Totengefluster › Blog › Ремонт двигателя ЗАЗ 968М V4 1.2


Открываю цикл по ремонту и доработке двигателя, я думаю будет интересно подчерпнуть эту информацию, особенно начинающим)
Итак, состояние двигателя оставляет желать лучшего. По-большему счету он просится на капиталку, но этого мы конечно делать не будем, так как этот процесс будет не рентабельным для данного двигателя и данной местности. Так как капиталка двигателя без наличия и возможности достать новые запчасти это то же что и радио просто в гараже послушать.
За неимением втулок шатуна были приобретены втулки шатуна в количестве 8 шт (4 пошло на дело, а остальные 4 на пробу процесса и в запас) приобретать нужно как минимум 6шт, так как одну или две точно можно закосячить


. Итак, втулки от ЗМЗ 406, все параметры одинаковы кроме длинны, они длиннее на пару миллиметров и после запресовки на эти же пару миллиметров торчат, все это дело после запресовки, причем сразу же, перед развертыванием отверстия обрезается во избежание лишнего гемора. Также рекомендую увеличить масляный канал на 0.5, в моем случае увеличивал сверлом на 3.5
Перед запресовкой необходимо сделать одну вспомогательную операцию

это нужно для того, чтобы избежать перекоса при первых моментах запресовки.
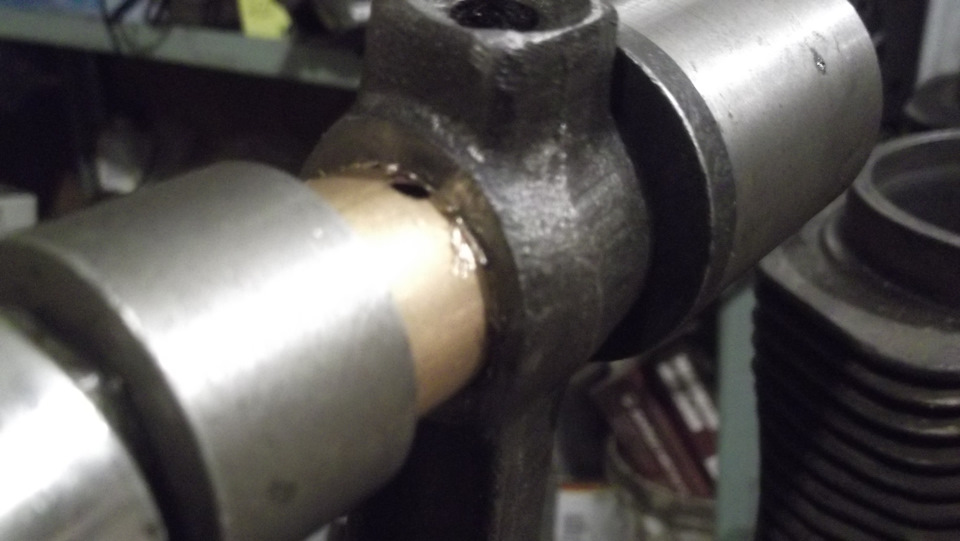
Далее необходимо совместить отверстия для смазки на шатуне и головке шатуна и можно приступать к запресовке

и в принципе можно запресовывать . С одной стороны втулка, а с другой шайба меньшего диаметра чтобы втулка в нее уперлась.
После апресовки все выглядит прмерно так

Для развертывания втулки необходима развертка и по-хорошему не одна. Нужна проходная и на несколько соток меньше для обеспечения необходимого теплового зазора во избежание заклинивания пальца во втулке при нагреве. Стоимость инструмента для проведения одноразового ремонта не актуальна. Но есть вполне пригодный выход из этой ситуации.
синие потому что распродажа и достались практически на халяву 53 рубля за комплект( приобрел два, так как один палец со второго комплекта ушел на изготовление развертки) и потому что имеют требуемый размер. Так же понадобится палец средней рулевой тяги от ВАЗ 2101-07, в моем случае он был приобретен, так как подвернулся случай и он имеет меньший диаметр на несколько соток, точно не помню сколько, плюс форма самого пальца, которая необходима для удобства и качества самого процесса

Итак, есть два способа

разворачивание отверстия при помощи самого пальца, попробовав этот способ могу сказать только одно, дико неудобно и не качественно, при поворачивании его рукой центр его оси смещается и на поверхности втулки появляются задиры только с одной стороны. Пройдя так всю втулку, обнаружил что новы палец люфтит, это говорит о том что никакого теплового зазора и быть не может, и после запуска будет дикий стук, который спадет после прогрева. Убив так 2 новые втулки я попробовал второй способ с пальцем рулевой тяги нужно только болгаркой нарезать на нем зубья.
Этот палец я обточил для того чтобы можно было пользоваться им с помощью дрели.


.
Единственное чего требуется при использовании этого метода это установка строгой паралельности оси втулки и оси пальца, чтобы не допустить далее перекоса поршня в цилиндре.Никакого кондуктора для разворачивания я не испольовал. По времении я потратил около 20 минут на одну втулку, все делал на низких оборотах, чтобы избежать перегрева и расширения втулки, после которого уменьшается внутренний диаметр самой втулки, при этом снимается лишний слой материала, так что после остывания поршневой палец болтается в ней как в ведре. Поэтому не спеша короткими проходами на низких оборотах с добавлением масла на обрабатываемую поверхность я проходил втулку. После окончания разворачивания необходимо проверить на отсутствие перекоса пальца во втулке.Опять же таки есть два способа, которые четкой картины не дают, первый установить поршень на шатун, установить все это дело на коленвал, другими словами собрать ЦПГ. Далее подвести поршень в верхнюю мертвую точку и замерить высоту части цилиндра выступающего над поршнем, если все одинаково, то отлично, если же нет, то придется повторять весь процесс с самого начала(по этой причине мало кто, я бы даже сказал никто и не хочет браться за такой вид ремонта ДВС) . Выглядеть должно все примеро так
Totengefluster › Blog › Ремонт двигателя ЗАЗ 968М V4 1.2
Открываю цикл по ремонту и доработке двигателя, я думаю будет интересно подчерпнуть эту информацию, особенно начинающим)
Итак, состояние двигателя оставляет желать лучшего. По-большему счету он просится на капиталку, но этого мы конечно делать не будем, так как этот процесс будет не рентабельным для данного двигателя и данной местности. Так как капиталка двигателя без наличия и возможности достать новые запчасти это то же что и радио просто в гараже послушать.
За неимением втулок шатуна были приобретены втулки шатуна в количестве 8 шт (4 пошло на дело, а остальные 4 на пробу процесса и в запас) приобретать нужно как минимум 6шт, так как одну или две точно можно закосячить
. Итак, втулки от ЗМЗ 406, все параметры одинаковы кроме длинны, они длиннее на пару миллиметров и после запресовки на эти же пару миллиметров торчат, все это дело после запресовки, причем сразу же, перед развертыванием отверстия обрезается во избежание лишнего гемора. Также рекомендую увеличить масляный канал на 0.5, в моем случае увеличивал сверлом на 3.5
Перед запресовкой необходимо сделать одну вспомогательную операцию
это нужно для того, чтобы избежать перекоса при первых моментах запресовки.
Далее необходимо совместить отверстия для смазки на шатуне и головке шатуна и можно приступать к запресовке
и в принципе можно запресовывать . С одной стороны втулка, а с другой шайба меньшего диаметра чтобы втулка в нее уперлась.
После апресовки все выглядит прмерно так
Для развертывания втулки необходима развертка и по-хорошему не одна. Нужна проходная и на несколько соток меньше для обеспечения необходимого теплового зазора во избежание заклинивания пальца во втулке при нагреве. Стоимость инструмента для проведения одноразового ремонта не актуальна. Но есть вполне пригодный выход из этой ситуации.
синие потому что распродажа и достались практически на халяву 53 рубля за комплект( приобрел два, так как один палец со второго комплекта ушел на изготовление развертки) и потому что имеют требуемый размер. Так же понадобится палец средней рулевой тяги от ВАЗ 2101-07, в моем случае он был приобретен, так как подвернулся случай и он имеет меньший диаметр на несколько соток, точно не помню сколько, плюс форма самого пальца, которая необходима для удобства и качества самого процесса
Итак, есть два способа
разворачивание отверстия при помощи самого пальца, попробовав этот способ могу сказать только одно, дико неудобно и не качественно, при поворачивании его рукой центр его оси смещается и на поверхности втулки появляются задиры только с одной стороны. Пройдя так всю втулку, обнаружил что новы палец люфтит, это говорит о том что никакого теплового зазора и быть не может, и после запуска будет дикий стук, который спадет после прогрева. Убив так 2 новые втулки я попробовал второй способ с пальцем рулевой тяги нужно только болгаркой нарезать на нем зубья.
Этот палец я обточил для того чтобы можно было пользоваться им с помощью дрели.
.
Единственное чего требуется при использовании этого метода это установка строгой паралельности оси втулки и оси пальца, чтобы не допустить далее перекоса поршня в цилиндре.Никакого кондуктора для разворачивания я не испольовал. По времении я потратил около 20 минут на одну втулку, все делал на низких оборотах, чтобы избежать перегрева и расширения втулки, после которого уменьшается внутренний диаметр самой втулки, при этом снимается лишний слой материала, так что после остывания поршневой палец болтается в ней как в ведре. Поэтому не спеша короткими проходами на низких оборотах с добавлением масла на обрабатываемую поверхность я проходил втулку. После окончания разворачивания необходимо проверить на отсутствие перекоса пальца во втулке.Опять же таки есть два способа, которые четкой картины не дают, первый установить поршень на шатун, установить все это дело на коленвал, другими словами собрать ЦПГ. Далее подвести поршень в верхнюю мертвую точку и замерить высоту части цилиндра выступающего над поршнем, если все одинаково, то отлично, если же нет, то придется повторять весь процесс с самого начала(по этой причине мало кто, я бы даже сказал никто и не хочет браться за такой вид ремонта ДВС) . Выглядеть должно все примеро так
ПО ПОРШНЕВОЙ
Re:ПО ПОРШНЕВОЙ В форсировании двигателя МеМЗ-968 номинальной мощностью 40 л.с. можно выделить 3 основных направления:
1. Капремонт двигателя и установка карбюратора ВАЗ-21081 или от «Таврии», рассчитанного на объем двигателя 1100куб.см., через переходник. Это позволяет увеличить мощность двигателя до 45-47 л.с.
2. Увеличение объема двигателя до 1300куб.см (расточка цилиндров) и установка карбюратора ДААЗ-2105 (ВАЗ-21083). Данный вариант подходит только для блока с чугунными ребрами охлаждения блока цилиндров, поскольку аллюминиевые ребра охлаждения не обеспечат необходимой прочности стенки блока после расточки. Позволяет добиться повышения мощности двигателя до 55 и более л.с.
Остановимся на этом варианте более подробно.
Поршни ВАЗ 21011 диаметром 79.0 мм(на обьем 1300 см3). Покупать только комплектом, лучше в магазине, проверить упаковку (должна быть заклеена фирменной лентой, а не скотчем). Очень хорошие поршни (без облоя, красиво и точно сделанные) на Украине производит Харьковский завод «Автрамат». Для жителей России рекомендую поршня производства г. Новороссийск.
Пальцы поршневые. Обычные для МеМЗ-968.
Кольца поршневые. Для двигателя 011, производства Харькова, польские или немецкие. В запечатанной коробочке,не ремонтные (хонингование цилиндров обязательно!). Не нужно слушать тех, которые говорят, что кольца от ЗАЗовского или любого другого двигателя лучше ВАЗовских в данном случае.
Кольца маслосъемные. Для двигателя 011 с внутренней пружинкой и двумя маслосгонными кромками (в комплекте с поршневыми кольцами должны быть).
Стопорные кольца. Обычные МеМЗ-968 – 8 шт.
Комплект прокладок и сальников. Точнее — 2 комплекта. Для ремонта двигателя МеМЗ-968 и для КПП.
Текстолитовая шестерня. По паспорту ее рекомендуется менять раз в 40000 км пробега.
Воздушный фильтр и крышка карбюратора (т.н. «черепашка»). Хорошо подходят от М2141, но дорогие. Можно поискать на разборке иномарок подходящие по габаритам, или поставить фильтр нулевого сопротивления (см. фото).
Масло моторное. Минеральное 15W40 подойдет в качестве всесезонного. Для зимы можно жиже. И не экономьте на качестве! Для двигателя воздушного охлаждения правильное масло очень важно.
Комплект шпилек для головки блока. Шпильки с конусной резьбой 12х14 ремонтные. Некоторые продавцы будут уверять, что таких не бывает — не верьте!
Карбюратор. Вариантов установки различных карбюраторов ВАЗ на двигатель МеМз-968 много. Остановимся на мнении, что c точки зрения наполнения цилиндров топливо-воздушной смесью лучшее решение — карбюратор ДААЗ 21073 с увеличенным диаметром диффузоров обоих камер. Но его применение вызовет повышенный расход топлива (около 10 -13 литров на 100 км). С точки зрения экономии топлива лучше ДААЗ 21083 не найти, но он весьма капризен к качеству топлива и требует доводки перед установкой на авто. Поэтому наиболее приемлемые результаты по параметрам -экономичность/динамика/сложность установки и эксплуатации — это карбюратор ДААЗ 2105 с МЕХАНИЧЕСКИМ приводом дросельной заслонки второй камеры.
Переходник для МеМЗ-968 под карбюратор ВАЗ с комплектом крепежа. Можно купить на авторынке, можно изготовить самостоятельно.
Свечи. Типа BOSCH или BRISK L15Y (с короткой резьбой).
Старые оставлять после переделки нельзя — не соотвествует калильное число.
Глушитель. Мелитопольский одинарный глушитель совсем не плох, но нужно внимательно проверять качество. В идеале лучше его брать на заводе, так как продавцы часто возят отбраковку, выдавая ее за нормальное изделие.
Или заказать из нержавейки раздельные 2шт. Этот вариант лучше, если планируете делать на глушителе змеевик под установку ВАЗовского отопителя.
Электронное зажигание. Вариантов — масса. К примеру, на Полтавском авторынке мужик по субботам продает самодельное. Отзывы хорошие и цена — в пределах 20 долларов.
РАБОТЫ ПО ДВИГАТЕЛЮ.
В ВАЗовских поршнях проточить на токарном станке выборки под стопорные кольца от ЗАЗовских поршней. (в бобышках для крепления шатунного пальца на глубину 0,6 — 0,7 от диаметра проволоки из которой изготовлено ЗАЗовское стопорное кольцо т.е. если диаметр проволоки стопорного кольца 1мм, то глубина проточенной канавки под него 0,7 мм. На самом деле глубина будет около 0,25-0,35мм). Эту операцию надо отдавать делать знающему токарю или мотористу.
Притереть пальцы к посадочным местам в поршнях индивидуально с различием в какую бобышку каким концом вставлять. Притереть до того, чтобы палец при комнатной т-ре входил с усилием (как написано в руководстве по ЗАЗ — смазанный моторным маслом палец должен входить с натягом, с силой прикладываемой руками взрослого человека. Т.е. около 10-15 кгс).
Притереть седла клапанов к клапанам.
Каждый цилиндр блока диаметром 76мм проточить до 79.05 индивидуально под «свой» поршень и промаркировать их попарно. На стенках цилиндров сделать мелкую сеточку для удержания масла (хонингование примерно на 0.001мм). Это обязательно, без хонингования толку от расточки не будет, поскольку достаточное количество масла не будет задерживаться на стенках цилиндра и высокий температурный режим работы двигателя быстро выведет поршня из строя. Растачивать на координатно-расточном станке специально для расточки гильз. В нем намертво на станине фиксируется гильза и затем вращается только резец. т.е. токарный станок «наоборот». При расточке учитывайте, что диаметр цилиндра по высоте разный. Хороший токарь-расточник сам должен попросить Вас принести поршни и затем под каждый из них индивидуально растачивать цилиндр.
Сфрезеровать головку на 92-й бензин согласно таблицы.
Толщина срезаемого слоя, мм. 0 1 1.5 2 3 4
Степень сжатия (расчетная) 7.7 8.2
Может эта информация тебе поможет.