Ремонт машины для заготовки кормов
Техническое обслуживание косилок и грабель. Для косилок, плющилок, косилок-плющилок и косилок-измельчителей основным обслуживанием является ежесменное, которое проводится в начале работы, частично во время работы и по окончании смены. В конце сезона выполняется послесезонное обслуживание в порядке постановки машин на длительное хранение.
Ежесменное обслуживание включает в себя:
1. Проверку надежности креплений.
2. Проверку состояния всех узлов и деталей и в особенности деталей режущего аппарата.
3. Проверку взаимного расположения ножа, пальцевых вкладышей, пластинок трения и прижимов, а также регулировку соответствующих зазоров.
4. Смазку машины в соответствии с таблицей смазки.
Все эти операции выполняются в начале работы. Во время работы периодически останавливают агрегат и проверяют состояние рабочих органов. Через 2—3 ч работы затачивают нож/ а при попадании в режущий аппарат посторонних предметов затачивают нож дополнительно. Во время работы смазывают отдельные трущиеся детали в соответствии с инструкцией завода-изготовителя. Так, например, в косилке КС-2,1 предусмотрена смазка подшипников и других трущихся деталей через 5, 10 и 30 ч работы. Лишь две точки смазки (подшипники шкива-эксцентрика и вала ведущего шкива) смазывают один раз в сезон. В плющилке ПТП -2А ежедневно смазывают только подшипники державки зуба подборщика. Остальные места смазывают через 100—150 ч работы.
Рекламные предложения на основе ваших интересов:
В косилке-измельчителе КУФ -1,8 предусмотрены периодические смазки через 10, 20, 30, 70 и 250 ч работы.
У граблей в начале, во время и в конце смены проверяют состояние узлов и механизмов, регулируют их, смазывают трущиеся части, подтягивают крепления и т.д.
В конце смены очищают машины от грязи и растительных остатков.
Послесезонное техническое обслуживание проводится по окончании сезона работ при постановке машин на хранение. При этом выполняют все операции ежесменного обслуживания и дополнительные, предусмотренные правилами хранения.
Техническое обслуживание пресс-подборщика. Завод рекомендует для пресс-подборщиков ежесменное и периодическое обслуживание. В конце сезона работы выполняют операции, связанные с постановкой машины на хранение.
Ежесменное обслуживание предполагает проведение следующих операций.
В начале смены — проверка креплений, натяжения приводных цепей, работы амортизаторов, упаковщиков и смазка (согласно таблице смазки). В конце смены — очистка от сена всех узлов и в особенности подборщика и вязального аппарата, проверка зубьев подборщика и выпрямление погнутых.
Периодическое техническое обслуживание выполняется через 100—120 ч работы. Оно включает все операции ежесменного обслуживания и дополнительно проверку: взаимодействия игл и упаковщиков с поршнем; осевого зазора маховика на поводке (не более 0,6 мм); зазоров в соединении головки шатуна с поршнем, между направляющими поршня и салазками камеры, между ножом поршня и противорежущим ножом камеры; работу кулачкового механизма подборщика, сигнализации и всех предохранительных устройств.
Техническое обслуживание стогометателей, копново-зов и других машин для уборки соломы. У всех этих машин основное техническое обслуживание — ежесменное, а после окончания сезона работ —послесезонное. Для некоторых машин (копновоз КУН -10, фуражир ФН-1,2 и др.) заводы-изготовители рекомендуют и периодические обслуживания (через 100 ч и в другой периодичности).
Ремонт машины для заготовки кормов
Содержание и порядок выполнения работы. Барабан измельчителя кормов ИКС-5 (рис. 1) после снятия с машины разбирают. Детали барабана моют и дефектуют.
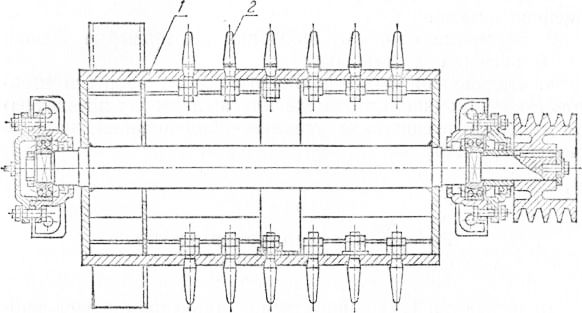
Рис. 1. Барабан измельчителя кормов ИКС-5:
1 — планка; 2 — зуб.
Зубья выбраковывают при износе рабочей грани у вершины до ширины 7 мм, изгибе резьбовой части, срыве двух ниток резьбы, смятии граней конуса.
При меньшем износе рабочую грань зуба оттягивают кузнечным способом, закаливают и подвергают отпуску. Резьбовая часть зуба не калится. После термообработки рабочую грань затачивают. Толщина зуба у вершины должна быть не менее 1,5 мм, длина рабочей части 44—46 мм, угол заточки 45
Биение дисков проверяют в центрах токарного станка. Поверхность изношенного или имеющего забоины конусного отверстия планки обрабатывают напильником так, чтобы конусная часть зуба плотно входила в отверстие. Если кромка, ограничивающая сверху конусную поверхность зуба, мешает плотной посадке зуба, ее спиливают заподлицо с гранями конуса на 3—4 мм по высоте.
Если нижняя кромка конусной части зуба при его посадке в отверстие выступает над внутренней поверхностью планки, под гайку необходимо подложить шайбу 40×40 мм. Толщина шайбы должна быть такой, чтобы она обеспечивала возможность плотной затяжки зуба. Для сохранения статической и динамической уравновешенности такие же шайбы необходимо поставить под гайки диаметрально противоположных зубьев,
У ротора барабана перед установкой зубьев проверяют величину биения посадочных мест вала, расположение дисков относительно оси, прямолинейность поверхности планок.
Биение посадочных мест вала и расположение дисков относительно оси определяют, установив ротор в центрах токарного станка; допустимая величина биения посадочных мест 0,15 мм, торцовое и радиальное биение дисков не должно превышать 1 мм.
Прогиб планок определяют при помощи линейки и щупа. Прогиб планки на всей длине допускается не более 1 мм. При необходимости проводят правку на стенде ОПР-278.
Зубья устанавливают на ротор режущей кромкой в сторону вращения ротора (если смотреть со стороны шкива, барабан вращается против часовой стрелки). Зубья закрепляют двумя гайками. Под гайки устанавливают специальные шайбы. Чтобы обеспечить плотную посадку, при подтягивании гайки необходимо слегка ударять молотком по торцу зуба.
После установки зубьев необходимо проверить их расположение и высоту. Эту операцию выполняют специальной гребенкой. Изогнутые зубья правят. Разница в длине зубьев не должна быть больше 2 мм.
Рабочая частота вращения барабана 2725 об/мин, поэтому после сборки барабан подвергают статической балансировке. Для этого осторожно опускают барабан посадочными местами под подшипники на ролики стенда ОПР-278. Слегка толкнув рукой барабан, сообщают ему вращение. После остановки отмечают мелом самую верхнюю часть барабана. Повторно сообщают барабану вращение. Если отмеченная мелом точка вторично займет верхнее положение, это указывает на то, что дисбаланс расположен в аксиальной плоскости барабана, проходящей через отметку. Если положение отметок при каждом толчке барабана неодинаково, то операцию повторяют 3—5 раз и находят среднюю отметку.
Затем барабан поворачивают так, чтобы плоскость расположения дисбаланса была горизонтальна. Около отметки устанавливают уравновешивающий груз (из пластилина), величину которого подбирают с таким расчетом, чтобы его момент был равен дисбалансу.
Балансировку можно считать законченной, если в любом положении барабан сохраняет состояние равновесия. Если это условие не выдерживается, балансировку повторяют. Контрольную проверку отбалансированного барабана проводят, подвешивая груз (4—5 г) на планку барабана в месте крепления груза.
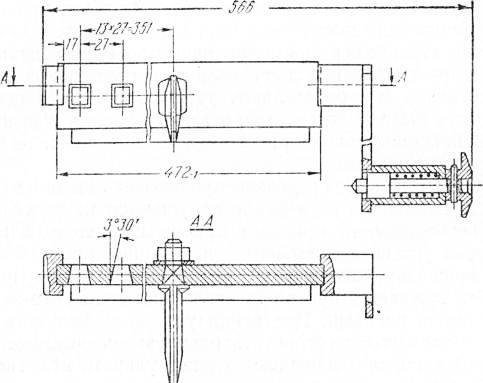
Рис. 2. Дека измельчающего устройства измельчителя кормов ИК.С-5.
При подвешивании груза барабан должен начать медленно вращаться. После балансировки заменяют пластилин балансировочными шайбами, которые располагают равномерно по всей длине планки.
Деформированную деку (рис. 152) правят и проверяют на плите; прогиб деки (на всей длине) более чем на 1 мм не допускается.
Зубья деки должны быть установлены в корпусе так, чтобы отогнутый конец вершины зуба располагался слева, если смотреть со стороны рукоятки.
Дробильный аппарат универсальной дробилки кормов К Д У – 2. Молотки I дробильного барабана (рис. 3) со ступенчатыми гранями, изношенными на величину более 4 мм, поворачивают для работы неизношенной рабочей поверхностью (рис. 4), точно соблюдая установленную последовательность чередования их и распорных втулок (рис. 5).
После износа четырех рабочих граней дробильные молотки заменяют новыми. Изношенные пальцы (рис. 3) при зазоре между ними и молотком более 1 мм заменяют. Они могут быть изготовлены из стали 50 и должны быть закалены до твердости 40—45 HRC . Диски 3 ротора в случае погнутости рихтуют на плите. Допустимый зазор между диском и поверочной плитой после рихтовки 0,5 мм.
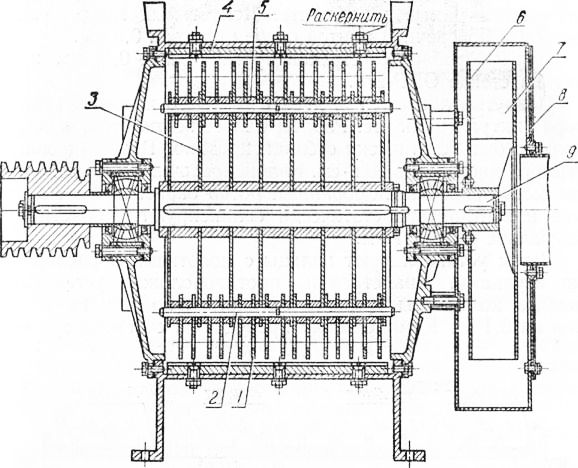
Рис. 3. Дробильный аппарат универсальной дробилки кормов КДУ-2:
1 — молоток; 2 — палец; 3 — диск барабана; 4 — дека; $ — распорная втулка; 6 — диск вентилятора; 7 — лопасть вентилятора; 8 — кожух вентилятора; 9 — вал барабана.
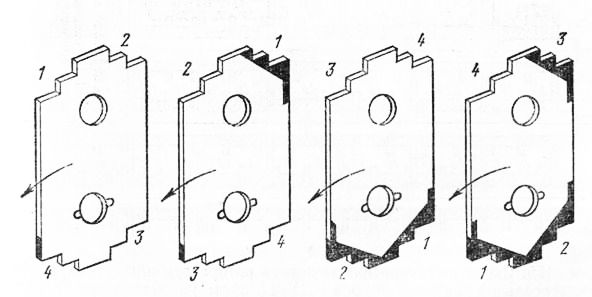
Рис. 4. Схема перестановки молотков дробилки КДУ-2.
Вал барабана со стрелой прогиба более 0,12 мм правят на стенде ОПР-278.
Погнутые лопасти и диск рабочего колеса вентилятора рихтуют на плите. Рабочее колесо вентилятора в сборе должно быть статически отбалансировано. Величина допустимого дисбаланса 26 г-см. Балансировочные грузы должны быть приварены. Собранный ротор барабана без молотков и вентилятора статически балансируют. Допустимый дисбаланс 0,0165 Н-м.
Затем устанавливают пальцы с молотками и распорными втулками. Диаметрально противоположно устанавливаемые комплекты должны отличаться по весу не более чем на 0,1 Н. Комплектовку проводят за счет подбора молотков по весу. Молотки должны свободно поворачиваться вокруг пальцев и иметь осевой зазор 1,5-—2,0 мм.
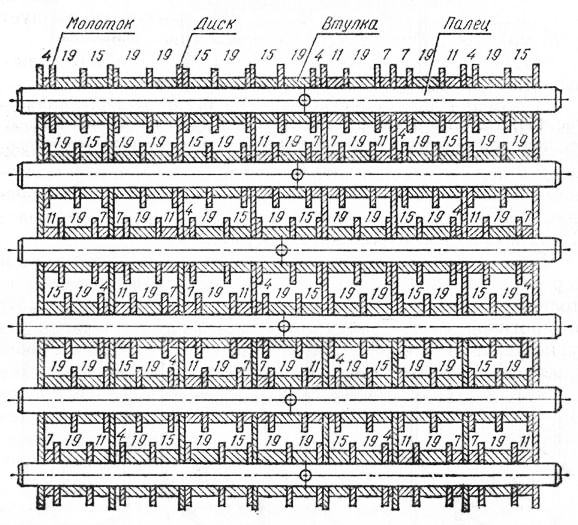
Рис. 5. Схема расположения молотков ротора дробильного барабана универсальной дробилки кормов КДУ-2 (цифры указывают длину распорных втулок в мм).
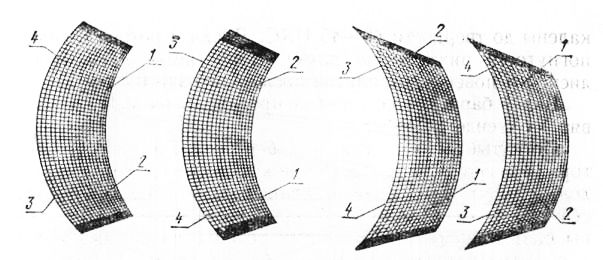
Рис. 6. Схема перестановки решет дробильного аппарата дробилки КДУ-2.
Сменные решета при затуплении рабочих кромок отверстий до радиуса 1,5—2 мм поворачивают на 180°. Решета, изношенные с одной стороны, перегибают по радиусу (225 мм) для работы другой стороной (рис. 6).
Чугунные деки дробильного аппарата с рифами, изношенными до высоты 3 мм, заменяют.
В собранном измельчающем устройстве барабан должен свободно от руки вращаться в роликоподшипниках. Осевое биение дисков не должно превышать 0,3 мм. Осевой зазор вала 9 должен быть не более 0,12 мм. Зазор между молотками и деками должен составлять 4—6 мм. Торцовое биение рабочего колеса вентилятора допускается не более 1 мм; колесо не должно касаться кожуха 8.
Режущий аппарат универсальной дробилки кормов КДУ-2. Затупленные до толщины 0,3 мм режущие кромки ножей барабана (рис. 7) и противорежущей пластины (сталь 65Г) затачивают на универсально-заточном станке ЗА64Д. Угол заточки ножей равен 22 противорежущей пластины — 75°. При заточке нельзя допускать понижения твердости закаленных до 45—50 HRC режущих кромок ножей и противорежущей пластины.
После заточки режущая кромка пластины должна быть прямолинейна, отклонение допускается не более 0,3 мм.
Режущие кромки ножей, установленных на барабан, должны лежать на одном и том же расстоянии от оси вращения (142,5 мм). Для этого устанавливают барабан на стенд ОПР-278, закрепляют на стенде противорежущую пластину и регулировочными винтами 8 изменяют положение каждого из ножей относительно пластины.
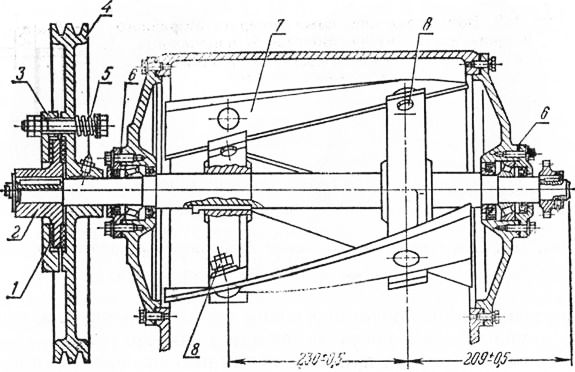
Рис. 7. Режущий барабан универсальной дробилки кормов КДУ-2:
1 — фрикционные кольца; 2 — ведущий диск; 3 — прижимной диск; 4 — шкив; 6 — пружина; 6 — регулировочные прокладки; 7 — нож; 8 — регулировочный винт.
Допустимое биение кромок лезвий ножей не более 1 мм. Затем проводят статическую балансировку барабана. Допустимый дисбаланс 0,05 Н-м. Балансировочные грузы устанавливают под гайки крепления ножей. После сборки барабан должен свободно от руки вращаться в конических роликоподшипниках, осевой зазор должен находиться в пределах 0,07— 0,15 мм. Конические подшипники регулируют изменением количества прокладок 6 под крышками подшипников.
Предохранительная муфта режущего барабана, если она правильно отрегулирована, передает крутящий момент, равный 60 Н-м. Величину передаваемого крутящего момента проверяют подвешиванием груза 270— 300 Н на радиусе шкива. Если равномерным поджатием пружин 5 нельзя отрегулировать муфту, пружины заменяют.
При уменьшении зазора между торцами прижимного диска и шкива до 0,8 мм фрикционные кольца заменяют новыми. Рабочие поверхности прижимного диска, ведущего диска и шкива протачивают до удаления следов износа.
Нормальный зазор между торцами прижимного шкива и диска должен находиться в пределах 2—2,5 мм.

Рис. 8. Восстановление ножа аппарата вторичного резания измельчителя «Волгарь-5» наплавкой:
1 — слой, наплавленный малоуглеродистой проволокой; 2 — слой твердого сплава сормайт-1.
Аппарат вторичного резания измельчителя «Волгарь-5». Изношенные подвижные и неподвижные ножи аппарата зачищают абразивным кругом до металлического блеска и наплавляют по торцу вдоль всего лезвия электродной проволокой Св-08 или Св-15; толщина наплавленного слоя 2—3 мм (рис. 8). Наплавку ведут кислородно-ацетиленовой горелкой.
Боковые грани лезвия вместе с наплавленным слоем шлифуют до толщины 6 мм и наплавляют сплавом сормайт-1. Для этого на сварочный стол горизонтально кладут нож, нагревают его рабочую поверхность горелкой и наконечником (№ 4 или № 5) до температуры 550—600 °С и наплавляют твердый сплав. Пламя горелки должно быть восстановительным с избытком ацетилена, флюс — плавленая бура. Слой должен быть равномерным по толщине (1,5—2 мм) и сплошным без раковин и трещин.
При необходимости после наплавки ножи правят под прессом, после чего шлифуют на плоскошлифовальном станке до толщины 8—0,08 мм. Во время шлифовки необходимо обеспечить одинаковую толщину слоя твердого сплава на обоих боковых гранях ножей.
Отшлифованные поверхности ножа должны быть плоскими и параллельными. Неплоскостность проверяют щупом толщиной 0,15 на поверочной плите.
Шероховатость отшлифованных поверхностей V Раковины, трещины, отслаивания металла недопустимы.
Отчет о работе. В отчете приводят технологическую карту ремонта одного из узлов рабочих органов (по заданию преподавателя).
Техническое обслуживание машин для заготовки кормов

Техническое обслуживание машин для заготовки сена и уборки соломы
 Техническое обслуживание машин для заготовки сена и уборки соломы
Техническое обслуживание машин для заготовки сена и уборки соломы
Техническое обслуживание косилок и грабель. Для косилок, плющилок, косилок-плющилок и косилок-измельчителей основным обслуживанием является ежесменное, которое проводится в начале работы, частично во время работы и по окончании смены. В конце сезона выполняется послесезонное обслуживание в порядке постановки машин на длительное хранение.
Ежесменное обслуживание включает в себя:
1. Проверку надежности креплений.
2. Проверку состояния всех узлов и деталей и в особенности деталей режущего аппарата.
3. Проверку взаимного расположения ножа, пальцевых вкладышей, пластинок трения и прижимов, а также регулировку соответствующих зазоров.
4. Смазку машины в соответствии с таблицей смазки.
Все эти операции выполняются в начале работы. Во время работы периодически останавливают агрегат и проверяют состояние рабочих органов. Через 2—3 ч работы затачивают нож/ а при попадании в режущий аппарат посторонних предметов затачивают нож дополнительно. Во время работы смазывают отдельные трущиеся детали в соответствии с инструкцией завода-изготовителя. Так, например, в косилке КС-2,1 предусмотрена смазка подшипников и других трущихся деталей через 5, 10 и 30 ч работы. Лишь две точки смазки (подшипники шкива-эксцентрика и вала ведущего шкива) смазывают один раз в сезон. В плющилке ПТП-2А ежедневно смазывают только подшипники державки зуба подборщика. Остальные места смазывают через 100—150 ч работы.
Рекламные предложения на основе ваших интересов:
В косилке-измельчителе КУФ-1,8 предусмотрены периодические смазки через 10, 20, 30, 70 и 250 ч работы.
У граблей в начале, во время и в конце смены проверяют состояние узлов и механизмов, регулируют их, смазывают трущиеся части, подтягивают крепления и т.д.
В конце смены очищают машины от грязи и растительных остатков.
Послесезонное техническое обслуживание проводится по окончании сезона работ при постановке машин на хранение. При этом выполняют все операции ежесменного обслуживания и дополнительные, предусмотренные правилами хранения.
Техническое обслуживание пресс-подборщика. Завод рекомендует для пресс-подборщиков ежесменное и периодическое обслуживание. В конце сезона работы выполняют операции, связанные с постановкой машины на хранение.
Ежесменное обслуживание предполагает проведение следующих операций.
В начале смены — проверка креплений, натяжения приводных цепей, работы амортизаторов, упаковщиков и смазка (согласно таблице смазки). В конце смены — очистка от сена всех узлов и в особенности подборщика и вязального аппарата, проверка зубьев подборщика и выпрямление погнутых.
Периодическое техническое обслуживание выполняется через 100—120 ч работы. Оно включает все операции ежесменного обслуживания и дополнительно проверку: взаимодействия игл и упаковщиков с поршнем; осевого зазора маховика на поводке (не более 0,6 мм); зазоров в соединении головки шатуна с поршнем, между направляющими поршня и салазками камеры, между ножом поршня и противорежущим ножом камеры; работу кулачкового механизма подборщика, сигнализации и всех предохранительных устройств.
Техническое обслуживание стогометателей, копново-зов и других машин для уборки соломы. У всех этих машин основное техническое обслуживание — ежесменное, а после окончания сезона работ —послесезонное. Для некоторых машин (копновоз КУН-10, фуражир ФН-1,2 и др.) заводы-изготовители рекомендуют и периодические обслуживания (через 100 ч и в другой периодичности).
Рекламные предложения:
Читать далее: Основные положения системы технического обслуживания
Категория: –
Сельскохозяйственная техника
Главная → Справочник → Статьи → Форум
Наиболее интенсивно изнашиваются рабочие органы: дробильные молотки, решета, режущие и противорежущие пластины, ножи, деки и др. Дробильные молотки. Износ рабочей грани дробильных молотков допускается не более 4 мм по высоте. В случае износа граней молотки переставляют для работы неизношенной стороной. Перед сборкой следует подобрать в комплект молотки, шайбы и оси по массе так, чтобы у диаметрально расположенных комплектов (всего 6 комплектов) разница в массе была не более 12 р. Изношенные отверстия в молотках развертывают и устанавливают оси увеличенного размера.
Решета. При затуплении острых кромок отверстий решет до радиуса более 2 мм их переставляют (четыре положения), используя неизношенные. В случае пробоин на решета ставят накладки от старых решет, используя газовую сварку. После ремонта решето должно иметь правильную форму и при установке входить в паз с усилием 70 … 80 Н.
Режущие Аппараты. Затупляются и повреждаются ножи и противорежущие пластинки, ослабляется крепление фланцев на диске, прогибается вал и изнашиваются подшипники.
Затупившиеся до толщины кромок более 0,6 мм лезвия ножей и противорежущих пластин затачивают до толщины 0,1 мм на абразивных кругах при обильном охлаждении. Углы заточки ножей дробилок типа ДКУ должны быть 24 … 26° (проверять шаблоном), у противорежущих пластин -60 … 61°.
Нож и детали его крепления после заточки устанавливают на прежние места для сохранения балансировки. Между ножом и противорежущей пластиной должен быть зазор 0,5 … 1,5 мм в зависимости от вида перерабатываемого корма. Этот зазор регулируют постановкой прокладок под кронштейн. В дробилках типа ДКУ нож устанавливают по отношению к плоскости диска под углом 2°, а противорежущие пластины под углом 15° к горизонтали с зазором 0,3 … 0,5 мм.
Зазор между режущим барабаном и противорежущей пластиной в измельчители кормов «Волгарь-5» должен быть в пределах 0,5 … 1 мм при разнице его по длине пластины не более 0,2 мм.
У ножей аппаратов вторичного резания изнашиваются торец и боковые грани. При толщине более 7 мм торцевые поверхности шлифуют до выведения следов износа. Если толщина боковых граней меньше 7 мм по всей их длине, газовой сваркой наплавляют слой сормайта № 1 (1,5 … 2 мм) и обрабатывают. Для ножей вторичного резания зазор должен быть 0,1 … 0,5 мм.
Углы заточки и ширина наплавленного слоя ножей: а и В — Универсальной и перспективной кормодробилок: б — соломосилорезки; Гид — измельчителей корнеклубнеплодов; Е — агрегата для приготовления кормов; ж— измельчителя «Волгарь-5,
Чтобы увеличить износостойкость ножей машин, измельчающих корма, рекомендуется их наплавить твердыми сплавами марка ПГС-27, ПГ-С1 и др. направленные ножи (рис.) в процессе работы самозатачиваются, и их износостойкость в 2 … 2,5 раза выше серийных. При использовании таких ножей повышается качество измельчения кормов и уменьшаются затраты энергии.
Измельчающие аппараты. У измельчителей грубых кормов ИГК-30, например, изнашиваются и деформируются лопасти, рожки, крыльчатки и зубцы измельчающего аппарата, нарушается его балансировка, поврежденные лопасти рихтуют или заменяют. Биение диска допускается не более 1,5 мм.
Закругленные до радиуса более 4 мм рабочие грани зубцов оттягивают кузнечным способом, нагревая до температуры 820 … 840 °С, и закаливают в воде при 40 … 50 °С на длине 15 … 20 мм от вершины. Крыльчатку и барабаны после ремонта статически и динамически балансируют. Допустимый дисбаланс 10 МН-м.
Матрица гранулятора. Изнашиваются внутренняя поверхность и поверхности отверстий для образования гранул со стороны входа массы травяной муки. Восстанавливают матрицы расточкой на увеличенный размер и гильзованием. Для расточки внутренней поверхности применяют резцы с металло-керамическими пластинками из гексанита Р. Гильзу готовят из стали 20, сверлят отверстия, используя матрицу в качестве кондуктора, а затем гильзу цементуют на глубину 1,2 … 1,5 мм и закаливают до твердости НКС 60 … 62. Гильзу фиксируют в матрице штифтами.
Детали механизмов подачи.
Характерные дефекты: выкраивание и поломка продольных рифов или зубьев вальцов, неисправности транспортеров, износ шестерен, валов и подшипников.
Поломанные продольные рифы, зубья вальцов и гребенки восстанавливают приваркой изготовленных и подогнанных рифов и зубьев.
Ремонт машин и механизмов для раздачи кормов и удаления навоза.
В мобильных машинах, таких, как агрегат типа АПК-Ю для приготовления комбинированных силосов, измельчитель-погрузчик силоса ПСН-1М, кормораздатчик ПТУ-10К, раздатчик-смеситель РС-5А и других, установлены детали, подобные аналогичным деталям рассмотренных машин. Дефекты типовых деталей машин аналогичны, и их восстановление выполняется, как показано в других разделах. При сборке машин и механизмов для раздачи кормов и удаления навоза натяжение цепей регулируют так, чтобы в случае приложения усилия 10 Н в середине пролета цепи ее отклонение было 25 … 40 мм.
В транспортерах ТВК-80А возможны поломки скребков, износ осей звеньев и отверстий в планках, разрывы цепи, соскакивание цепи с натяжкой звездочки из-за удлинения и перекосов оси натяжного вала, изгибы и скручивания валов и др.
Примерные сроки замены основных узлов и деталей транспортера ТСН-3,0Б
Допустимый износ, мм
Сроки замены деталей, ч
1. Классификация машин для заготовки кормов,агротехнические требования к ним.
2. Косилки их назначение,устройство.
4. Пресс- подборщик рулонный назначение,устройство.
5. Кормоуборочные комбайны назначение,устройство.
Классификация машин для заготовки кормов,
агротехнические требования к ним.
Агротехнические требования. Режущие аппараты должны обеспечивать ровный срез, одинаковый по высоте: 6 см для естественных и 8 см для сеяных трав. Отклонение высоты среза от установленной не должно превышать ±0,5 см. Потери от повышенного среза и несрезанных растений допускаются не более 2%. Башмаки режущего аппарата не должны заминать срезанную и несрезанную траву.
Бобовые травы следует скашивать с плющением. При ненастной погоде плющение не проводят, чтобы предотвратить вымывание дождевой водой питательных веществ.
Ворошить траву в прокосах и оборачивать валки следует после дождя и на участках с высокой урожайностью при влажности 50…60%. Сгребать сено в валки надо при влажности 18%, а для активного вентилирования – при влажности 35…40%.
Рабочие органы сеноуборочных машин не должны перетирать сено, обивать листья и соцветия, загрязнять сено почвой. Потери рассыпного сена при подборе валков с уплотнением допускаются не более 2%.
Сформированные тюки и рулоны должны сохранять свою форму при погрузке, транспортировке и укладке на хранение. Несвязанных тюков и рулонов должно быть не более 2%. Нарушение вязки при подборе, перевозке и складировании тюков (рулонов) не должно превышать 1%. Общие потери прессованного сена должны быть не более 4%.
При скашивании на сенаж высота среза следующая: до 4 см на естественных сенокосах; до 6 см на заливных лугах, сеяных травах первого укоса; до 7 см – второго укоса. Допускается отклонение высоты среза ±1 см, потери при подборе, погрузке и транспортировке не более 1%.
Для заготовки кормов используют косилки, косилки-плющилки, грабли, подборщики-полуприцепы, пресс-подборщики, косилки-измельчители, кормоуборочные комбайны и другие машины. Выбор технологии определяется наличием уборочной техники и транспортных средств. Однако в любом случае необходимо отдавать предпочтение технологии, позволяющей максимально сохранить питательные вещества.
Косилки их назначение, устройство.
Косилки подразделяют по числу режущих аппаратов и назначению.
По числу режущих аппаратов косилки бывают однобрусные, двух-брусные, трехбрусные и пятибрусные.
По назначению косилки делят: на косилки для скашивания трав, на косилки-плющилки и косилки измельчители.
Навесная ротационная косилка КРН-2,1А используется при скашивании высокоурожайных естественных и сеянных трав. Агрегатируется косилка с тракторами МТЗ-80 и МТЗ-82.
Косилка включает в себя раму навески ротационный режущий аппарат, механизм уравновешивания, подрамник, гидрооборудование, тяговый предохранитель, механизм привода и полевой делитель.
Рабочий процесс происходит следующим образом. Стебли растений срезаются пластинчатыми ножами, смонтированными шарнирно на роторах. Вращаются ножи навстречу один другому со скоростью 65 м/с. Срезают ножи растения по принципу бесподпорного среза, захватывают их и выносят из зоны резания, затем продвигают над режущим аппаратом. Эта срезанная масса, встретившись со щитком полевого делителя, изменяет траекторию движения, падает в прокос, освобождая место для прохода колес трактора при повторном заезде.
В транспортном положении механизм уравновешивания фиксируют транспортной тягой, набрасываемой на штырь кронштейна 2 (рис. 24) и телескопическим стопорным устройством, установленным в положение транспорта. Гидрооборудование обеспечивает работу механизма уравновешивания. В гидрооборудование входит: гидроцилиндр, замедленный клапан, сапун, рукава
Рис. 24 Навесная ротационная косилка
1 — полевой делитель; 2 — кронштейн; 3 — режущий аппарат; 4 — механизм уравновешивания; 5 — подрамник; 6 — стойка; 7 — гидрооборудование; 8 — рама навески; 9 — тяговый предохранитель; 10 – механизм привода; 11 — носок.
высокого давления и устройство, препятствующее вытеканию масла из гидросистемы при расчленении се с трактором.
Косилка-плющилка ротационная КПРН-ЗА используется при скашивании высокоурожайных сеянных трав с одновременным плющением стеблей и укладыванием массы в валок или расстил. Машина может работать на полях с перепутанным и полеглым травостоем в агрегате с тракторами МТЗ-80, МТЗ-82, ЮМЗ-6АЛ. Привод рабочих органов косилки от ВОМ трактора.
Грабли-ворошители роторные прицепные ГВР-6Б предназначены для сгребания свежескошенной или провяленной травы в валки, ворошение ее в прокосах, оборачивание, разбрасывание и сдваивания валков.Агрегатируются грабли с тракторами МТЗ-80; МТЗ-82 и ЮМЗ-6АЛ. Ширина захвата граблей при ворошении 4,5 м, при сгребании 6 м.
Грабли включают в себя: левый и правый роторы, правую и левую поперечину, сницу, растяжки, два конических и один цилиндрический редукторы, два валкообразующих щитка, карданную передачу, гидросистему, ограждение, карданный вал.
В процессе работы роторы секций совершают встречное вращение в горизонтальной плоскости.
Граблины, при помощи кулачка, оснащенного беговой дорожкой, в процессе вращения ротора занимают горизонтальное или вертикальное положение. Занимая вертикальное положение, граблины производят сгребание лежащей впереди скошенной массы и сбрасывают ее между щитками, создавая вспушенный валок. Затем граблины совершают поворот до горизонтального положения и перемещаются над валком.
Ротор включает в себя: вертикальную ось, восемь грабли, кулачок с беговой дорожной, диск, конический редуктор, шлицевую втулку и гидроцилиндр подъема. Опирается ротор на два колеса, оборудованные пневматическими шинами.
Поперечный брус выполнен в виде короба, сочленяет секции и является ограждением для карданного вала, который приводит в действие правый ротор.
Отводом назад правой секции и складыванием граблей осуществляют их перевод в транспортное положение.
Подготовка к работе заключается в следующем. Проверяют исправность роликов кривошипов штанг, проворачивают их на пальцах кривошипа. Зазор между пальцем кривошипа и роликом не должен превышать 0,2—0,3 мм. Производят смазку беговой дорожки кулачков.
Рассматривая двухступенчатый редуктор, делают проверку работоспособности механизма переключения частоты вращения, подшипников и шестерен.
Осуществляют настройку граблей. Для сгребания скошенной массы в валок или его ворошение к штангам прикрепляют граблины с тремя парами зубьев дугообразной формы, а двухступенчатый редуктор регулируют на пониженную частоту вращения. Для ворошения травы в прокосах и разбрасывания сена из валков штанги оснащают двумя парами прямых зубьев, а частоту вращения роторов повышают.
Пресс- подборщик рулонный назначение, устройство.
Пресс-подборщик рулонный безременный ПРФ-180 (ПР-Ф-750) предназначен для подбора валков сена естественных и сеяных трав или соломы, прессования массы в рулоны цилиндрической формы – с последующей обмоткой шпагатом. Тип полуприцепной. Агрегатируется с тракторами классов 1,4 и 2. Обслуживает тракторист. Рекомендуется для применения в зонах равнинного землепользования.
Пресс-подборщик состоит из следующих основных частей:
карданной передачи, служащей для передачи крутящегося момента от ВОМ трактора к редуктору;
подборщика барабанного типа для подбора валка;
прессовальной камеры, состоящей из передней и задней (открывающейся) частей;
безременного прессующего транспортёра для формирования рулона;
аппарат для обмотки рулона;
сигнализации о достижении установленной плотности прессования;
Рис. 25Пресс-подборщик рулонный безременный ПРФ-180
1 – сница; 2 – тормозная система; 3 – лобовина; 4 – механизм регулирования плотности прессования; 5 – тяга; 6 – защёлка;7 – подборщик; 8 – винт; 9 – основание камеры с колёсным ходом;10 – трос; 11 – натяжная ось; 12 – защёлка; 13 – отверстие; 14 – тяга;15 – гидроцилиндр; 16 – упор; 17 – кронштейн; 18 – фонарь; 19 – рычаг; 20 – тяга; 21 – рычаг; 22 – задняя часть прессовальной камеры;
23 – гидроцилиндр; 24 – передняя часть прессо-вальной камеры;25 – пружина; 26 – крышка ящика; 27 – подпорка; 28 – ящик; 29 – отсек ящика; 30 – трос страховочный; 31 – гидросистема; 32 – карданная передача.
Кормоуборочные комбайны назначение, устройство.
Самоходный кормоуборочный комбайн КСК-100А используют при скашивании зеленых и подбора из валков провяленных сеянных и естественных трав, скашивания кукурузы, подсолнечника с одновременным измельчением и погрузкой массы в движущийся рядом транспорт.
Комбайн включает в себя самоходный измельчитель и сменные рабочие органы, в которые входят: жатка для скашивания трав, жатка для косьбы кукурузы и подсолнечника, подборщик валков и тележка для транспортировки жаток. Ходовая часть и рабочие органы комбайна получают движение от двигателя СМД-72, мощность которого 147 кВт.
Рабочий процесс комбайна происходит так. В процессе скашивания и измельчения трав мотовило 2 (рис.26) направляет стебли к режущему аппарату 1. Срезанная масса забирается шнеком 3 и отдается питательному аппарату, состоящему из четырех ребристых 4, 11, 12 и одного гладкого 6 вальца. Вальцы подпрессовывают массу и передают ее на измельчающий аппарат. Измельченная масса по силосопроводу 9 выгружается лопастями швырялки 10 в движущийся рядом транспорт. Жатка для скашивания трав состоит из четырехлопастного мотовила, режущего аппарата и шнека. Мотовило имеет вал, металлические планки и граблины, оснащенные пружинными зубьями. Левые концы граблин оборудованы планкой с роликом. Этот ролик, следуя по неподвижной профилированной дорожке, помогает пружинным зубьям занимать то или иное положение при вращении мотовила. Это позволяет мотовилу активно действовать на растения при их подводе, срезе и транспортировке к шнеку.
Рис.26 Схема комбайнакормоуборочного:
а – базовая модель; б – сменный измельчитель и швырялка КСК-100А; 1 — режущий аппарат; 2 – мотовило; 3 — шнек; 4, 11, 12 — передние вальцы;5 — подпрессовывающий валец; 6 — гладкий валец;7 — противорежущая пластина; 8 — измельчительный барабан;9 — силосопровод; 10 — швырялка.
Режущий аппарат состоит из: бруса, сдвоенных стальных пальцев с шагом 90 мм, пластины трения, прижимов и ножа с усиленными сегментами. Транспортеры выполнены в виде трех цепей с шагом 38 мм, оснащенных поперечными металлическими планками. Шнек смонтирован на подпружиненных опорах, которые передвигаются по направляющим и позволяет ему, в зависимости от величины слоя движущейся массы, занимать то или иное положение по высоте.
Подборщик включает в себя раму, подбирающий барабан, прижимную решетку, шнек и механизм привода. Подбирающий барабан состоит из вала с дисками. Эти диски оснащены граблинами с пружинными зубьями. К левым концам граблин прикреплены кривошипы с роликами, которые перемещаются по профилированной дорожке, расположенной на левой боковине каркаса. Шнек подпружинен, в центре его находится съемная лопасть. Для устранения поломок подбирающего барабана при включении обратного хода смонтирована храповая муфта.
Подготовка к работе включает следующие операции. Изменение высоты среза осуществляют при помощи копирующих башмаков. Минимальная высота среза равна 6 см.
Пружины механизма навески натягивают так, чтобы давление башмаков на почву было 250—300 Н.
Вопросы выходного контроля:
1.Назовите агротехнические требования к машинам для заготовки кормов.
2.Назовите классификация косилок и агротехнические требования к ним.
6.Назовите классификации кормоуборочных машин.
7.Назначение,устройство кормоуборочных машин.
Домашнее задание:Э.В. Заяц «Сельскохозяйственные машины», с 153-190.
Реферат на тему: «Классификации машин для заготовки кормов»