Ремонт коллектора и щеток электрических машин постоянного тока
 При работе генераторов и электродвигателей постоянного тока чисто наблюдается искрение на коллекторе, при этом на поверхности его появляются борозды, пластины подгорают. В результате коллектор и щетки быстро изнашиваются.
При работе генераторов и электродвигателей постоянного тока чисто наблюдается искрение на коллекторе, при этом на поверхности его появляются борозды, пластины подгорают. В результате коллектор и щетки быстро изнашиваются.
Искрение на коллекторе может быть вызвано неисправностями коллектора, щеток, щеткодержателей и обмоток электродвигателей.
Неисправности коллектора и их устранение
Шероховатость поверхности является наиболее распространенной неисправностью коллектора. Шероховатость поверхности коллектора возникает в результате царапин, нагара или слоя окиси на коллекторе.
Царапины наносятся твердыми частицами, попавшими на коллектор под щетки. Нагар образуется от искрения, а слой окиси на коллекторе появляется после длительного нахождения электродвигателя в местах с повышенной влажностью.
 Шероховатость коллектора устраняют шлифовкой его поверхности мелкой стеклянной бумагой. Бумагу прижимают к вращающемуся коллектору специальной деревянной колодкой из твердого дерева с вырезом в ней по форме коллектора.
Шероховатость коллектора устраняют шлифовкой его поверхности мелкой стеклянной бумагой. Бумагу прижимают к вращающемуся коллектору специальной деревянной колодкой из твердого дерева с вырезом в ней по форме коллектора.
Образование желобков . При расположении щеток одна против другой после длительной работы электродвигателя на коллекторе образуются желобки, поверхность коллектора становится волнистой. Эту волнистость устраняют проточкой коллектора на токарном станке. Чтобы избежать возникновения желобков, щетки надо располагать в шахматном порядке.
Выступание миканита над пластинами. Миканитовые прокладки коллектора тверже медных пластин. Поэтому в процессе работы они меньше истираются и постепенно выступают над поверхностью пластин.
 Для устранения этой неисправности необходимо продорожить коллектор, т. е. удалить выступающий между пластинами миканит тонкой пилкой. При продороживании пилку надо водить по линейке, уложенной параллельно краю пластины коллектора.
Для устранения этой неисправности необходимо продорожить коллектор, т. е. удалить выступающий между пластинами миканит тонкой пилкой. При продороживании пилку надо водить по линейке, уложенной параллельно краю пластины коллектора.
После продороживания все канавки между пластинами коллектора прочищают волосяной щеткой и при помощи шабера снимают фаски с краев коллекторных пластин. После этого коллектор шлифуется и продувается сжатым воздухом.
Биение коллектора может появляться в результате: неисправности подшипника электродвигателя, неодинаковой высоты пластин коллектора, проявляющейся при некачественной сборке и неправильной центровке якоря электродвигателя.
Дли устранения биения коллектора неисправный подшипник ремонтируют или заменяют. Если биение коллектора происходит вследствие неодинаковой высоты ого пластин, то коллектор следует проточить на токарном станке до устранения биения. При неправильной центровке, вызывающей биение коллектора, якорь необходимо заново отцентрировать на специальном станке.
Неисправности щеток и их устранение
Щетки плохо пришлифованы , обломаны по краям или имеют царапины на прилегающей к коллектору поверхности.
Для устранения этого угольные и графитные щетки надо пришлифовать к коллектору стеклянной бумагой. При этом следует начинать с крупных номеров стеклянной бумаги и постепенно переходить к более мелким.
Применять для пришлифовке наждачное полотно запрещается, так как наждачная пыль, забиваясь в прорези между коллекторными пластинами, замыкает их между собой.
 Щетки неправильно расположены на коллекторе . Это может быть в том случае, если они прилегают к пластинам коллекторов одной стороной, или траверса щеткодержателей установлена не по заводским меткам, имеющимся на ней и на корпусе.
Щетки неправильно расположены на коллекторе . Это может быть в том случае, если они прилегают к пластинам коллекторов одной стороной, или траверса щеткодержателей установлена не по заводским меткам, имеющимся на ней и на корпусе.
Сдвинутую траверсу надо установить по заводским меткам. При отсутствии заводских меток или их неправильности (искрение не устраняется) нужно установить щетки на нейтраль, смещая их по коллектору (у генераторов — в сторону вращения, а у двигателей — в противоположную сторону) до полного исчезновения искрения.
Положение щеток на нейтрали соответствует: у генераторов — их наибольшему напряжению при холостом ходе; у двигателей — равенству чисел оборотов при прямом и обратном вращении.
Одностороннее прилегание щеток может быть устранено поворотом обоймы щеткодержателя или пришлифовкой их к коллектору, если обойма щеткодержателя неподвижна.
Щетки недостаточно прижаты к коллектору или неплотно установлены в обойме . Это бывает при слабом нажатии пружин щеткодержателя на щетки, слишком большом просвете между щеткой и обоймой либо при плохом закреплении траверсы и щеткодержателя.
Силу нажатия на щетку увеличивают посредством регулировки нажимной пружины. В случае отсутствия регулировочного устройства пружину заменяют на более жесткую. Для устранения колебания щетки в обойме щеткодержателя ее заменяют на большую — по размерам обоймы. Если же колебания щетки вызваны ослаблением креплений щеточного механизма, то надо затянуть укрепляющие болты на траверсе и щеткодержателях.
Чрезмерное увеличение силы тока, проходящего через щетки . Если плотность тока в щетке превышает величину, допустимую для данного типа щеток, то это приводит к неизбежному перегреву щеток.
Если после устранения рассмотренных повреждений искрение на коллекторе продолжается, то причиной его могут быть повреждения обмотки якоря или полюсов машины: короткое замыкание, распайка обмотки якоря в петушках, разрыв якорного проводника, замыкание на железо. В большинстве случаев эти повреждения исправляются при капитальном ремонте машины постоянного тока.
Онлайн журнал электрика
Статьи по электроремонту и электромонтажу
Ремонт коллектора и щеток электрических машин постоянного тока
 При работе генераторов и электродвигателей неизменного тока чисто наблюдается искрение на коллекторе, при всем этом на поверхности его возникают борозды, пластинки подгорают. В итоге коллектор и щетки стремительно изнашиваются.
При работе генераторов и электродвигателей неизменного тока чисто наблюдается искрение на коллекторе, при всем этом на поверхности его возникают борозды, пластинки подгорают. В итоге коллектор и щетки стремительно изнашиваются.
Искрение на коллекторе может быть вызвано дефектами коллектора, щеток, щеткодержателей и обмоток электродвигателей.
Неисправности коллектора и их устранение
Шероховатость поверхности является более всераспространенной неисправностью коллектора. Шероховатость поверхности коллектора появляется в итоге царапин, нагара либо слоя окиси на коллекторе.
Царапинки наносятся жесткими частичками, попавшими на коллектор под щетки. Нагар появляется от искрения, а слой окиси на коллекторе возникает после долгого нахождения электродвигателя в местах с завышенной влажностью.
 Шероховатость коллектора избавляют шлифовкой его поверхности маленькой стеклянной бумагой. Бумагу придавливают к вращающемуся коллектору специальной древесной колодкой из твердого дерева с вырезом в ней по форме коллектора.
Шероховатость коллектора избавляют шлифовкой его поверхности маленькой стеклянной бумагой. Бумагу придавливают к вращающемуся коллектору специальной древесной колодкой из твердого дерева с вырезом в ней по форме коллектора.
Образование желобков . При расположении щеток одна против другой после долговременной работы электродвигателя на коллекторе образуются желобки, поверхность коллектора становится волнистой. Эту волнистость избавляют проточкой коллектора на токарном станке. Чтоб избежать появления желобков, щетки нужно располагать в шахматном порядке.
Выступание миканита над пластинами. Миканитовые прокладки коллектора тверже медных пластинок. Потому в процессе работы они меньше истираются и равномерно выступают над поверхностью пластинок.
 Для устранения этой неисправности нужно продорожить коллектор, т. е. удалить выступающий меж пластинами миканит узкой пилкой. При продороживании пилку нужно водить по линейке, уложенной параллельно краю пластинки коллектора.
Для устранения этой неисправности нужно продорожить коллектор, т. е. удалить выступающий меж пластинами миканит узкой пилкой. При продороживании пилку нужно водить по линейке, уложенной параллельно краю пластинки коллектора.
После продороживания все канавки меж пластинами коллектора прочищают волосяной щеткой и с помощью шабера снимают фаски с краев коллекторных пластинок. После чего коллектор шлифуется и продувается сжатым воздухом.
Биение коллектора может появляться в итоге: неисправности подшипника электродвигателя, неодинаковой высоты пластинок коллектора, проявляющейся при плохой сборке и неверной центровке якоря электродвигателя.
Дли устранения биения коллектора неисправный подшипник чинят либо подменяют. Если биение коллектора происходит вследствие неодинаковой высоты ого пластинок, то коллектор следует проточить на токарном станке до устранения биения. При неверной центровке, вызывающей биение коллектора, якорь нужно поновой отцентрировать на особом станке.
Неисправности щеток и их устранение
Щетки плохо пришлифованы , обломаны по бокам либо имеют царапинки на прилегающей к коллектору поверхности.
Для устранения этого угольные и графитные щетки нужно пришлифовать к коллектору стеклянной бумагой. При всем этом следует начинать с больших номеров стеклянной бумаги и равномерно перебегать к более маленьким.
Использовать для пришлифовке наждачное полотно воспрещается, потому что наждачная пыль, забиваясь в прорези меж коллекторными пластинами, замыкает их меж собой.
 Щетки некорректно размещены на коллекторе . Это может быть в этом случае, если они прилегают к пластинам коллекторов одной стороной, либо траверса щеткодержателей установлена не по заводским меткам, имеющимся на ней и на корпусе.
Щетки некорректно размещены на коллекторе . Это может быть в этом случае, если они прилегают к пластинам коллекторов одной стороной, либо траверса щеткодержателей установлена не по заводским меткам, имеющимся на ней и на корпусе.
Сдвинутую траверсу нужно установить по заводским меткам. При отсутствии промышленных меток либо их неправильности (искрение не устраняется) необходимо установить щетки на нейтраль, смещая их по коллектору (у генераторов — в сторону вращения, а у движков — в обратную сторону) до полного исчезновения искрения.
Положение щеток на нейтрали соответствует: у генераторов — их большему напряжению при холостом ходе; у движков — равенству чисел оборотов при прямом и оборотном вращении.
Однобокое прилегание щеток может быть устранено поворотом обоймы щеткодержателя либо пришлифовкой их к коллектору, если обойма щеткодержателя недвижна.
Щетки недостаточно прижаты к коллектору либо неплотно установлены в обойме . Это бывает при слабеньком нажатии пружин щеткодержателя на щетки, очень большенном просвете меж щеткой и обоймой или при нехорошем закреплении траверсы и щеткодержателя.
Силу нажатия на щетку наращивают средством регулировки нажимной пружины. В случае отсутствия регулировочного устройства пружину подменяют на более жесткую. Для устранения колебания щетки в обойме щеткодержателя ее подменяют на огромную — по размерам обоймы. Если же колебания щетки вызваны ослаблением креплений щеточного механизма, то нужно затянуть укрепляющие болты на траверсе и щеткодержателях.
Чрезмерное повышение силы тока, проходящего через щетки . Если плотность тока в щетке превосходит величину, допустимую для данного типа щеток, то это приводит к неминуемому перегреву щеток.
Если после устранения рассмотренных повреждений искрение на коллекторе длится, то предпосылкой его могут быть повреждения обмотки якоря либо полюсов машины: куцее замыкание, распайка обмотки якоря в петухах, разрыв якорного проводника, замыкание на железо. Почти всегда эти повреждения исправляются при полном ремонте машины неизменного тока.
Ремонт коллектора электродвигателя
Капитальный ремонт с разборкой коллекторов производят в случаях: замыкания между смежными коллекторными пластинами; замыкания между коллекторными пластинами и втулками; замены поврежденных коллекторных пластин; полной замены изношенных пластин.
В первых трех случаях иногда удается устранить неисправность, не снимая коллектор с вала и не отпаивая все коллекторные пластины от обмотки якоря. Для сохранения в процессе ремонта правильной цилиндрической формы коллектора его стягивают по наружной поверхности хомутом, затем отворачивают гайку, сдвигают нажимной конус и осматривают внутреннюю поверхность коллектора.
Замыкание между пластинами чаще всего происходит вследствие попадания металлической стружки или капли припоя внутрь коллектора. Замыкание между пластинами и втулкой обычно происходит в углах миканитовой манжеты. При ремонте в выточку «ласточкин хвост» вкладывают сегменты, вырезанные из формовочного миканита и выгнутые в горячем состоянии. Если перечисленные неисправности имеются на стороне коллектора, обращенной к якорю, то приходится отпаивать все соединения обмотки с коллекторными пластинами и снимать коллектор с вала с помощью винтового съемника. Для замены поврежденной коллекторной пластины ее отпаивают от обмотки, в стягивающем хомуте делают прорезь и устанавливают ее над поврежденной пластиной. Через прорезь осторожно выбивают поврежденную пластину и на ее место устанавливают новую, вырезанную по размерам вынутой.
Медь для коллекторов трапецеидального сечения, изготовленную путем волочения на кабельных заводах в виде полос длиной 1,6 — 3,5 м, режут на пластины, учитывая припуск на обработку торцов коллектора. Пластины толщиной до 6 мм штампуют с припусками на токарную обработку. Это уменьшает объем токарных работ и позволяет получить отходы в виде массивных кусков меди, а не стружки, смешанной с миканитом. При резке и штамповке медной полосы пластины деформируются, поэтому кривизну, заусенцы и другие дефекты потом устраняют правкой.
Значительную кривизну устраняют специальным воротком, который надевают на один конец пластины; при этом второй конец пластины вставляют в отверстие массивной металлической плиты. Мелкую плавку выполняют на плите молотком. Затем медные пластины вперемежку с миканитовыми прокладками вручную на гладкой плите собирают в кольцо, согнутое из листовой стали толщиной 1,5 — 2 мм. Первая пластина, вставленная в прорезь кольца, служит упором для последующих.
После сборки комплект пластин перевязывают отожженной стальной проволокой и передают на прессовку. В крупных машинах коллектор собирают из нескольких сотен медных пластин и миканитовых прокладок. Каждая пластина и прокладка имеют допуск на изготовление. При сборке в кольцо эти допуски складываются, и диаметр коллектора может получиться больше или меньше расчетного. Чтобы получить заданный диаметр коллектора, часть прокладок заменяют более толстыми или более тонкими, располагая их равномерно по окружности коллектора. В процессе ремонта проверяют состояние изоляции пластин коллектора.
Неровности и дорожки на поверхности коллектора устраняют полировкой или обточкой. Выбор способа устранения дефектов при ремонте зависит от величины выработки: при выработке до 0,2 мм применяют полировку, до 0,5 мм — шлифовку, свыше 0,5 мм — обточку.
Обточку и шлифовку коллектора выполняют на токарных станках или при помощи переносных приспособлений. При обточке коллектора скорость резания не должна превышать 1 — 1,5 м/с, подача резца — 0,2 — 0,3 мм. При изготовлении новых коллекторов оставляют небольшой запас на износ: 6 мм на одну сторону для коллекторов диаметром до 100 мм, 8 мм для коллекторов диаметром 101 — 250 мм, 10 — 15 мм для коллекторов диаметром свыше 251 мм. Поэтому при каждой очередной обточке с коллектора снимают столько металла, сколько необходимо для устранения имеющегося дефекта.
Полировку коллектора выполняют при номинальных оборотах машины мелкой стеклянной шкуркой. Наиболее пригодна бумажная шкурка с зернистостью № 180 — 200. Шкурку накладывают на деревянный брусок, пригнанный по поверхности коллектора, а затем с некоторым усилием прижимают брусок со шкуркой к поверхности вращающегося коллектора, полируют его. При отсутствии стеклянной шкурки требуемых номеров коллектор полируют пемзой.
После обточки изоляцию коллектора продороживают на глубину 0,5—1,5 мм. Края пластин скашивают под углом 45 °, как показано на рис. 1. Продороживание изоляции выполняют вручную резаком, изготовленным из куска ножовочного полотна, или на станке при помощи специального переносного устройства.
Практика показывает, что предприятия не имеют запасных коллекторов и вынуждены изготовлять новые собственными силами, руководствуясь основными размерами старого коллектора и учитывая при этом величину его износа. Перед разборкой дефектного коллектора его поверхность покрывают двумя слоями картона, поверх которых на расстоянии 50 —60 мм друг от друга накладывают два бандажа из мягкой проволоки, чтобы предохранить пластины от рассыпания. Вывернув крепежные болты, легкими ударами молотка снимают нажимную шайбу и конус, предварительно отметив взаимное расположение всех деталей.
Пластины нового коллектора изготовляют из полос холоднотянутой меди трапецеидального сечения с соответствующими размерами клина. Полосу рубят на куски требуемой величины (по ширине коллектора) с припуском 2 — 5 мм на сторону по длине.
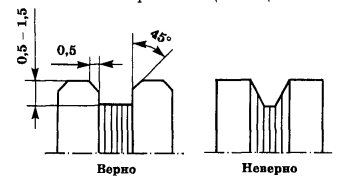
Рис. 1. Продороживание изоляции коллектора
В качестве межпластинной изоляции применяют листовой твердый миканит КФ требуемой толщины.
В коллекторных пластинах до начала сборки фрезеруют прорези, размеры которых на 0,25 — 0,3 мм превышают размер провода обмотки (если провода обмотки впаивают непосредственно в коллекторные пластины). В машинах, у которых провода обмотки соединены с коллекторными пластинами через петушки, прорези профрезированы для установки в них петушков.
Заготовленные пластины и миканитовую изоляцию собирают вручную на круглой плите, применяя стальное прессующее кольцо. Пластины устанавливают вертикально на плите и вставляют между ними куски изоляции. Затем проверяют горизонтальность поверхности пластин и верхнего нажимного конуса относительно сборочной плиты. Коллектор нагревают в печи и прессуют, подтягивая под прессом гайку. После этого с помощью пресса с коллектора снимают прессовочное кольцо. Затем производят динамическую формовку коллектора, которая заключается в его разгоне с максимальной частотой вращения и одновременном нагреве до 120 °С. Для формовки коллектор надевают на оправку специальной разгонной установки, снабженной нагревательными элементами. После сборки протачивают наружную поверхность коллектора с припуском на окончательную его обработку на якоре и фрезеруют в коллекторных пластинах прорези для вкладывания проводников обмотки якоря.