Головка блока цилиндров двигателей 2112 и 21124 (16v) — снятие и установка
Замечание. Головку блока цилиндров двигателя можно снять в сборе или после частичной разборки (снять распределительные валы). Оба варианта показаны на двигателе 21124 (1,6i). На двигателе 2112 (1,5i) работа выполняется аналогично (особенности см. в тексте).
Снятие
1. Сливаем из двигателя охлаждающую жидкость (см. «Охлаждающая жидкость — замена»).
Если разборка головки блока цилиндров не требуется (например, для замены прокладки головки блока цилиндров), снимать ее следует в сборе с распределительными валами, корпусом подшипников, топливной рампой, датчиками давления масла и положения распределительного вала.
4. Отсоединяем верхнюю штангу крепления силового агрегата от кронштейна головки блока цилиндров (см. «Верхняя штанга крепления двигателей 2112 и 21124 (16v)»).
5. Торцовым ключом на 13 мм отворачиваем три гайки крепления кронштейна штанги.
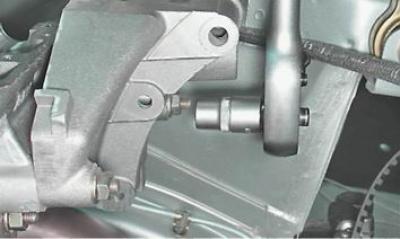
6. Снимаем кронштейн со шпилек.

8. Ключом на 10 мм отворачиваем болт крепления наконечника провода «масса» и отсоединяем его от головки блока.

9. Ключом на 13 мм отворачиваем гайку крепления наконечника провода отрицательного вывода аккумуляторной батареи и снимаем наконечник со шпильки.

10. Чтобы не повредить разъемы датчиков, отсоединяем провода от датчиков температуры охлаждающей жидкости системы управления двигателем (см. «Датчик температуры охлаждающей жидкости — проверка и замена») и от указателя температуры (см. «Датчик указателя температуры охлаждающей жидкости — проверка и замена»), а также от датчика положения распределительного вала, если снимаем головку блока цилиндров в сборе (см. «Датчик положения распределительного вала — проверка и замена»).
11. Торцовым ключом на 13 мм отворачиваем две гайки крепления корпуса термостата.

12. Снимаем корпус термостата со шпилек головки блока цилиндров и, не отсоединяя шлангов, отводим его в сторону.

13. Снимаем уплотнительную прокладку.

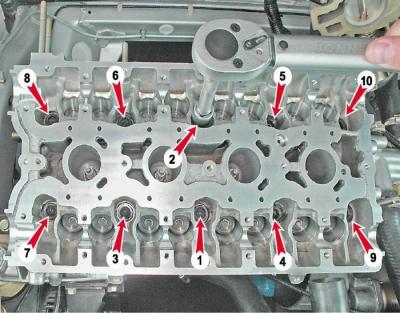
14. Шестигранным ключом на 10 мм отворачиваем десять болтов крепления головки к блоку цилиндров в указанной последовательности.
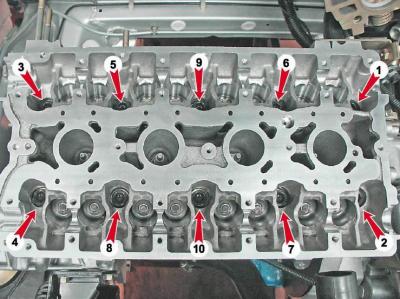
Последовательность отворачивания болтов крепления головки
15. Снимаем головку с блока цилиндров в сборе.
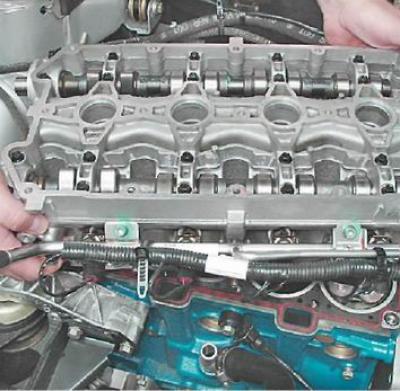
. или со снятыми распределительными валами.
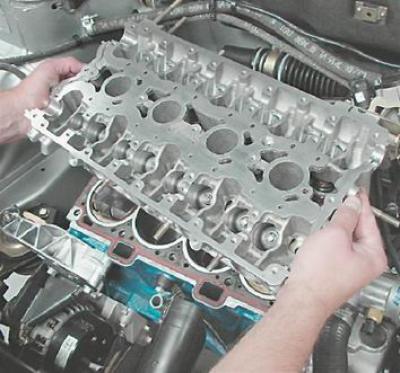
16. Снимаем прокладку головки блока цилиндров.

17. Чтобы не потерять, вынимаем две направляющие втулки из посадочных мест в блоке цилиндров.

Установка
1. Промываем головку блока цилиндров от грязи и отложений керосином или дизельным топливом.
2. Удаляем из резьбовых отверстий блока цилиндров (под болты крепления головки блока) остатки масла и охлаждающей жидкости.
3. Очищаем привалочные плоскости головки и блока цилиндров от остатков старой прокладки, обезжириваем плоскости растворителем.
Предупреждение! При установке головки блока цилиндров всегда используйте новую прокладку. Попадание масла на поверхность прокладки недопустимо
4. Устанавливаем направляющие втулки головки в посадочные места блока цилиндров. Укладываем на блок цилиндров прокладку, при этом направляющие втулки должны войти в соответствующие отверстия прокладки.
5. Устанавливаем на блок цилиндров головку. Слегка перемещая головку из стороны в сторону, добиваемся того, чтобы направляющие втулки вошли в соответствующие углубления головки.
Предупреждение! Повторное использование болтов крепления головки блока цилиндров допускается только в том случае, если их длина не превышает 100 мм
6. Штангенциркулем или слесарной линейкой измеряем длину болтов. Болты длиной более 100 мм заменяем.
7. Перед установкой окунаем резьбовую часть болтов в моторное масло, и даем маслу стечь, выждав около получаса.

8. Устанавливаем в отверстия головки болты ее крепления. Динамометрическим ключом затягиваем болты крепления головки в три приема — сначала моментом 20 Н·м (2 кгс·м) затем доворачиваем болты на 90° и потом еще раз доворачиваем болты на 90°. При этом соблюдаем очередность, указанную на фото.
Последовательность затяжки болтов крепления головки
Дальнейшую сборку двигателя выполняем в обратной последовательности.
Разборка, ремонт и сборка головки блока цилиндров в двигателе ВАЗ 21124, 21126
Разборка, ремонт и сборка головки блока цилиндров в двигателе ВАЗ 21124, 21126
Детали головки блока цилиндров:

1 – головка блока; 2 – впускной распределительный вал; 3 – сальник; 4 – выпускной распределительный вал; 5 – корпус подшипников распределительных валов; 6 – крышка головки блока; 7 – кронштейн крепления жгута проводов; 8 – заглушки; А – отличительный поясок впускного распределительного вала
Головка 1 блока цилиндров общая для четырех цилиндров, отлита из алюминиевого сплава, с камерами сгорания шатровой формы. Впускные и выпускные каналы выведены на разные стороны головки блока. Клапаны расположены V-образно в два ряда: с одной стороны впускные, с другой — выпускные.
В головку запрессованы металлокерамические седла клапанов и латунные направляющие втулки клапанов. Внутренний диаметр направляющих втулок (7±0,015) мм, наружный (для втулок, поставляемых в запасные части) – 12,079–12,090 мм и 12,279–12,290 мм (втулка, увеличенная на 0,2 мм).
Диаметр тарелки впускного клапана 29 мм, выпускного – 25,5 мм. Диаметр стержня впускного клапана (6,975±0,007) мм, выпускного – (6,965±0,007) мм.
На каждый клапан установлено по одной пружине. Длина пружины в свободном состоянии 38,19 мм, под нагрузкой (240±9,6) Н [(24,5±0,98) кгс] должна быть 32 мм, а под нагрузкой (550±27,5) Н [(56,1±2,8) кгс] – 24 мм.
Клапаны приводятся в действие кулачками распределительных валов через цилиндрические гидротолкатели, расположенные в направляющих отверстиях головки блока цилиндров по оси отверстий под клапаны. Гидротолкатели автоматически устраняют зазор в клапанном механизме, поэтому при техническом обслуживании автомобиля проверять и регулировать зазор в клапанном механизме не требуется.
Масло для работы гидротолкателей подводится из системы смазки по вертикальному каналу в блоке цилиндров к каналу в головке блока цилиндров около 5-го болта крепления, а затем по верхним каналам, выполненным на нижней плоскости корпуса подшипников. По этим же каналам подводится масло и для смазки шеек распределительных валов. В вертикальном канале головки блока цилиндров расположен обратный шариковый клапан, не допускающий слива масла из верхних каналов после остановки двигателя.
Для привода клапанов служат два распределительных вала: впускной и выпускной. Валы отлиты из чугуна и снабжены пятью опорными шейками, которые вращаются в гнездах, выполненных в головке блока цилиндров и в одном общем корпусе подшипников распределительного вала. Для повышения износостойкости рабочие поверхности кулачков и шейка под сальник отбелены. Для того чтобы отличить впускной распределительный вал от выпускного, на впускном валу около первой опоры выполнен отличительный поясок А.
От осевых перемещений валы удерживаются упорными буртиками, расположенными по обе стороны от передней опоры. Передние концы распределительных валов уплотнены самоподжимными резиновыми сальниками. Задние отверстия, расположенные по оси валов в головке блока цилиндров и корпусе подшипников, закрыты обрезиненными колпачковыми заглушками.
Вам потребуются: приспособление для сжатия клапанных пружин, приспособление для выпрессовки и оправка для запрессовки маслосъемных колпачков, торцовые ключи «на 8», «на 10», «на 13», ключи «на 19», «на 21», шестигранник «на 10», отвертка, пинцет.
1. Снимите головку блока цилиндров с двигателя (см. «Замена прокладки головки блока цилиндров»).
2. Установите головку блока распределительными валами вверх, подложив под нее деревянные прокладки, чтобы не повредить клапаны.
3. Отверните торцовой головкой «на 13» три гайки крепления левой опоры силового агрегата и снимите опору.
4. Выверните ключом «на 10» два болта крепления кронштейна топливной трубки и снимите кронштейн.
6. Выверните ключом «на 21» датчик сигнальной лампы аварийного падения давления масла из корпуса подшипников распределительных валов.
7. Выверните ключом «на 19» из термостата датчик температуры охлаждающей жидкости.
8. Выверните ключом «на 21» датчик указателя температуры охлаждающей жидкости из заднего торца головки блока.



9. Отверните ключом «на 13» две гайки крепления термостата.
10. Снимите термостат и установленную под ним уплотнительную прокладку.
11. Выверните свечным ключом свечи зажигания, чтобы случайно не повредить их.
12. Выверните торцовой головкой «на 8» двадцать болтов крепления корпуса подшипников распределительных валов и снимите корпус.


13. Выньте распределительные валы из опор головки блока цилиндров и снимите с их передних концов сальники.
14. Выньте заглушки из заднего торца головки блока.


15. Извлеките гидротолкатели клапанов из отверстий головки блока цилиндров.
16. Очистите камеры сгорания от нагара. Осмотрите головку блока. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Удалите заусенцы и забоины на плоскости головки блока.





17. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и измерьте щупом зазор между поверхностью головки и линейкой. Если зазор больше 0,1 мм, можно прошлифовать привалочную поверхность. Для этого обратитесь в специализированную мастерскую.
18. Аналогично проверьте плоскостность привалочных поверхностей головки блока под впускной коллектор и катколлектор. Неплоскостность этих поверхностей не должна превышать 0,1 мм.
19. Для проверки герметичности головки блока заглушите отверстие в головке под гнездо термостата. Это можно сделать, например, установив глухую прокладку из плотного картона под гнездо и завернув гайки его крепления. Вверните на место датчик указателя температуры охлаждающей жидкости, если его выворачивали.


20. Залейте керосин в каналы водяной рубашки. Если уровень керосина при выдержке 15–20 мин понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку и извлечь пробки.
21. Проверьте состояние опорных поверхностей под шейки распределительных валов на головке блока и корпусе подшипников. Если хотя бы на одной из них есть следы износа, задиры или глубокие риски, замените головку и корпус подшипников.



22. Промойте масляные каналы. Для этого заглушите вертикальный масляный канал со стороны камеры сгорания (канал находится между 3-м и 4-м цилиндрами) залейте бензин в масляный канал головки блока и корпуса подшипников распределительных валов и выдержите 15–20 мин. Вылейте бензин, выньте заглушку и окончательно промойте каналы бензином с помощью груши.
23. Для проверки герметичности клапанов вверните свечи и залейте керосин в камеры сгорания. Если в течение 3 мин керосин не просочится из камер сгорания в каналы, клапаны герметичны. В противном случае притрите (см. «Притирка клапанов») или замените клапаны.
Для замены или притирки клапанов снимите с головки блока цилиндров следующие детали:

1 – клапан; 2 – пружина; 3 – тарелка; 4 – сухари.
24. Установите под снимаемый клапан подходящий упор.
25. Установите приспособление для сжатия пружин клапанов, ввернув в одно из отверстий головки блока болт крепления крышки подшипника распределительного вала и зацепив приспособление за этот болт. Сожмите приспособлением пружину клапана.
26. Выньте два сухаря из верхней тарелки пружины с помощью пинцета или намагниченной отвертки. Затем снимите приспособление.
Полезный совет
Если усилие перемещения рычага приспособления значительно увеличивается, а сухари не выходят из проточки клапана, нанесите легкий удар молотком по тарелке пружин, чтобы сухари освободились.


27. Снимите тарелку пружины.
28. Снимите пружину.
29. Подтолкните и выньте клапан из головки блока.
30. Спрессуйте маслосъемный колпачок с направляющей втулки клапана приспособлением или пассатижами (см. «Замена маслосъемных колпачков»).


31. Очистите нагар с клапана подходящим инструментом (например, металлической щеткой). Затем внимательно осмотрите клапан.


32. Замените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске 1, трещины, деформация стержня 3, коробление тарелки 2, следы прогара. Неглубокие риски и царапины на рабочей фаске можно вывести притиркой клапанов (см. «Притирка клапанов»).
33. Если повреждения рабочей фаски клапанов невозможно вывести притиркой, можно прошлифовать фаску на специальном станке в специализированной мастерской.
34. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. «Притирка клапанов»).
35. Более значительные дефекты седел клапанов устраняют шлифованием. Седла рекомендуется шлифовать в специализированной мастерской.
Места обработки фасок седел клапанов

36. Имея слесарный навык, эту работу можно выполнить вручную с помощью набора специальных фрез. Вначале обрабатывают фаску а (рис. 5.10) под углом 15°, затем фаску б под углом 20° и фаску в под углом 37. После шлифования необходимо притереть клапаны (см. «Притирка клапанов»).
38. Проверьте состояние пружин клапанов. Искривленные, сломанные или имеющие трещины пружины замените.
Параметры проверки пружины клапана

39. Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками . Если пружина не соответствует требуемым параметрам, замените ее.

40. Осмотрите гидротолкатели клапанов. Если на рабочей поверхности 1 есть задиры, царапины и прочие дефекты, замените гидротолкатели. Измерьте наружные диаметры толкателей, изношенные толкатели замените. На рабочих поверхностях 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. Гидротолкатели с такими дефектами надо заменить. На поверхностях 2 допускаются концентрические следы приработки с кулачками распределительного вала.
Размеры клапанов и их направляющих втулок

41. Проверьте зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана (рис. 5.12). Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер).
Зазоры между клапаном и направляющей втулкой, мм:
номинальный для впускных и выпускных клапанов…..0,018–0,047
предельно допустимый для впускных и выпускных клапанов…..0,300
42. Если зазор не достиг предельно допустимого, можно попробовать устранить его заменой клапана. Если это не удается сделать или зазор превышает предельно допустимый, замените направляющую втулку. Для этого выпрессуйте со стороны камеры сгорания дефектную втулку специальной оправкой, предварительно замерив высоту выступания верхней части втулки над поверхностью головки блока.
43. Охладите новую втулку (например, с помощью углекислотного огнетушителя), смажьте ее моторным маслом, вставьте в специальную оправку и запрессуйте со стороны распределительного вала так, чтобы высота выступания верхней части втулки соответствовала замеренному значению. Разверните отверстие во втулке с помощью развертки до 7,000–7,015 мм для впускных и выпускных клапанов.
44. Если устанавливается старый клапан, снимите заусенцы с проточек под сухари. После этого необходимо притереть клапан к седлу (см. «Притирка клапанов»).
53. Установите клапаны в головку блока в соответствии с ранее сделанной маркировкой, предварительно смазав стержни моторным маслом.
45. Установите маслосъемные колпачки (см. «Замена маслосъемных колпачков»).
46. Установите распределительные валы и корпус подшипников распределительных валов (см. «Замена маслосъемных колпачков»).
47. Установите на головку блока все снятые при ее разборке детали и узлы.