Ремонт коленчатого вала двигателя ямз
Ремонт коленчатого вала двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
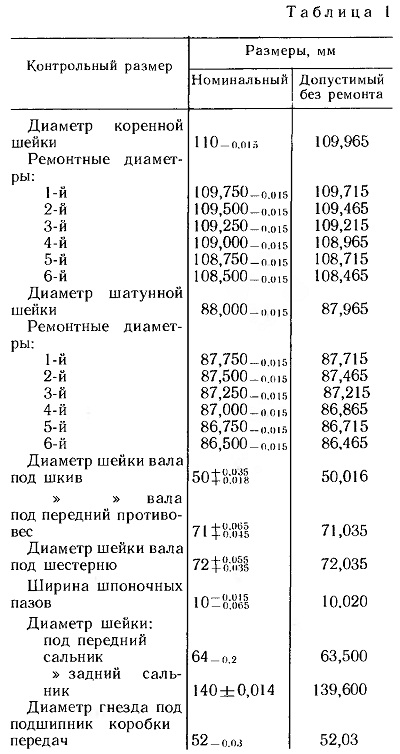
Коленчатый вал заменяют при наличии трещин любого размера и расположения, задиров на шатунных и коренных шейках и биении коренных шеек, не устраняемых шлифованием под последний ремонтный размер. Биение средних коренных шеек относительно крайних допускается не свыше 0,08 мм. Проверка производится индикатором при установленных на призмы крайних коренных шейках.
При износе хотя бы одной коренной или одной шатунной шейки сверх допустимого (табл. 1), а также при наличии хотя бы на одной из шеек глубоких
рисок или задиров все коренные или шатунные шейки перешлифовывают под один ремонтный размер. Номер ремонтного размера шатунных шеек может отличаться от номера ремонтного размера коренных шеек.
Шлифовка шеек коленчатого вала под ремонтные размеры производится в пределах величин, приведенных в табл. 1. При этом необходимо выполнение следующих условий:
переход цилиндрических участков шеек в галтели должен быть плавным (радиус галтелей 5,5—6,0 мм), без подрезов, прижогов, грубых рисок; шероховатость поверхностей шеек не должна превышать 0,20 мкм, шероховатость галтелей не ниже 0,32 мкм;
величина радиусов осей всех кривошипов вала должна быть 70±0,12 мм;
непараллельность осей средних коренных шеек относительно общей оси крайних коренных шеек не должна превышать 0,010 мм, непараллельность осей шатунных шеек относительно общей оси крайних коренных шеек должна быть не более 0,015 мм;
овальность, конусность, вогнутость и бочкообразность коренных и шатунных шеек не допускаются более 0,01 мм.
Отсутствие трещин проверяют магнитным дефектоскопом с обязательным последующим размагничиванием.
При каждом снятии коленчатого вала с двигателя для замены вкладышей полости шатунных шеек рекомендуется очищать, предварительно удалив заглушки, которыми закрыты полости. Повторное использование заглушек не допускается.
Перед установкой заглушек вспученный металл у кромок отверстий от предыдущей раскерновки запиливают, промывают вал и продувают масляные каналы. Заглушки запрессовывают на глубину 5—6 мм и раскернивают
внутри отверстии в трех точках, равномерно расположенных по окружности, для предотвращения самопроизвольного выпрессовывания заглушек.
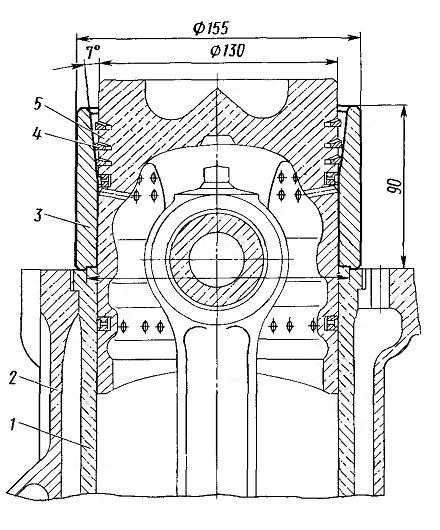
Рис. 10. Оправка для установки поршня в гильзу цилиндра:
I — гильза цилиндра; 2— блок цилиндров; 3— обжимное приспособление; 4 — поршневые кольца;
5 — поршень
Шестерню коленчатого вала заменяют при контактном разрушении зубьев, сколах, трещинах, выработке в виде канавок, а также при боковом зазоре в зацеплении с шестерней распределительного вала свыше 0,3 мм. Шестерню коленчатого вала можно заменить без снятия коленчатого вала с двигателя. При снятых шкиве и передней крышке блока передний противовес и шестерня спрессовываются с помощью съемника. Перед установкой шестерню и передний противовес необходимо нагреть до температуры 105 °С и последовательно под-прессовывать их до упора с помощью специального приспособления.
Замена вкладышей коренных и шатунных подшипников. Коленчатые валы двигателей ЯМЗ обладают высокой износостойкостью. После 80-—100 тыс. км пробега рекомендуется профилактическая замена вкладышей, которая продлит срок службы коленчатого вала до перешлифовки. Для замены вкладышей коренных и шатунных подшипников двигатель снимают с автомобиля. Вкладыши необходимо заменять в условиях, исключающих попадание грязи на подшипники и шейки коленчатого вала. Новые вкладыши должны иметь номинальные размеры.
Шатунные вкладыши меняют по порядку, начиная с подшипника первого цилиндра. Снятые вкладыши тщательно осматривают. При наличии повреждений, имеющих характер неестественного износа, определяют их причину. Масляные каналы коленчатого вала очищают от загрязненного масла и отложений, протирают шейку мягкой чистой ветошью (шейка должна быть гладкой, без глубоких рисок, заусенцев и наволакивания металла).
Перед установкой подшипников на вал шейку вала и вкладыши смазывают моторным маслом. Болты крепления шатунных подшипников затягивают с приложением момента 20—22 кгс-м.
Вкладыши коренных подшипников можно заменять при помощи штифта, не снимая коленчатый вал. Штифт
представляет собой стальной стержень длиной 25 мм, диаметром 6 мм и имеет головку диаметром 15 мм, высотой 3 мм. Для снятия верхнего вкладыша коренного подшипника штифт вставляют в отверстие масляного канала коренной шейки. Для выталкивания вкладыша коленчатый вал вращают. Для установки вкладыша в постель ее накладывают на шейку и усилием руки частично вводят в зазор между шейкой и постелью. Затем штифт вставляют в отверстие масляного канала и, проворачивая вал, устанавливают вкладыши на место. Вертикальные болты крепления крышек коренных подшипников затягивают с приложением момента 43—47 кгс-м, а горизонтальные— 10—12 кгс-м.
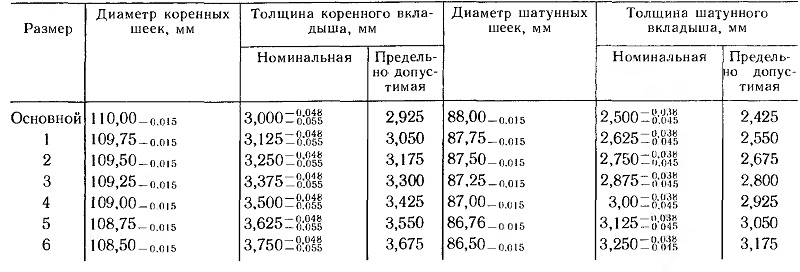
Необходимость замены вкладышей определяется величиной износа по толщине и диаметральным зазорам в сопряжении (табл. 2). Если износ по толщине превышает 0,05 мм или если диаметральный зазор более 0,23 мм, вкладыши заменяют новыми. Толщина вкладыша измеряется в его середине. Зазор проверяют измерением диаметра шейки коленчатого вала и внутреннего диаметра подшипника (после затяжки болтов крепления крышки). Вкладыши подшипников заменяются, если на них имеются забоины, трещины, смятие усика для удержания вкладыша в гнезде.
При повторной установке вкладыши устанавливают только в те постели, из которых они были вынуты ранее. Верхний и нижний вкладыши подшипника коленчатого вала невзаимозаменя-емы, так как в верхних вкладышах имеются отверстия для подвода масла и канавки для его распределения. Оба вкладыша нижней головки шатуна взаимозаменяемы.
Для ремонта коленчатого вала предусмотрено шесть ремонтных размеров вкладышей. Клеймо ремонтного размера нанесено на тыльной стороне вкладыша недалеко от стыка. Номер ремонтного размера вкладыша должен соответствовать номеру ремонтного размера соответствующей шейки коленчатого вала. Вкладыши подшипников коленчатого вала следует заменять только полностью на всем двигателе.
Восстановление герметичности клапанов. Для восстановления герметичности клапанов нужно снять головку (или головки) цилиндров, как указано выше; очистить их от масла и нагара, а затем нанести метки на тарелках клапанов, чтобы при сборке установить их в те же седла. Пользуясь приспособлением (рис. 11), сжать пружины, вынуть сухари и, освободив пружины, снять клапаны, тщательно очистить их от нагара, промыть в керосине и внимательно осмотреть для определения степени ремонта.
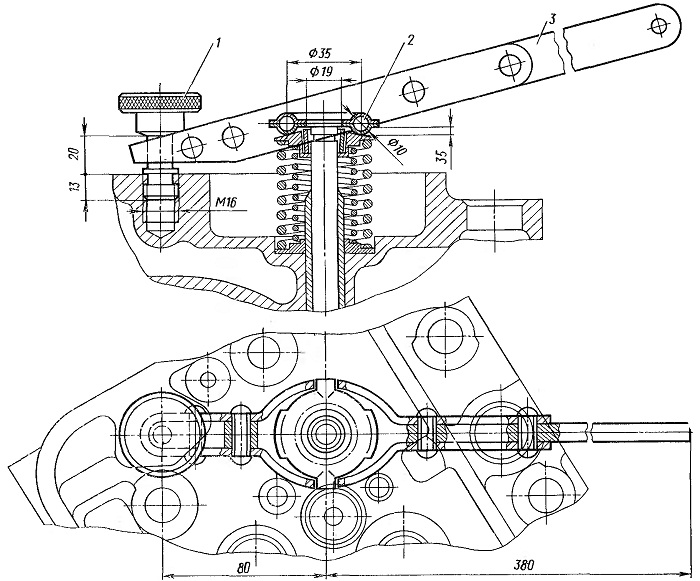
Рис. 11. Приспособление для снятия и установки клапанов газораспределения: 1 — упорный винт; 2 — нажимная тарелка; 3 — рукоятка
При незначительных износах и мелких раковинах на фаске клапана и седла, при отсутствии коробления тарелки клапанов и прогаров герметичность клапана может быть восстановлена притиркой пастой, которая приготовляется путем тщательного перемешивания 1,5 частей (по объему) микропорошка зеленого карбида кремния 63С-М28 ОСТ 2-144—71 с одной
частью летнего моторного масла и 0,5 части дизельного топлива Л-0,2-40 ГОСТ 305—82. Перед употреблением притирочную смесь тщательно перемешивают, так как микропорошок способен осаждаться.
Процесс притирки состоит из возвратно-вращательного движения клапана при помощи специальной притирочной дрели, автоматически изменяющей направление вращения. При отсутствии специальной дрели можно пользоваться обычной ручной дрелью. Во всех случаях связь приспособления (для проворачивания клапана) с тарелкой клапана осуществляется с помощью резинового присоса.
Для притирки на фаску равномерно наносят тонкий слой пасты, смазывают
стержень клапана чистым моторным маслом и ставят его на место. Если притирка ведется ручной дрелью, то следует, слегка нажимая, провернуть клапан на 1/3 оборота, затем в обратном направлении на 1 /4 оборота и т. д. Нельзя делать притирку круговыми движениями. Клапан необходимо периодически поднимать для нанесения на его фаску новой порции притирочной пасты. Внешним признаком удовлетворительной притирки является получение на фасках клапана и седла непрерывного матового пояска шириной не менее
1,5 мм. Разрыв матовой полоски и наличие рисок на ней не допускаются.
По окончании притирки клапаны и седла следует промыть керосином и насухо вытереть и, установив клапаны
и пружины на свои места, проверить герметичность. Для этого во впускные и выпускные окна заливают керосин и выдерживают в течение 3 мин. Течь или просачивание керосина при повороте клапана на любой угол не допускаются.
Проверить качество притирки можно и с помощью карандаша. Для этого поперек фаски мягким графитовым карандашом наносят через равные промежутки 10—15 черточек. Осторожно вставив клапан в седло, сильно нажимают на него и одновременно проворачивают на 1 /4 оборота. После этого все черточки на фаске должны быть стерты. При неудовлетворительных результатах проверки притирку клапана нужно повторить. Если герметичность клапана не удается обеспечить притиркой или одной притирки недостаточно (следы прорыва газов, углубления на рабочих фасках и т. д.), то прошли-фовывают седла и клапаны, а затем повторяют притирку. Для шлифовки седел клапанов применяют шлифовальное устройство или электродрель, имеющую необходимый шлифовальный круг и оправку. Центрирование шлифовального круга в данном случае осуществляется хвостовиком оправки, входящей в направляющую втулку клапана. Если направляющие втулки клапанов необходимо заменить, то седла шлифуют только после замены втулок.
Ремонт коленчатых валов
Коленчатый вал — одна из самых важных частей двигателя внутреннего сгорания. Они изготавливаются из стали с помощью ковки и чугуна путем литья
Сложность конструктивной формы коленчатого вала, его недостаточная жесткость, высокие требования к точности обрабатываемых поверхностей вызывают особые требования к выбору методов базирования, закрепления и обработки вала, а также выбору оборудования. Наш шлифовальный станок AZ CG300-2200 отвечает всем необходимым требованиям для осуществления ремонта самых разных коленчатых валов, расстояние между центрами станка 2200 мм, высота центров 300 мм. Превосходная точность этого станка позволяет получить необходимый размер с минимальными отклонениями.
Частые неисправности коленчатых валов:
- износ коленчатого вала по коренным или шатунным шейкам;
- изгиб;
- микротрещины;
- износ посадочных поверхностей под маховик, сальник (сальники), переднюю шестерню.
При износе шеек выше допустимого или незначительном изгибе, устранимом перешлифовкой, коленчатый вал обрабатывают под следующий ремонтный размер. Однако при больших задирах (например, при выплавлении вкладышей с проворотом) иногда перешлифовывают «через размер», т.е. сразу на 2 размера. Все коренные шейки, а также все шатунные шлифуют в один размер — например, коренные могут быть 2-го ремонтного размера, а шатунные 3-го, в любой комбинации размеров. Коленчатые валы с подшипниками качения и азотированные перешлифовке не подлежат.
Шлифовка коленчатого вала
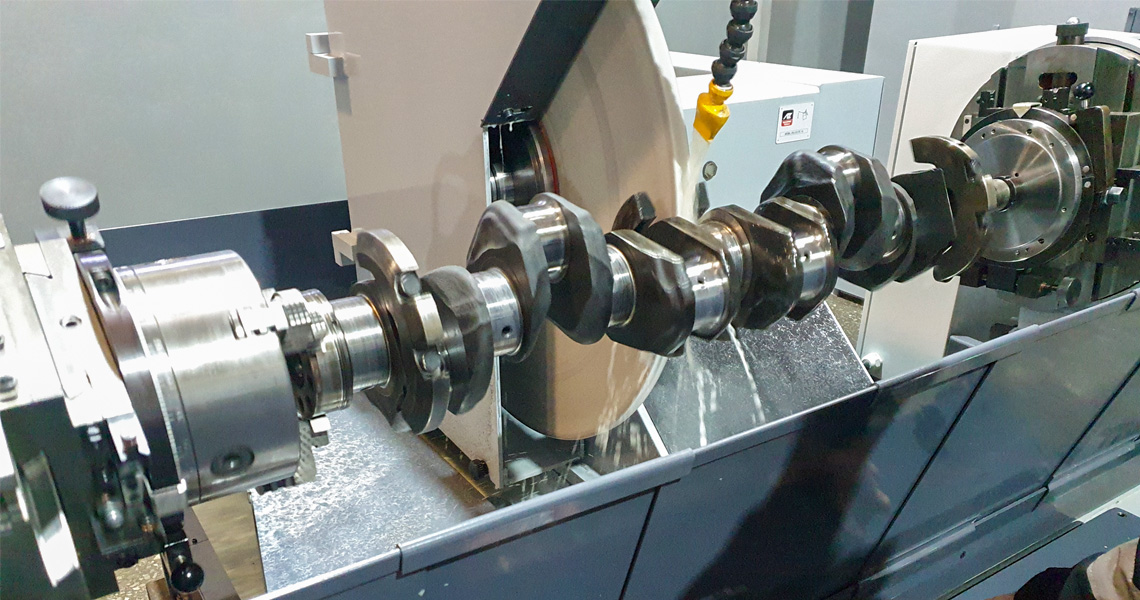
В большинстве случаев коленчатые валы предусматривают возможность их перешлифовки на ремонтный размер (обычно 3-6 размеров). В этом случае коленвалы шлифуют вращающимся наждачным кругом, причём вал проворачивается вокруг осей базирования. Конечно, эти оси для коренных и шатунных шеек не совпадают, что требует перестановки, что наш станок и позволяет сделать за короткий промежуток времени.
Немного теории
На заводе коленчатые валы для увеличения прочности и износостойкости шеек подвергают термической, а иногда и химико-термической обработке: закалка ТВЧ, азотирование, закалка поверхностного слоя. Получаемая твёрдость зависит от количества углерода (закалка ТВЧ, обычно не более 50..55 HRC), либо вида ХТО (азотирование даёт твёрдость 60 HRC и выше). Глубина закалённого слоя шеек позволяет обычно использовать 4-6 промежуточных ремонтных размеров шеек вала, азотированные валы не шлифуют. Вероятность задира шейки с ростом твёрдости значительно снижается.
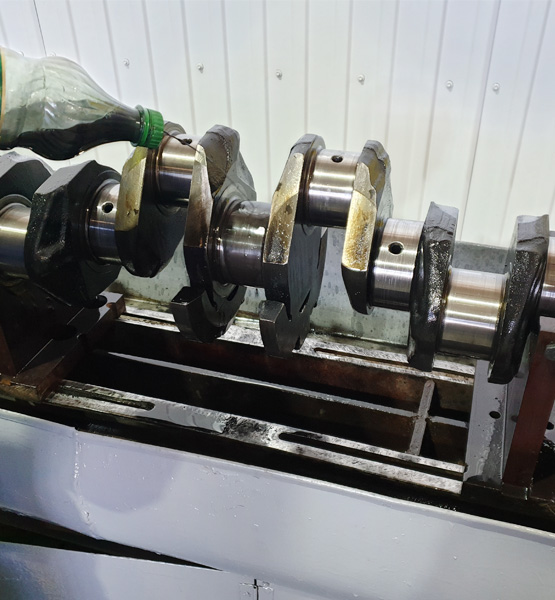
Чистка коленчатого вала


При капитальном ремонте двигателя, многие не придают значения чистоте масляных каналов коленчатого вала или просто не знают как их правильно прочистить. Эта операция очень важна потому, что при шлифовке вала под ремонтный размер вкладышей в масляные каналы попадает абразив и продукты обработки (металлическая пыль). Если тщательно не промыть систему смазки коленчатого вала, то при запуске мотора оставшаяся грязь может попасть между вкладышами и шейкой коленчатого вала. В лучшем случае это сократит ресурс мотора, и весь дорогостоящий ремонт может оказаться напрасным.
Правка коленчатых валов

Очень часто, из-за перегрева коленчатый вал деформируется. Искривление вала — это очень важный параметр. Чтобы установить величину и направление прогиба деталь укладывают на призмы и с помощью индикатора измеряют биение коренных шеек, которое не должно превышать 0,010-0,020 мм.
Добавим, что при биении поверхности в 0,1 мм даже самый лучший и дорогой сальник не способен обеспечить герметичность. Такое же биение, например, звездочки цепи ГРМ приведет к резкому снижению ресурса цепи, значительному возрастанию шума и опасности поломок натяжителя и успокоителей. В свою очередь биение задней части коленчатого вала вызывает нагрузки на первичном валу коробки передач, подшипник которого вряд ли проживет долго. Но самое главное, вал становится неуравновешенным — его балансировка, тщательно выполненная на заводе-изготовителе, из-за смещения осей вращения шеек от их исходного положения нарушится.
Чтобы устранить деформацию мы рихтуем (правим) коленчатые валы, после чего устанавливаем их на шлифовальный станок AZ CG300-2200 для дальнейшей шлифовки.
В результате правки коленчатых валов при ремонте обеспечивается увеличение числа ремонтов и общий срок службы вала, так как при шлифовании правленного вала снимается минимальный слой металла.
Проверка коленчатых валов на микротрещины
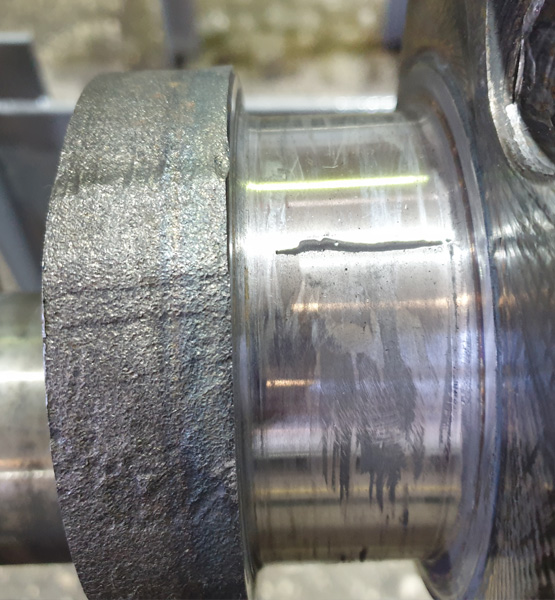
Проверка коленчатого вала на микротрещины — это операция, которая за короткий промежуток времени позволяет понять, пригоден ли коленчатый вал для ремонта и дальнейшей эксплуатации или нет.
Крупные трещины видны невооруженным глазом, но обнаружить микротрещины можно только специальными приборами, например магнитным дефектоскопом.
Игнорировать эту процедуру не рекомендуется, так как микротрещины могут стать причиной серьезной поломки двигателя, коленчатый вал может попросту лопнуть.
Стоимость работ
Технический Центр Моторного Ремонта ЗАО КПК «Ставропольстройопторг» готов оказать следующие работы по ремонту коленчатых валов: