Порядок регулировки клапанов двигателя ЗМЗ 402
Если движок плохо запускается на холодную, свечи заливает, а во время работы силового агрегата вы слышите своеобразный звон, необходимо регулировать зазоры клапанов. Сегодня мы поможем вам понять, как выполняется регулировка клапанов на 402 двигателе, которым оснащены многие автомобили Газель. Для выполнения процедуры необходимо подготовить комплект щупов, ключ для храповика коленвала, а также прокладку крышки ГБЦ (отдельно о замене прокладки головки блока цилиндров мы уже писали). Регулировка клапанов 402 двигателя должна осуществляться исключительно на холодном моторе. Последовательность регулировки по цилиндрам выглядит так: 1-2-4-3. На 1-м и 4-м цилиндрах оптимальный зазор клапанов выпуска равен 0,35-0,4 миллиметра, а для других цилиндров он должен составлять 0,4-0,45 миллиметра.
Подготовка к регулировке клапанов
Охладить мотор, подождав несколько часов после его последнего запуска. Отключить клеммы от АКБ. Снять воздушный фильтр (отсоединить крышку фильтра, снять элементы крепления, вентиляционный патрубок картера, а также шланг вакуумного регулятора трамблера). Демонтировать корпус воздушного фильтра. Отключить от карбюратора авто тяги дроссельной и воздушной заслонок. Открутить крышку клапанов и вытащить её.
Регулировка клапанов ГАЗ 402
Мотор ЗМЗ-402 производится с 1985 года, впервые он появился на переходных моделях ГАЗ 24М. Он также широко используется на Газелях. Восьмиклапанный двигатель имеет нижнее расположение распредвала и верхнее расположение клапанов, в его газораспределительном механизме присутствуют следующие детали:
- распределительный вал, он вращается в пяти опорах блока цилиндров;
- распредшестерня, передает движение от коленвала распределительному валу;
- 8 толкателей, приводятся в движение кулачками распредвала;
- 8 алюминиевых штанг;
- ось коромысел, на которой находится сами коромысла (8 шт.) с регулировочными винтами;
- выпускные и впускные клапана, расположенные в головке блока цилиндров.

Когда распределительный вал вращается, происходит поднятие и опускание клапанов в головке блока. Точно так же, как и все другие современные двигатели, ЗМЗ-402 работает по четырехтактной схеме:
- сначала в ДВС происходит впуск, топливовоздушная смесь заполняет цилиндр;
- затем в цилиндре совершается сжатие смеси, и она поджигается искрой от свечи зажигания;
- происходит рабочий ход;
- последний этап в процессе – выпуск отработанных газов.
Когда совершается сжатие, оба клапана закрыты и герметичны – регулировку клапанов выполняют именно в таком положении. Чтобы камера сгорания была герметичной в момент сжатия, между штоком клапана и коромыслом должен быть тепловой зазор – если его не будет, при расширении металла на горячем двигателе клапан не будет герметично прилегать к посадочному месту (седлу), мотор может потерять мощность, а в некоторых случаях и вовсе не будет запускаться.
Клапана на ЗМЗ-402 можно регулировать двумя способами. В первом варианте регулировка производится следующим образом (в качестве примера возьмем автомобиль ГАЗ 24):
- останавливаем двигатель, выключаем зажигание, ставим машину на нейтральную передачу;
- открываем капот, снимаем корпус воздушного фильтра;
- снимаем клапанную крышку, она держится на шести болтах;

- прокручиваем коленвал, выставляем по меткам первый цилиндр. Метка находится на переднем шкиве коленвала;
- следует отметить, что метки на шкиве могут совпадать при ВМТ (верхней мертвой точки) 1-го и 4-го цилиндров, и если клапана 1-го цилиндра при этом зажаты, а у четвертого свободны, значит, метки совпали с 4-ым цилиндром, а не с 1-ым. Это можно легко проверить – снять крышку трамблера и посмотреть, куда смотрит бегунок;
- регулируем оба клапана на первом цилиндре (зазор 0,3 мм), проворачиваем пол-оборота двигателя по часовой стрелке (метки должны находиться внизу)
- регулируем оба клапана на втором цилиндре;
- проворачиваем еще пол-оборота (метки снова наверху и совпадают), регулируем клапана 4 цилиндра;
- делаем еще половину оборота коленвала (метки опять внизу) и производим регулировку на третьем цилиндре.


 Закрываем клапанную крышку, запускаем двигатель и проверяем, как работает мотор. Регулировку клапанных зазоров на всех автомобилях ГАЗ производят с помощью специальных щупов, обычно они собраны в одном наборе.
Закрываем клапанную крышку, запускаем двигатель и проверяем, как работает мотор. Регулировку клапанных зазоров на всех автомобилях ГАЗ производят с помощью специальных щупов, обычно они собраны в одном наборе.
Есть такое понятие как перекрытие клапанов, и при свободных клапанах первого цилиндра (в ВМТ) будут зажаты оба клапана 4-го цилиндра, а вот на втором и третьем по одному клапану останутся свободными. Поэтому регулировку можно сделать за два проворачивания коленчатого вала:
- выставляем ВМТ первого цилиндра, регулируем клапана 1-2-4-6, считая их от передней части мотора;
- делаем оборот коленвала и регулируем все остальные клапана (3-5-7-8).
 В книгах рекомендуется регулировку проводить на холодную, на крайних клапанах (1 и 8) устанавливать зазор 0,35 мм, на остальных – 0,3 мм. Но на холодную регулировку производить нельзя – алюминиевые штанги с нагревом двигателя расширяются, и зазоры на горячем ДВС в клапанах уменьшаются. Практика показала, что наиболее оптимальный вариант – это регулировка на хорошо прогретом двигателе с зазорами 0,3 мм на всех клапанах. Кстати, точно также производится регулировка клапанных зазоров на машине ГАЗ 21 «Волга».
В книгах рекомендуется регулировку проводить на холодную, на крайних клапанах (1 и 8) устанавливать зазор 0,35 мм, на остальных – 0,3 мм. Но на холодную регулировку производить нельзя – алюминиевые штанги с нагревом двигателя расширяются, и зазоры на горячем ДВС в клапанах уменьшаются. Практика показала, что наиболее оптимальный вариант – это регулировка на хорошо прогретом двигателе с зазорами 0,3 мм на всех клапанах. Кстати, точно также производится регулировка клапанных зазоров на машине ГАЗ 21 «Волга».
Величина зазоров в приводе клапанов:
| Номер цилиндра | Клапан | Величина зазора, мм |
| 1 | Впускной Выпускной | 0,40 – 0,45 0,35 – 0,40 |
| 2 | Впускной Выпускной | 0,40 – 0,45 0,40 – 0,45 |
| 3 | Впускной Выпускной | 0,40 – 0,45 0,40 – 0,45 |
| 4 | Впускной Выпускной | 0,40 – 0,45 0,35 – 0,40 |
Нюансы регулировки клапанов на автомобилях ГАЗ
Клапана не всегда поддаются регулировке, в некоторых случаях стук остается даже при установке рекомендуемых зазоров. Причин такого явления может быть несколько:
— изношены кулачки распредвала;
— ось, на которой стоят коромысла, имеет выработку;
— носики коромысел неравномерно сработались;
— сработались сухари пружин.
Если на пяточках коромысел есть выработка, хорошо отрегулировать клапана с помощью щупов не получится, в таком случае следует пользоваться индикатором.

Когда есть дефекты на кулачках распредвала, избавиться от клапанного стука не получится, даже если делать регулировку с помощью индикатора. В этом случае требуется только замена распределительного вала, и никакие регулировки здесь не помогут. Если сработались сухари пружин, отрегулировать зазоры также не удастся, так как коромысла будут упираться не в клапан, а в чашку клапанной пружины. Этот дефект можно устранить установкой новых сухарей.
Двигатель ЗМЗ-402
Двигатели ЗМЗ-402 неприхотливы в эксплуатации и достаточно просты в техническом обслуживании. Это бензиновые, карбюраторные, 4-цилиндровые рядные моторы. Устанавливались преимущественно на автомобили Волги и Газели. За годы производства было выпущено 6 125 136 экземпляров двигателя.
 Модификации двигателя ЗМЗ 402-й серии:
Модификации двигателя ЗМЗ 402-й серии:
- ЗМЗ-402.10 как основной базовый вариант под бензин марки АИ-92;
- ЗМЗ-4021.10, потребляющий топливо А-76 (80);
- ЗМЗ-4022.10, имеющий зажигание нового типа, так называемое форкамерно-факельное;
- ЗМЗ-4025.10 — предназначен для автомобилей семейства Газель (тот же 4021.10);
- ЗМЗ-4026.10 — предназначен для автомобилей семейства Газель (тот же 402.10).
Технические характеристики
| Производство | ЗМЗ | ||
| Марка двигателя | ЗМЗ-402 | ||
| Годы выпуска | 1981-2006 | ||
| Материал блока цилиндров | алюминий | ||
| Система питания | карбюратор | ||
| Тип | рядный | ||
| Количество цилиндров | 4 | ||
| Клапанов на цилиндр | 4 | ||
| Ход поршня, мм | 92 | ||
| Диаметр цилиндра, мм | 92 | ||
| Степень сжатия | 8.2 6.7* | ||
| Объем двигателя, куб.см | 2445 | ||
| Мощность двигателя, л.с./об.мин | 100/4500 90/4500* | ||
| Крутящий момент, Нм/об.мин | 182/2500 172/2500* | ||
| Топливо | 92 76* | ||
| Экологические нормы | — | ||
| Вес двигателя, кг | 181 184** | ||
| Расход топлива, л/100 км — город — трасса — смешан. | 13.5 — — | ||
| Расход масла, гр./1000 км | до 100 | ||
| Масло в двигатель | 5W-30 / 5W-40 / 10W-30 / 10W-40 / 15W-40 | ||
| Сколько масла в двигателе, л | 6 | ||
| При замене лить, л | 5.8 | ||
| Замена масла проводится, км | 10000 (лучше 5000) | ||
| Рабочая температура двигателя, град. | Ресурс двигателя, тыс. км — по данным завода — на практике | 200 * — для двигателей ЗМЗ 4021.10 и 4025.10 Обслуживание ЗМЗ-402
Двигатель ЗМЗ-24 (402)Общие сведения о двигателе
Рисунок 1 — Двигатель ЗМЗ-24 (402) 1 — Маслоприемник. 2 — Крышка коренного подшипника коленчатого вала. 3 — Поршень. 4 — Блок цилиндров. 5 — Прокладка гильзы цилиндра. 6 — Гильза цилиндра. 7 — Задний сальник коленчатого вала. 8 — Краник для слива охлаждающей жидкости. 9 — Краник отопителя кузова. 10 — Заслонка подогрева смеси. 11 — Выпускной коллектор. 12 — Впускная труба. 13 — Тяга управления сливным краником. 14 — Датчик указателя температуры охлаждающей жидкости. 15 — Крышка коромысел. 16 — Коромысло. 17 — Распорная пружина коромысел 18 Выпускной клапан. 19 — Седла клапанов. 20 — Впускной клапан 21 — Пружина клапана. 22 — Сухарь клапана. 23 — Тарелка пружины клапана. 24 — Маслоотражательный колпачок. 25 — Опорная шайба пружины клапана. 26 — Крышка маслоналивной горловины. 27 — Стойка оси коромысел. 28 — Плоские шайбы оси коромысел, 29 — Пружинная шайба оси коромысел. 30 — Ось коромысел. 31 — Прокладка крышки коромысел. 32 — Выпускной патрубок охлаждающей рубашки. 33 — Термостат. 34 — Корпус насоса охлаждающей жидкости. 35 — Крыльчатка насоса охлаждающей жидкости. 36 — Ремни вентилятора. 37 — Вентилятор. 38 — Гайки крепления ступицы вентилятора. 39 — Толкатель клапана. 40 — Распределительный вал. 41 — Упорный фланец распределительного вала. 42 — Шестерня распределительного вала. 43 — Крышка распределительных шестерен. 44 — Передний сальник коленчатого вала. 45 — Шкив коленчатого вала. 46 — Зубчатая шайба храповика коленчатого вала. 47 — Храповик коленчатого вала. 48 — Ступица шкива коленчатого вала. 49 — Отражатель крышки распределительных шестерен. 50 — Маслоотражатель коленчатого вала. 51 — Распределительная шестерня коленчатого вала. 52 — Упорная шайба коленчатого вала. 53 — Передняя шайба упорного подшипника коленчатого вала. 54 — Задняя шайба упорного подшипника коленчатого вала. 55 — Коленчатый вал. Двигатели 24Д и 24-01 выпускаются на Заволжском моторном заводе им. 50-летия СССР по чертежам, разработанным Горьковским автозаводом на базе двигателя автомобиля ГАЗ-21. Коленчатый вал — пятиопорный, с большой рабочей поверхностью как шатунных, так и коренных подшипников. Вследствие этого удельные нагрузки на подшипники сравнительно малы. Вкладыши коренных и шатунных подшипников изготовлены из стальной ленты, залитой алюминиевым сплавом. Такие вкладыши способны воспринимать большие нагрузки, сохраняя высокую работоспособность. Распределительный вал опирается на пять подшипников, выполненных из сталебаббитовой ленты. В результате указанных конструктивных и технологических мер ресурс двигателя — 200 тыс. км пробега автомобиля по дорогам 1 категории. В конструкции двигателя учтено удобство обслуживания его в процессе эксплуатации. С левой стороны двигателя расположены бензиновый насос 11, стартер 13, распределитель зажигания 8, указатель давления масла и датчик 29 указателя давления масла, масляный фильтр 30, фильтр 32 тонкой очистки топлива, свечи 6 зажигания, с правой стороны — генератор 16, газопровод с сектором 14 регулирования подогрева смеси, сливной кран охлаждающей жидкости с тягой 17, кран отопителя кузова, датчик температуры воды и карбюратор 3. Смазка подшипников насоса охлаждающей жидкости осуществляется через пресс-масленку с правой стороны двигателя. Достаточность количества нагнетаемой смазки определяется визуально по выходу смазки из контрольного отверстия на корпусе насоса. В конструкции двигателя также предусмотрена возможность легкого ремонта. Для этой цели цилиндры выполнены в виде отдельных деталей — «мокрых» гильз, легко вставляемых в блок цилиндра, а коренные и шатунные подшипники имеют тонкостенные сталеалюминевые вкладыши, которые можно заменить, не прибегая к услугам ремонтных заводов, а иногда даже не снимая двигателя с автомобиля. Подвеска двигателяДвигатель установлен на шасси на трех резиновых подушках: две расположены в передней части двигателя (по одной с каждой стороны), одна — сзади, под удлинителем коробки передач Передние подушки расположены наклонно в поперечной плоскости двигателя. Сверху и снизу подушки имеют стальные пластины. В верхнюю пластину ввертывается болт, соединяющий подушку с кронштейном на двигателе. С кронштейном шасси подушка соединяется двумя болтами, заделанными в арматуру подушки. Кронштейны шасси привернуты (каждый двумя болтами) к поперечине передней подвески. Для усиления связи болтов с поперечиной в конусные отверстия поперечины установлены конические разрезные втулки, плотно охватывающие болт при его затяжке. В процессе эксплуатации автомобиля следует периодически проверять состояние деталей подвески двигателя, подтягивать при необходимости болты и гайки, а также очищать подушки от грязи и попавшего на них масла. Блок цилиндров (рис.1)Блок цилиндров 4 составляет одно целое с верхней частью картера. Он отлит под давлением из высокопрочного алюминиевого сплава. Блок цилиндров разделен на две части горизонтальной перегородкой, в которой сделаны четыре отверстия для установки гильз цилиндров. Верхняя часть образует общую для всех цилиндров охлаждающую рубашку. По контуру рубашки имеется десять бобышек для шпилек крепления головки цилиндров. Нижняя (картерная) часть блока разделена на четыре отсека поперечными перегородками, в которые устанавливаются коренные подшипники коленчатого вала. Коленчатый вал 55 установлен на пяти коренных подшипниках. Крышки 2 подшипников изготовлены из ковкого чугуна; каждая крышка крепится к блоку двумя шпильками диаметром 12 мм. В первой крышке торцы обработаны совместно с блоком для установки шайб 53 и 54 упорного подшипника. Все крышки имеют шипы, плотно входящие в пазы блока. Такая конструкция крышек подшипников и изготовление их из чугуна (коэффициент линейного расширения алюминиевого сплава вдвое больше, чем у чугуна) обеспечивают малое изменение рабочих зазоров в подшипниках при нагревании и охлаждении двигателя. Крышки подшипников растачиваются в сборе с блоком pи поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме первой и пятой, выбиты их порядковые номера. Гайки шпилек крепления крышек затягиваются динамометрическим ключом с усилением 11-12 кгс-м. Гнезда для подшипников распределительного вала 40 расположены в верхней левой части поперечных перегородок блока. Третья и четвертая перегородки имеют снизу наклонные плоскости для крепления масляного насоса. Камера толкателей закрыта штампованной из листовой стали крышкой. Крышка по контуру уплотняется пробковой прокладкой и крепится к блоку двумя шпильками, под гайки которых поставлены фибровые уплотняющие прокладки. К передней стенке блока на паронитовой прокладке крепится отлитая из алюминиевого сплава крышка 43 распределительных шестерен. В отверстие в крышке для выхода носка коленчатого вала запрессована обойма с самоподтягивающимся резиновым сальником 44. К заднему торцу блока шестью болтами крепится отлитый также из алюминиевого сплава картер сцепления. Точное расположение картера сцепления, необходимое для правильной работы коробки передач, обеспечивается двумя установочными штифтами диаметром 13 мм. Задний торец картера сцепления и отверстие в нем для установки коробки передач для обеспечения соосности первичного вала коробки передач с коленчатым валом обрабатываются в сборе с блоком 4, и поэтому картеры сцепления не взаимозаменяемы. Гильза вставляется в гнездо блока нижней частью, диаметр которой равен 100 мм. В плоскости нижнего стыка гильза уплотнена прокладкой 5 из мягкой меди толщиной 0,3 мм, а по верхнему торцу — прокладкой головки цилиндров. Для надлежащего уплотнения верхний торец гильзы выступает над плоскостью блока на 0,034-0,089 мм. При этом красномедная прокладка должна быть обжата. Для надежного уплотнения необходимо, чтобы разница в выступании гильз над плоскостью блока на одном двигателе была в пределах 0,025 мм. Это достигается (на заводе) сортировкой гильз цилиндров по высоте (от нижнего стыка до верхнего торца) и блоков по p pглубине проточки под гильзу (от его верхнего торца) на две группы. При смене гильз у цилиндров равномерность выступания можно обеспечить подбором красномедных прокладок соответствующей толщины. Головка цилиндров (рис.1)Головка, общая для всех цилиндров, отлита из алюминиевого сплава и подвергнута термообработке (закалке и старению). Впускные и выпускные каналы выполнены раздельно для каждого цилиндра и расположены с правой стороны головки. Гнезда для клапанов расположены в ряд по продольной оси двигателя. Седла 19 всех клапанов — вставные, изготовлены из жаропрочного чугуна высокой твердости. Благодаря большому натягу при посадке седла в гнездо головки (на заводе перед сборкой головка нагревается до +170 °С, а седла охлаждаются примерно до −70«С; при этом седло свободно вставляется в гнездо в головке), а также достаточно большому коэффициенту линейного расширения материала седла, обеспечивается надежная и прочная посадка седла в гнезде. Втулки клапанов, изготовленные из металлокерамики прессованием смеси из железного, медного и графитового порошков с последующим спеканием, обладают высокими антифрикционными качествами. Втулки так же, как и седла клапанов собираются с головкой, предварительно нагретой (втулки — охлажденные). Фаски в седлах и отверстия во втулках обрабатываются в сборе с головкой. Головка цилиндров крепится к блоку десятью стальными шпильками диаметром 11 мм. Под гайки шпилек поставлены плоские стальные цианированные шайбы. Между головкой и блоком имеется прокладка из асбестового полотна, армированного металлическим каркасом и пропитанного графитом. Окна в прокладке под камеры сгорания и отверстие масляного канала окантованы жестью. Толщина прокладки в сжатом состоянии 1,5 мм. Правильное положение головки на блоке обеспечивается двумя установленными штифтами-втулками, запрессованными в блок цилиндров (в бобышки шпилек крепления головки). Момент затяжки гаек крепления головки равен 7,3-7,8 кгс-м. Гайки затягиваются в последовательности, указанной на рисунке, т. е. от середины последовательно переходя к торцам (переднему и заднему). Затяжку и проверку затяжки следует делать на холодном двигателе. Если эту операцию выполнить на горячем двигателе, то после его остывания затяжка гаек окажется неполной вследствие большой разницы в коэффициентах линейного расширения алюминиевого сплава и стали. Для равномерного и плотного прилегания головки к блоку и избежания его деформации затяжку следует делать в два приема: предварительно—с малым усилием и окончательно — с заданным усилием. Следует иметь в виду, что затяжка гаек вызывает изменение зазоров в газораспределительном механизме. Поэтому после каждой такой операции необходимо проверять величину зазоров между носками коромысел и стержнями клапанов. При необходимости, зазоры надо отрегулировать. Во время работы двигателя, особенно изношенного, кольца которого пропускают много масла, на стенках камеры сгорания . и днищах поршней отлагается слой нагара. Нагар ухудшает теплоотдачу через стенки в охлаждающую жидкость, в результате чего возникают местные перегревы, явления детонации и калильного зажигания; в результате мощность двигателя уменьшается, а расход топлива возрастает. При появлении таких признаков следует снять головку и очистить камеру сгорания и днище поршня от нагара. Перед очисткой следует нагар смочить керосином. Это предотвращает распиливание нагара и предупреждает попадание ядовитой пыли в дыхательные пути. Головки цилиндров двигателей 24Д и 24-01 различаются степенью сжатия. Увеличение степени сжатия двигателя 24Д получено за счет дополнительной фрезеровки нижней плоскости головки на 3,6 мм (высота головки двигателя 24Д составляет 94,4 мм, высота головки двигателя 24-01 равна 98 мм). Поршни и шатуныПоршни отлиты из высококремнистого сплава и термически обработаны. Головка поршня — цилиндрическая, с плоским днищем. На цилиндрической поверхности головки проточены три канавки: две верхние служат для размещения компрессионных колец, а нижняя — для маслосъемного. Проточка для маслосъемного кольца имеет отверстия, через которые лишнее масло, снимаемое маслосъемным кольцом со стенок цилиндра, отводится в картер двигателя. Для улучшения приработки поверхность поршня покрыта (электролитическим способом) слоем олова толщиной 0,004-0,006 мм. Поршни подбираются к гильзам с зазором 0,024-0,048 мм. Для облегчения подбора поршни и гильзы разделены (по диаметру) на пять групп, обозначаемых соответствующей буквой, которая выбирается на днище поршня и на наружной поверхности нижней части гильзы.
Правильность подбора проверяется протягиваем ленты-щупа, проложенного между поршнем и гильзой в плоскости, перпендикулярной оси поршневого пальца. Размеры ленты: толщина 0,05 м, ширина 13 мм и длина 250 мм. Усилие протягивания ленты (замеряется динамометром) должно равняться 1-2 кгс. Компрессорные кольца отлиты из серого чугуна. Верхнее компрессионное кольцо работает в наиболее тяжелых условиях (при высоких температуре и давлении, а также при недостатке смазки). Для увеличения износостойкости его наружная поверхность, прилегающая к цилиндру, покрыта слоем хрома. Слой хрома значительно увеличивает срок службы верхнего кольца. Это способствует также увеличению срока службы нижнего кольца и зеркала цилиндра. Наружная цилиндрическая. поверхность нижнего компрессионного кольца покрыта слоем олова толщиной 0,005-0,010 мм. Это улучшает его приработку. На внутренней цилиндрической поверхности нижнего компрессионного кольца сделана выточка. На поршень кольцо должно быть установлено выточкой кверху. Нарушение этого условия вызывает резкое возрастание расхода масла и дымление двигателя. Верхнее кольцо выточки не имеет. Маслосъемное кольцо сборное. Оно состоит из двух стальных кольцевых дисков и двух стальных расширителей: осевого и радиального. Рабочая цилиндрическая поверхность (прилегающая к цилиндру) кольцевых дисков покрыта слоем хрома толщиной 0,075-0,125 мм. Примерно через 100 тыс. км пробега наступает необходимость в смене поршневых колец. К этому сроку они изнашиваются, в результате чего наблюдается дымление двигателя, падение мощности двигателя, увеличение расхода масла. Перед установкой колец канавки в поршне следует очистить от нагара. Эту операцию выполняют специальным инструментом или поломанным кольцом, остерегаясь соскабливания вместе с нагаром металла со стенок канавки. Поршневые пальцы плавающего типа (они не закреплены ни в поршне, ни в шатуне), стальные, наружная поверхность их закалена. Наружный диаметр пальца равен 25 мм. Палец подбирается к шатуну с зазором от 0,0045 до 0,0095 мм. Так как линейное расширение материала поршня примерно в 2 раза больше, чем у пальца, то при комнатной температуре палец входит в отверстий бобышек поршня с минимальным зазором (от 0 до 0,005 мм). Перед сборкой поршня с пальцем поршень нагревают в горячей воде до температуры 60-70°С. Для удобства подбора пальцев к поршню и шатуну поршень, шатун и пальцы разделены на размерные группы, маркируемые краской.
| |
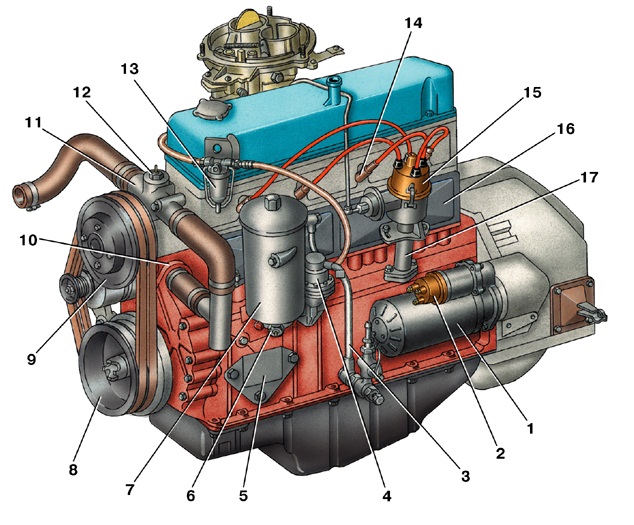 Вид ЗМЗ-402 слева: 1 – стартер; 2 – тяговое реле стартера; 3 – маслопровод; 4 – топливный насос; 5 – кронштейн опоры двигателя; 6 – датчик лампы аварийного давления масла; 7 – масляный фильтр; 8 – шкив коленчатого вала; 9 – шкив водяного насоса; 10 – водяной насос; 11 – термостат; 12 – датчик указателя температуры охлаждающей жидкости; 13 – фильтр тонкой очистки топлива; 14 – свеча зажигания; 15 –
Вид ЗМЗ-402 слева: 1 – стартер; 2 – тяговое реле стартера; 3 – маслопровод; 4 – топливный насос; 5 – кронштейн опоры двигателя; 6 – датчик лампы аварийного давления масла; 7 – масляный фильтр; 8 – шкив коленчатого вала; 9 – шкив водяного насоса; 10 – водяной насос; 11 – термостат; 12 – датчик указателя температуры охлаждающей жидкости; 13 – фильтр тонкой очистки топлива; 14 – свеча зажигания; 15 –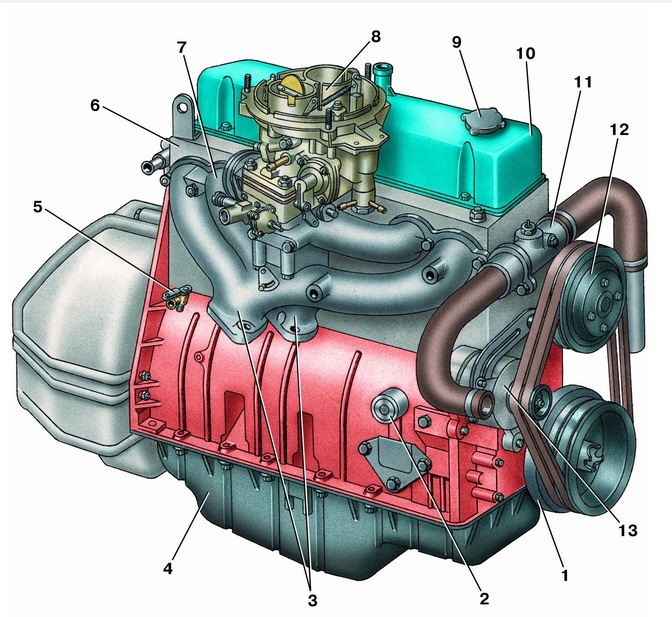 Вид ЗМЗ-402 справа: 1 – шкив коленчатого вала; 2 – датчик указателя давления масла; 3 – выпускной коллектор; 4 – масляный картер; 5 – кран слива охлаждающей жидкости; 6 – головка блока цилиндров; 7 – впускная труба; 8 – карбюратор; 9 – пробка маслозаливной горловины; 10 – крышка коромысел; 11 – термостат; 12 – шкив водяного насоса; 13 – генератор.
Вид ЗМЗ-402 справа: 1 – шкив коленчатого вала; 2 – датчик указателя давления масла; 3 – выпускной коллектор; 4 – масляный картер; 5 – кран слива охлаждающей жидкости; 6 – головка блока цилиндров; 7 – впускная труба; 8 – карбюратор; 9 – пробка маслозаливной горловины; 10 – крышка коромысел; 11 – термостат; 12 – шкив водяного насоса; 13 – генератор.