Капитальный ремонт двигателя Камаз
Главная > Реферат >Транспорт
Если во время пуска двигателя контрольная лампа ЭФУ преждевременно гаснет при нажатой кнопке включения ЭФУ, это указывает на недостаточное время удержания контактов термореле и необходимость его замены.
Двигатель не развивает необходимой мощности, работает неустойчиво, дымит из-за неисправностей системы питания, механизма газораспределения и цилиндропоршневой группы.
В этом случае необходимо проверить состояние воздушного фильтра и колпака воздухозаборника, при необходимости очистить их.
Причиной указанных неисправностей может быть недостаточная подача топлива, а в холодное время года — его загустение. При этом следует заменить фильтрующие элементы тонкой очистки топлива, промыть фильтр грубой очистки, подтянуть соединения в топливопроводах, а при необходимости — заменить топливо на соответствующее сезону и прокачать систему питания топливом.
При нарушении угла опережения впрыска топлива следует его отрегулировать.
При засорении форсунки (закоксовывании отверстий распылителя, зависании иглы) или нарушении ее регулировки следует промыть форсунку, проверить ее и при необходимости отрегулировать.
Если рычаг управления регулятором не доходит до болта ограничения максимальной частоты вращения коленчатого вала, следует проверить и отрегулировать привод управления подачей топлива.
При поломке пружины толкателя ТНВД следует ее заменить. При нарушении герметичности нагнетательных клапанов ТНВД или поломке пружины нужно устранить негерметичность или заменить пружину. При заклинивании плунжера секции ТНВД заменяют плунжерную пару и регулируют насос.
В случае попадания грязи между седлом и клапаном топливоподкачивающего насоса или поломки пружины промывают клапан, заменяют пружину и проверяют работу насоса на стенде.
В механизме газораспределения может нарушиться регулировка тепловых зазоров, неплотное прилегание клапанов газораспределения к седлам может уменьшить компрессию. В этих случаях регулируют зазоры и притирают клапаны.
Причиной снижения компрессии может также быть износ деталей цилиндропоршневой группы.
Стук двигателя может вызываться следующими причинами: ранним впрыском топлива в цилиндры — требуется регулировка угла опережения впрыска топлива; увеличенными тепловыми зазорами в механизме газораспределения — требуется их регулировка; заеданием клапанов газораспределения во втулках — следует разобрать и промыть клапанный механизм, при необходимости заменить клапаны; повышенной цикловой подачей топлива при выходе из зацепления фиксатора рейки ТНВД — требуется замена рейки.
Стук коленчатого вала — глухого тона. Его частота увеличивается с увеличением частоты вращения коленчатого вала. Повышенный осевой зазор вызывает стук более резкого тона с неравномерными промежутками при плавных ускорении и замедлении. Причинами стука коленчатого вала могут быть применение непредусмотренных сортов масла, недостаточные давление и подача масла из-за неисправностей масляного насоса или недопустимо увеличенного зазора между шейками коленчатого вала и вкладышами коренных подшипников. В последнем случае необходимы ремонт коленчатого вала и замена вкладышей. Причиной стука коленчатого вала может быть также превышение допустимого зазора между упорными полукольцами и коленчатым валом, что требует замены полуколец новыми большей толщины. Наконец, указанный стук может появиться при ослаблении затяжки болтов крепления маховика к коленчатому валу.
Стук шатунных подшипников — более резкий, чем стук коренных подшипников. Он прослушивается при работе двигателя на холостом ходу и усиливается с увеличением частоты вращения коленчатого вала. Его причинами, как и причинами стука подшипников коленчатого вала, могут быть применение непредусмотренных сортов масла, недостаточные давление и подача масла из-за неисправностей масляного насоса или недопустимо увеличенного зазора между шатунными шейками коленчатого вала и вкладышами подшипников. В последнем случае также необходимы ремонт коленчатого вала и замена вкладышей.
Стук поршней — приглушенный. Вызывается биением поршней о цилиндры, прослушивается при малой частоте вращения коленчатого вала и под нагрузкой. Устраняется заменой поршневых колец и при необходимости — поршней и гильз цилиндров.
Стук поршневых пальцев — двойной, резкий, лучше слышен на холостом ходу двигателя. Вызывается недопустимым увеличением зазоров между пальцем и втулкой верхней головки шатуна, устраняется заменой пальцев и
при необходимости — шатунов.
Неисправности смазочной системы следует искать, убедившись в исправности контрольных приборов. Высокая температура масла может быть обусловлена неисправностью системы охлаждения масла. Причинами пониженного давления масла являются засорение фильтрующих элементов
масляного фильтра, заборника и клапанов масляного насоса, а также неплотности и утечки в смазочной системе. Засоренные элементы фильтра заменяют, а насоса — промывают. Сломанные пружины клапанов заменяют. Проверяют крепление масляного насоса, заборника, маслопроводов и масляных фильтров, герметичность масляного радиатора. Причинами повышенного давления масла могут быть высокая вязкость масла и заедание клапана смазочной системы. В первом случае масло заменяют на соответствующее сезону, во втором — устраняют заедание, а при необходимости заменяют клапан.
Неисправности системы охлаждения также следует искать, убедившись в исправности контрольных приборов. Повышенная температура жидкости может вызываться следующими причинами. Если выключатель гидромуфты установлен в положение «0», его следует перевести в положение «В». При неисправности выключателя допускается временно перевести его в положение «П», но при первой же возможности отрегулировать. Необходимо проверить состояние и натяжение ремней привода жидкостного насоса, при необходимости натянуть или заменить ремни. Неисправные термостаты следует заменить. При загрязнении внешней поверхности сердцевины радиатора ее следует очистить. Причинами повышенного расхода охлаждающей жидкости могут быть повреждение радиатора и утечки жидкости через торцовое уплотнение жидкостного насоса или соединения в системе охлаждения. Если подтяжка соединений не дает положительного результата, следует заменить прокладки и уплотнительные кольца.
Предпусковой подогреватель может иметь следующие неисправности.
Если при пуске подогревателя срабатывает предохранитель, а электродвигатель насосного агрегата не вращается, причиной этого может быть примерзание крыльчатки вентилятора из-за попадания воды. В этом случае следует подогреть корпус вентилятора и жидкостной насос открытым пламенем, избегая его попадания на шланги и провода.
Причинами отсутствия искры на электродах свечи могут быть отсутствие напряжения на клеммах проводов, подводящих ток низкого напряжения к индукционной катушке, из-за повреждения электрической цепи, неисправность индукционной катушки или свечи. Для проверки индукционной катушки отсоединяют провод высокого напряжения от свечи и закрепляют его конец на расстоянии 3. 5 мм от «массы» автомобиля. Если при переводе переключателя в положение I искра отсутствует, значит индукционная катушка неисправна.
Неработоспособность электронагревателя топлива может быть обусловлена
отсутствием напряжения на клемме питания нагревателя из-за отсутствия контакта или перегорания реле в цепи питания. Если подтягивание контактов не дает положительного результата, следует заменить реле. Неработоспособный нагревательный элемент следует заменить.
Отсутствие или недостаточная подача топлива к форсунке могут вызываться следующими причинами. Если не работает электродвигатель насосного
агрегата, следует проверить цепь электродвигателя и затяжку наконечников на клеммах. Если при переводе переключателя в положение II нет щелчка, следовательно, не срабатывает электромагнитный клапан. Тогда необходимо проверить исправность цепи, подводящей ток к клапану, и затяжку клемм. При засорении топливного фильтра в электромагнитном клапане фильтр снимают, промывают и продувают сжатым воздухом, а при необходимости заменяют. При засорении форсунки ее снимают и разбирают, промывают детали бензином или ацетоном. У собранной форсунки проверяют распыливание топлива. При наличии воздуха в топливной магистрали следует прокачать топливную систему, ослабив крепление трубки к электронагревателю топлива. При появлении топлива трубку закрепляют. Подсос воздуха устраняют подтяжкой соединении трубопроводов. Если давление топлива, подаваемого насосом, недостаточно, расход топлива регулируют редукционным клапаном топливного насоса.
Если подогреватель при работе дымит или наблюдается открытое пламя, необходимо устранить следующие возможные неисправности. При неправильной регулировке подачи топливного насоса уменьшают расход топлива, отрегулировав редукционный клапан на топливном насосе. При малой частоте вращения вала электродвигателя, если это не вызвано разря-женностью аккумуляторной батареи, проверяют исправность электродвигателя. Образование нагара в камере сгорания и котле подогревателя требует разборки узлов, удаления нагара и обдува очищенных деталей сжатым воздухом.
Замедленный прогрев двигателя подогревателем может вызываться, как и в предыдущем случае, малой частотой вращения вала электродвигателя, а также малым расходом топлива из-за засорения фильтров, форсунки, не герметичности топливопроводов, неправильной регулировки топливного насоса. При этом следует промыть фильтры и форсунки, устранить не герметичность топливопроводов, отрегулировать редукционный клапан топливного насоса.
2.6. Техническое обслуживание .
При техническое обслуживание в начальный период эксплуатации (ТО-1000) проверяют системы охлаждения, смазки, выпуска газов, регулируют тепловые зазоры клапанов. В системе охлаждения проверяют герметичность и надежность крепления соединительных шлангов и приборов. Подтекание
охлаждающей жидкости не допускается, стяжные хомуты должны быть надежно закреплены. Аналогичные работы проводят по предпусковому подогревателю. Он предназначен для нагрева жидкости в системе охлаждения и масла в картере двигателя перед его пуском в холодное время
года. В системе смазывания при ТО проверяют герметичность трубопроводов и приборов. Подтекание масла не допускается, все соединения должны быть герметичными. Прорыв отработавших газов в местах соединения фланцев
приемных труб глушителя не допускается. Проверку и регулировку тепловых зазоров в механизме газораспределения выполняют на холодном двигателе. Для регулировки тепловых зазоров предварительно снимают крышки головок цилиндров и проверяют затяжку болтов головок цилиндров и гаек стоек коромысел. При каждом положении коленчатого вала регулируют зазоры клапанов двух цилиндров в порядке их работы. Для регулировки зазора ослабляют гайку регулировочного винта и, удерживая в зазоре щуп нужной толщины, устанавливают требуемый зазор вращением винта отверткой. Качество регулировки зазоров клапанов проверяют на работающей двигателе по отсутствию стуков в клапанном механизме. По окончании работ устанавливают на места и закрепляют крышку люка картера сцепления и крышки головок цилиндров.
При ТО-4000 проверяют состояние и крепление опор силового агрегата, состоящего из двигателя, сцепления и коробки передач. Опоры силового агрегата должны не иметь повреждений и быть надежно закрепленными. Моменты затяжки крепежных деталей должны соответствовать техническим нормативам.
При первом ТО проверяют только тормозную систему, колеса, аккумуляторные батареи и дополнительное обслуживание кузова.
Второе ТО (ТО-2) подразумевает проверку состояния комплектующих радиатора охлаждения, состояние и крепление опор силового агрегата, натяжение приводных ремней жидкостного насоса и генератора, регулируют тепловые зазоры в клапанном механизме газораспределения.
При сезонном ТО (СТО) проверяют состояние и крепление радиатора системы охлаждения двигателя. Повреждения радиатора и подтекания охлаждающей жидкости не допускаются. Аналогичные работы проводят и по предпусковому подогревателю. При подготовке автомобиля к осенне-зимнему сезону эксплуатации из систем охлаждения и отопления сливают охлаждающую жидкость. Для этого необходимо открыть кран системы отопления, снять паровоздушную пробку с горловины расширительного бачка и открыть сливные краники, расположенные в нижней части отводящего патрубка жидкостного трубопровода, в котле подогревателя и на подводящей трубе отопителя. Промывают котел предпускового подогревателя. Выполнив моечно-очистные операции, котел предпускового подогревателя собирают, устанавливают и закрепляют, присоединяют к нему топливопровод, воздухопроводы и трубопроводы подвода и отвода
охлаждающей жидкости. Необходимо проверить целостность гофрированных шлангов воздухопроводов, отсутствие пережатых участков угловых шлангов и труб подвода и отвода охлаждающей жидкости. В систему охлаждения заливают охлаждающую жидкость так же, как это делается при ее доливке. При заполнении системы охлаждающей жидкостью
следует открыть кран системы отопления, переведя рычаг троса управления краном отопления, расположенный слева под панелью приборов, в крайнее правое положение. При проверке действия предпускового подогревателя требуемую подачу топлива в камеру сгорания определяют по равномерному
гудению пламени, устойчивой работе подогревателя и отсутствию открытого пламени из газохода камеры сгорания. По окончании регулировки завертывают контргайку стержня клапана и колпачковую гайку. Необходимо также проверить герметичность трубопроводов охлаждающей жидкости и топливопроводов предпускового подогревателя. Подтекание топлива и охлаждающей жидкости не допускается.
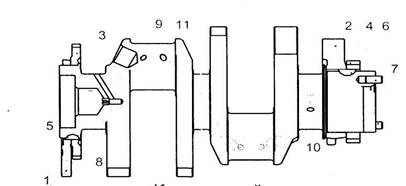
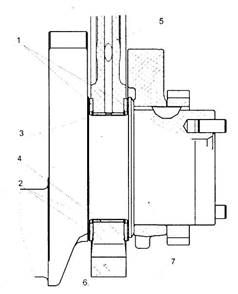
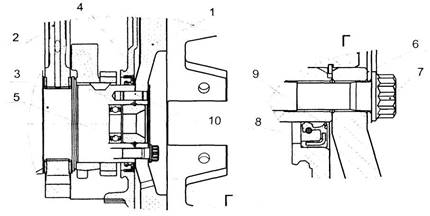
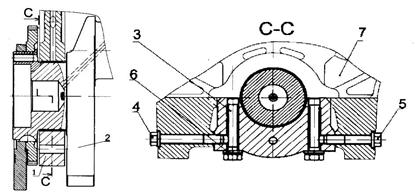
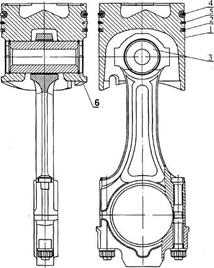
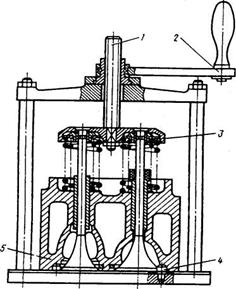
Реферат: Кривошипно-шатунный механизм двигателя Камаза 740-10
| Название: Кривошипно-шатунный механизм двигателя Камаза 740-10 Раздел: Рефераты по транспорту Тип: реферат Добавлен 03:24:14 07 января 2009 Похожие работы Просмотров: 25893 Комментариев: 15 Оценило: 13 человек Средний балл: 4 Оценка: 4 Скачать | |||||||||||||||||||||||||||
| Модель двигателя | 740.10 |
| Тип двигателя | С воспламенением от сжатия |
| Число тактов | Четыре |
| Число цилиндров | Восемь |
| Расположение цилиндров | V-образное |
| Угол развала | 90° |
| Порядок работы цилиндров | 1-5-4-2-6-3-7-8 |
| Диаметр цилиндра и ход поршня, мм | 120×120 |
| Рабочий объем, л | 10,85 |
| Номинальная мощность брутто, кВт (л. с) | 176(240) |
| Максимальный крутящий момент брутто.Н. м (кгс. м) | 833(85) |
| Частота вращения коленчатого вала, мин: | |
| Модель ТНВД | 337-40 |
| Модель форсунки | 273-30 |
| Давление начала подъема иглы форсунки, МПа (кгс/см): — в эксплуатации, не менее — новой (заводской регулировки) |