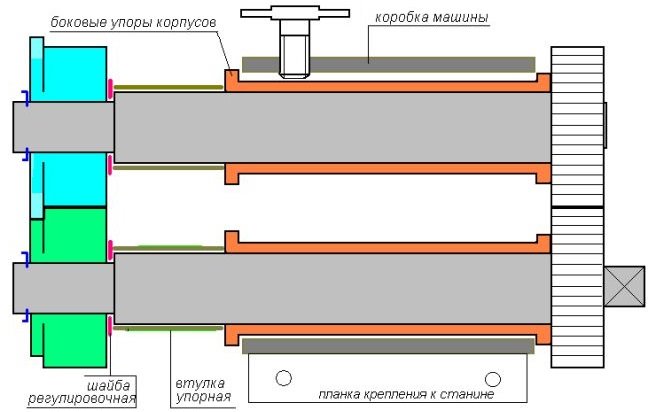
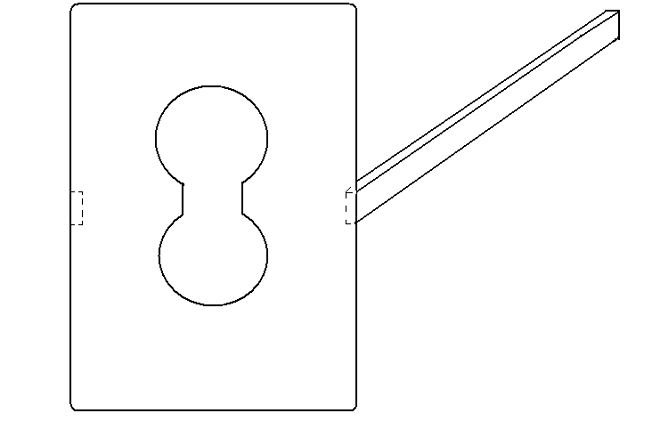
Схема зиговочного станка
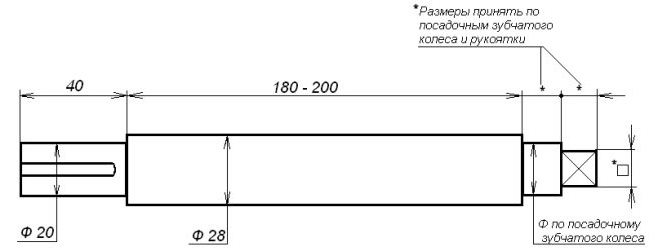
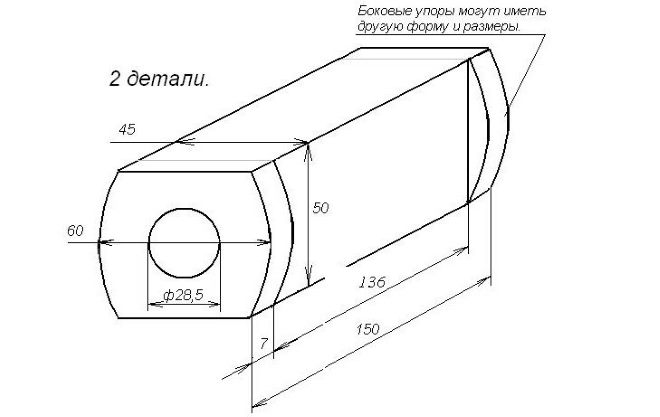
Чертеж вала (верхний вал изготавливается без места под посадку ручки)
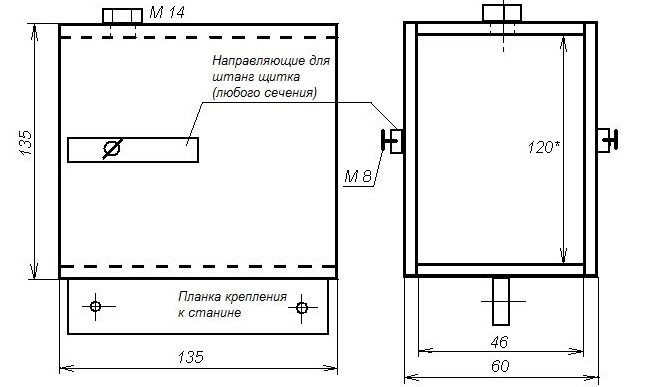
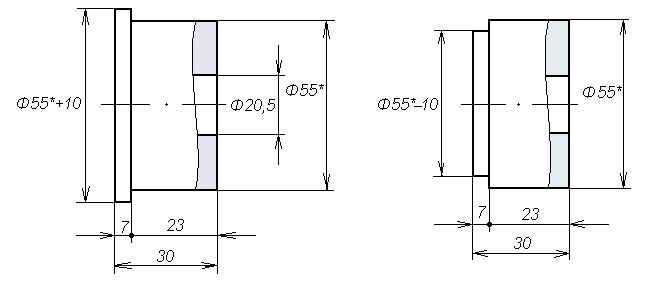
Чертеж корпуса вала
Станина зигмашины: высота 25 см, ширина определяется высотой коробки
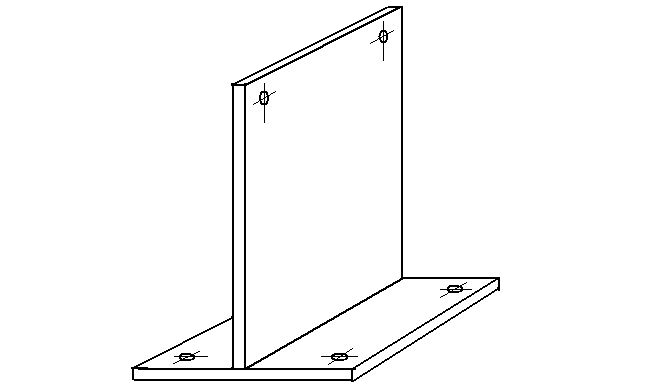
Упорно-ограничительный щит: размеры 18х20 см, толщина 0,2-0,3 см. Боковые распорки приварены
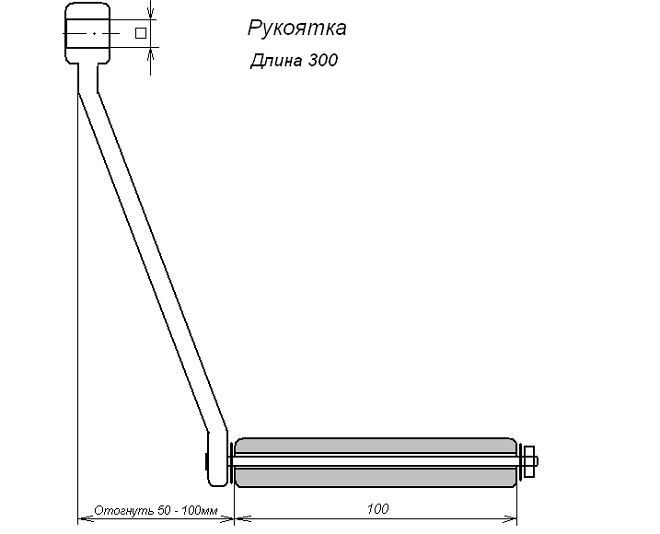
Подходящую рукоятку можно подобрать отдельно, чтобы не заниматься самостоятельным изготовлением
Чертеж рабочих роликов станка
Чтобы собрать свой зиговочный аппарат (даже станок простейшего ручного типа) вам потребуется подготовить следующие конструктивные элементы машины:
корпус устройства с защитным кожухом;
кронштейн;
хвостовик цилиндрической формы;
два рабочих вала;
стопорный болт;
винт, оснащенный откидной ручкой;
устройство пружинного типа;
элементы зубчатой передачи;
непосредственно сами ролики.
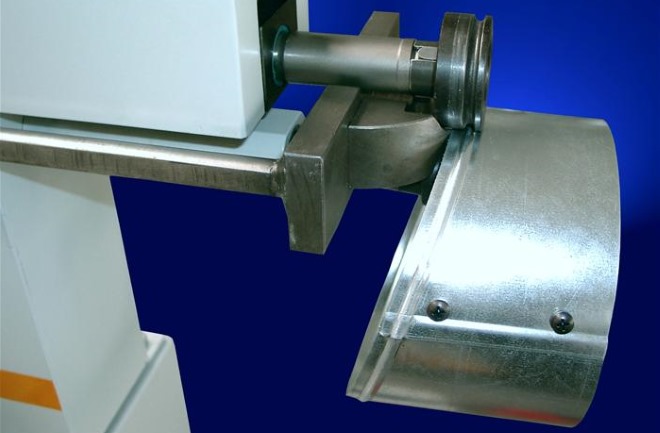
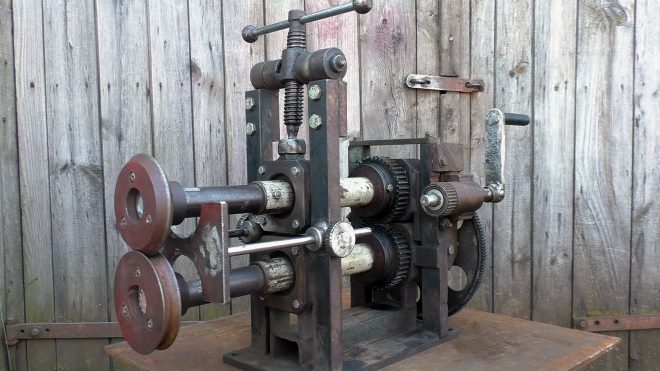
Самодельный зиговочный станок с ручным приводом
Крепление устройства осуществляется при помощи специального винта, при этом хвостовик механизма входит в чашечку кронштейна, вокруг которого корпус станка должен свободно проворачиваться. Фиксация корпуса устройства в определенном положении выполняется при помощи стопорного болта. За перемещение верхнего вала станка относительно нижнего отвечает пружинный механизм, приводящийся в действие посредством вращения рукоятки.
Для приведения во вращение рабочих роликов машины используется другая рукоятка, которая связана с рабочими валами посредством зубчатой передачи. Чтобы сделать работу оператора такого станка более безопасной, элементы его зубчатой передачи закрывают защитным кожухом. В интернете можно без особых проблем найти видео-ролики, в подробностях демонстрирующие процесс изготовления самодельного зиговочного оборудования.
Самодельная зиговочная машина с электроприводом
Процесс обработки заготовок из листового металла, выполняемой на зиговочной машине, с подробностями которого также можно ознакомиться по видео, выглядит следующим образом:
на заготовку предварительно устанавливается упор, положение которого можно регулировать при помощи специальных винтов;
обрабатываемый край детали устанавливается на нижний ролик;
при помощи вращения рукоятки на край заготовки опускается второй ролик;
вращая рукоятку станка, ролики и зажатую между ними деталь приводят в движение.
После того как требуемый результат обработки достигнут, для чего может потребоваться несколько циклов проворачивания заготовки, верхний ролик поднимается и готовое изделие извлекается из станка.