Сушка и пропитка обмоток
Сушка обмоток. Назначение сушки — удалить влагу из обмоток машины, чтобы восстановить качество изоляции и, следовательно, обеспечить возможность надежной работы машины не менее чем до очередного планового ремонта. Удаление влаги происходит вследствие термической диффузии, вызывающей перемещение влаги в направлении потока тепла, т. е. от более нагретой части к более холодной. Перемещение влаги происходит вследствие перепада влажности в разных слоях изоляции; из слорв с большой влажностью влага перемёщается в слои с меньшей влажностью. Чем больше температурный перепад, тем интенсивнее происходит сушка. Поэтому, нагревая внутренние части обмотки (например, током), можно создать дополнительный перепад температуры между внешними и внутренними слоями изоляции и тем ускорить процесс сушки.
При ТР-3, когда электрические машины с э. п. с. снимают и разбирают, появляется возможность сушки их в автоклавах или в специальных сушильных печах. Режимы сушки различных узлов машин зависят от типа примененной в них изоляции и конструктивных особенностей этих узлов. Поэтому в сушильную печь одновременно можно загружать только однотипные элементы машин. Нельзя, например, сушить одновременно якоря и остовы, так как для них требуются различные режимы сушки.
Подлежащие сушке якоря, остовы или статоры подают в печь на специальной тележке, на которой их устанавливают в вертикальном положении. Снятые с остова полюсные катушки загружают в печь в специальных решетчатых металлических корзинах. Остовы с катушками или снятые с них катушки и статоры сушат при температуре ПО—130 °С в течение 10—12 ч с момента, когда температура в печи после ее загрузки достигнет 100 °С, а якоря — в течение 8—10 ч при температуре 130—140 °С. В автоклавах обмотки сушат при температуре 100—110 °С и вакууме около 280 кПа.
После выгрузки из печи, пока просушенные элементы не остыли и имеют температуру 120—130°С, измеряют сопротивление изоляции. Для машин с номинальными напряжениями 3000, 1500 и менее 100 В оно должно быть соответственно не ниже 3; 1,5 и 0,5 МОм, а для асинхронных машин — не менее 1 МОм. Если сопротивление окажется менее указанных норм, сушку повторяют. Сопротивление изоляции всех машин измеряют мегаомметром на 2,5 кВ, а машин с номинальным напряжением ниже 100 В — мегаомметром на 500 В.
Отсчет замера производят на 60-й секунде после приложения напряжения.
Пропитка изоляции. Назначение пропитки — обеспечить возможно дольше сохранение диэлектрических свойств изоляции, восстановленных предварительно проведенной сушкой. Сущность пропитки состоит в заполнении всех пор и неплотностей в изоляции различными лаками или компаундами для придания изоляции монолитности и предотвращения проникания внутрь нее влаги, т. е. для восстановления электрической и механической прочности изоляции. В зависимости от применяемых пропиточных материалов и технологии прочность изоляции можно восстановить методами покрытия, пропитки или компаундирования.
Покрытие изоляции лаками применяют в том случае, когда есть полная уверенность в достаточной электрической прочности изоляции по всей ее толщине. Обычно в таком состоянии оказывается изоляция, которая при изготовлении или ремонте была выполнена на кремнийорганических материалах и пропитана термореактивными лаками или компаундами.
Обмотки якоря или катушки полюсов, изготовленные с такой изоляцией, при деповском ремонте достаточно просушить и покрыть изоляционной эмалью ГФ-92, ПКЭ-22 или ЭП-91. Сушку осуществляют в течение 5 ч в сушильной печи при температуре 130—140 °С.
Пропитку производят для заполнения пропиточным лаком пор и неплотностей изоляции на всю ее глубину. Лак после высыхания делает изоляцию монолитной, более теплопроводной, механически и электрически прочной.
Для пропитки применяют специальные пропиточные лаки, способные проникать в поры изоляции, имеющие хорошую адгезию к ней и обеспечивающие после высыхания влагоне-проницаемость изоляции. Такие лаки обычно представляют собой растворы пленкообразующих веществ в летучих органических соединениях с добавлени-нием сиккатива, обеспечивающего более быстрое высыхание раствора. В процессе высыхания в ходе сушки из лака растворитель улетучивается, а лак затвердевает, образуя прочную основу.

Рис. 3.37. Установка для пропитки катушек без снятия их с остова
Катушки якорей тяговых двигателей и вспомогательных машин подвергают пропитке в том случае, если они ранее были пропитаны лаком № 447. Пропитывают их или тем же лаком, или (что предпочтительнее) лаком ФЛ-98. Пропитку осуществляют в специальных пропиточных баках методом погружения.
Для этого якорь, еще не остывший после сушки (с температурой около 80 °С), устанавливают в пропиточный бак вертикально коллектором вверх, после чего в бак снизу нагнетают пропиточный лак, подогретый до температуры 30—50 °С. Уровень лака должен не доходить до петушков коллектора на 15—20 мм. Для полной пропитки изоляции якоря лаком достаточно обычно 20—30 мин. Практически пропитку заканчивают, когда прекратится выделение пузырьков газа на поверхности лака.
Закончив пропитку, сразу вынимать якорь из бака не следует. Вначале надо выпустить из бака лак и дать возможность лишнему лаку стечь с поверхности якоря. Затем якорь устанавливают на специальное приспособление наклонно под углом 45° и через каждые 10—15 мин поворачивают на четверть оборота, обеспечивая тем самым равномерность удаления остатков лака с поверхности якоря. Для окончательного удаления лишнего лака якорь протирают салфетками, смоченными в техническом спирте или бензине.
Значительно быстрее можно очищать якорь от избытка лака методом разбрызгивания. Длй этого якорь уста навливают на специальный станок и вращают его с частотой 300— 400 об/мин в течение 2 мин, после чего протирают техническими салфетками. Затем якорь вновь устанавливают в сушильную печь и сушат так же, как и перед пропиткой.
Пропитывая якоря лаком № 447, следует помнить, что пленка этого лака обладает недостаточной стойкостью к воздействию масла. Поэтому обмотку после пропитки и сушки (при ее температуре около 60—70 °С) покрывают эмалью ГФ-92-ГС, предварительно подогретой до температуры 30—50 °С.
Двухколлекторные якоря некоторых вспомогательных машин также пропитывают методом погружения. При этом якорь устанавливают в бак вертикально, предварительно плотно обернув полотном нижний коллектор. Обычно погружают в лак коллектор с меньшим номинальным напряжением. Закончив пропитку и удалив с якоря избытки лака, это полотно аккуратно снимают, коллектор промывают бензином и насухо протирают техническими салфетками. Разрешается пропитывать якоря двухколлекторных машин и в горизонтальном положении, обливая их лаком.
Катушки полюсов при ТР-3 также пропитывают в лаке методом погружения. Однако применяемые способы пропитки этих катушек различны в зависимости от того, снимают их с остова или нет.
Катушки, не снимаемые с остова, пропитывают на специальной установке (рис. 3.37). Остов 2, нагретый до температуры около 80 °С, устанавливают уплотняющее кольцо 3 коллектором вниз. Все отверстия в остове предварительно надежно закрывают крышками и деревянными пробками. Для уменьшения расхода лака на установке предусмотрен пустотелый жестяной цилиндр /, занимающий возможно больший объем внутри остова. В колодце установки размещен бак 6 с лаком, нагретым до температуры 20—50 °С. Подавая сжатый воздух от компрессора по воздухопроводу 4 внутрь бака, нагнетают лак по трубопроводу 5 во внутреннюю полость остова так, чтобы уровень был выше мёжкатушечных соединений на 15— 20 мм. Пропитку ведут около 50 мин. Затем лак спускают через трубу 5, дают в течение 15 мин возможность стечь с остова остаткам лака, загружают остов в сушильную печь и сушат при температуре 100—130 °С около 16 ч.
Катушки, снятые с остова, пропитывают методом погружения так же, как и катушки якорей двигателей. Для пропитки катушек полюсов применяют те же лаки, что и для катушек якорей. Катушки, изготовленные с применением битумного компаунда 225Д, следует пропитывать лаком № 447.
В ряде машин в качестве корпусной изоляции полюсных катушек (например, двигателей НБ-418К6 и НБ-420А) и катушек якорей (двигателя НБ-418К) применяют стеклопластовую изоляцию, относящуюся по нагрево-стойкости к классу Такая изоляция состоит из стеклослюдинита и эпоксидного компаунда ЭД-20, обладает высокими физико-механическими свойствами и очень высокой адгезией к меди, чем достигаются ее монолитность, высокая теплопроводность. При ремонте катушек с такой изоляцией их поверхность тщательно очищают и покрывают эмалью ПКЭ-22.
Обмотки статоров асинхронных машин нагревают до температуры 60—70 °С, покрывают подогретой до температуры 20—50 °С эмалью ГФ-92-ХС и сушат на воздухе.
Катушки главных и добавочных полюсов, а также компенсационных обмоток некоторых типов двигателей (например, ТЛ-2К1) выполняют на основе изоляции «Монолит-2». Их корпусную изоляцию — стеклослюдинитовые ленты ЛС40Ру-ТТ (для полюсных катушек) и ЛС1-К.-100-СП (для компенсационной и якорной обмоток) пропитывают эпоксидным компаундом ЭМТ-1 или ЭМТ-2. Катушки добавочных полюсов пропитывают вместе с сердечниками полюсов, получая неразъемный моноблок.
Окраска остовов при ТР-3. Остовы электрических машин при их ремонте в депо окрашивают полностью (и снаружи, и изнутри) или только снаружи.
Это зависит от вида ремонта, который проходит данная машина. Если для ремонта машину разбирают, то представляется возможность окрасить ее не только снаружи, но и изнутри.
Внутренние поверхности остовов машин окрашивают непосредственно после окончания их ремонта лаками или эмалями холодной сушки. Целью такой окраски является защита внутренней поверхности остова от коррозии. Кроме того, на окрашенной поверхности меньше скапливаются пыль и влага. Снаружи остов окрашивают после сборки, испытания и слесарной отделки. Цель такой окраски — предохранение остова от коррозии и придание машине хорошего внешнего вида.
Электрические машины, устанавливаемые под кузовом, снаружи окрашивают черным лаком БТ-99 воздушной сушки, а вспомогательные машины электровозов, устанавливаемые в кузове,— серой эмалью ГФ-92-ХС. Чтобы краска ложилась ровнее, прочнее держалась и под ней не происходил коррозионный процесс, поверхность под окраску должна быть тщательно подготовлена. Для этого ее очищают стальными щетками от старой краски, ржавчины и возможной грязи, обдувают сжатым воздухом и протирают ветошью, смоченной в бензине. При декоративной окраске остовов вспомогательных машин электровозов их предварительно грунтуют и шпатлюют, что необходимо для получения хорошего качества окрашиваемых поверхностей. Окраску выполняют с помощью пульверизатора.
После полного высыхания остов окрашивают повторно.
Все операции по окраске и сушке следует проводить в специальных камерах в помещении с хорошей приточно-вытяжной вентиляцией и постоянной (около 20 °С) температурой. Производительность камеры увеличивают повышением интенсивности высыхания лака или эмали, для чего окрашенную машину обдувают воздухом, подогретым в калориферах до температуры 50—60 °С. При окраске необходимо следить, чтобы окрашенная поверхность была без подтеков, морщин и крупинок, а также полностью просушена.
Техника безопасности и противопожарная техника при пропитке и окраске. Процессы пропитки и окраски связаны с выделением применяемыми материалами летучих веществ, вредно влияющих на организм и создающих условия возможного возникновения взрыва или пожара. Поэтому в помещении для пропитки категорически запрещается курить и работать с открытым огнем, так как лаки, компаунды, растворители взрывоопасны. Присутствие в помещении для пропитки посторонних лиц недопустимо. Электрооборудование помещения для пропитки должно быть взрывобезопасным, водонепроницаемым, электропроводка — скрытой, выключатели вынесены из помещения наружу. Приготавливать компаунды и другие пропиточные смеси следует в специальном изолированном помещении. Хранить в помещении для пропитки лаки, компаунды и растворители можно в объеме, не превышающем необходимый двухдневный их расход.
Запрещается находиться в помещении для пропитки, если в нем не действует или не включена приточно-вытяжная вентиляция. Окраску и сушку окрашенных деталей и машин следует выполнять в специальных камерах, также оборудованных приточно-вытяжной вентиляцией.
Необходимо следить, чтобы крышки баков с лаками и компаундами были всегда плотно закрытыми и открывались только при необходимости. При включении подогрева бака вытяжной зонт должен быть обязательно опущен. Дверцы сушильных печей следует закрывать быстро и плотно, не допуская выхода паров. Вытекающий на пол или оставшийся на стенках баков пропиточный состав необходимо немедленно удалять. В случае попадания компаунда на незащищенные части тела его следует быстро смыть спиртоканифольной смесью, тщательно промыть это место горячей водой с мылом и смазать глицерином.
Особую осторожность необходимо соблюдать при обращении с эпоксид ными компаундами. При нагревании эпоксидных смол выделяются летучие вещества, в которых содержится эпи хлоргидрин и толуол. Они действуют на нервную систему и печень, вызывают экземы и другие заболевания кожи. Работать с ними следует в защитных очках и резиновых перчатках, не допускать попадания компаунда на кожный покров. При попадании компаунда на кожу его необходимо сразу же смыть спиртом, мыльным раствором или слабым раствором питьевой соды.
Технология и оборудование производства электрических машин — Пропитка и сушка обмоток
Содержание материала
ГЛАВА XV
ПРОПИТКА И СУШКА ОБМОТОК
§ 15-1. Назначение пропитки
В процессе изготовления и после укладки в пазы статоров, роторов и якорей обмотки пропитываются лаками или компаундами с последующей сушкой.
В результате пропитки и сушки улучшаются следующие свойства электрической изоляции:
- повышается нагревостойкость;
- улучшается теплопроводность обмоток за счет уменьшения воздушных прослоек между проводниками и стенками паза сердечника;
- повышается влагостойкость изоляции, особенно волокнистой, из-за уменьшения гигроскопичности в результате заполнения пор и создания лаковой пленки, препятствующей проникновению влаги внутрь обмотки;
- повышается электрическая прочность изоляции, так как электрическая прочность пропиточных материалов выше электрической прочности воздуха, находящегося между волокнами непропитанных материалов;
- повышается механическая прочность изоляции, так как пропитанная обмотка имеет хорошо сцементированные витки, плотно- и прочно сидящие в пазах сердечников. Благодаря этому предотвращается перемещение проводников в результате вибрации и связанное с этим повреждение изоляции от истирания.
Наружные поверхности обмоток после сушки окрашивают покровными эмалями и лаками. Образующаяся в результате этого твердая и гладкая пленка толщиной 50—60 мкм хорошо защищает изоляцшо от влаги, смазочных масел и скапливания пыли.
§ 15-2. Методы пропитки
Для пропитки обмоток пользуются следующими методами:
- погружением в лак;
- на стендах с нижней подачей лака;
- струйным поливом;
- компаундированием;
- вакуумно-нагнетательным способом.
Выбирают метод пропитки в зависимости от типа лака и конструкции обмоток.
Метод пропитки погружением. Этот метод является наиболее распространенным способом пропитки лаками, содержащими растворитель, как отдельных катушек, так и обмоток, уложенных в пазы сердечников. Для лучшего проникновения лака в обмотки, уложенные в пазы сердечников, последние перед погружением в лак нагреваются до температуры 60—70°.
Перед пропиткой водноэмульсионным лаком ПФЛ-86 нагревать сердечники не следует во избежание распада эмульсии.
Режим пропитки зависит от назначения электрической машины, конструкции обмоток и типа лака. Так, количество пропиток бывает от одной и более, а время выдержки обмотки в лаке колеблется от нескольких секунд до одного часа.
Время выдержки обмоток в лаке при первой пропитке (15 мин — 1 ч) значительно больше, чем при последующих погружениях, так как при первом погружении происходит основное заполнение пор и воздушных прослоек в изоляции.
При любой пропитке обмотка должна находиться в лаке до прекращения выделения пузырьков воздуха.
Для лучшего проникновения лака в обмотку у погружаемых в бак с лаком изделий пазы сердечников должны быть расположены вертикально или под небольшим углом. Якорь электрической машины погружают в лак коллектором вверх.
Во время пропитки обычно бывает сложно защищать концы валов, посадочные поверхности статоров и шайб якорей, поэтому сразу после пропитки лак с этих поверхностей удаляют, протирая посадочные поверхности хлопчатобумажными салфетками, смоченными в растворителе.
В пропиточном отделении должен быть установлен жесткий контроль за составом и чистотой лака. Пропиточные ванны и котлы необходимо периодически очищать от остатков лака, а погружаемые в лак изделия перед пропиткой обязательно продувать чистым сжатым воздухом для удаления с них пыли и грязи. Ежедневно и после каждого разведения проверяют вязкость лака, а через два-три дня — содержание основы лака.
При обычном методе пропитки на удаления растворителей в процессе сушки затрачивается значительное время — 10—12 ч.
Для ускорения процесса пропитки и последующей за ним сушки за рубежом был разработан новый метод пропитки. Сущность этого метода заключается в том, что изделие, подлежащее пропитке, нагревают до температуры, несколько превышающей температуру кипения растворителя, а затем погружают на 10—20 сек в ванну с лаком, имеющим температуру цеха. У слоев лака, соприкасающихся с якорем, нагретым до температуры 160°, резко снижается вязкость, в результате чего лак лучше проникает в поры обмотки и при этом большая часть растворителя испаряется из обмотки.
Время сушки после пропитки для удаления оставшегося растворителя сокращается таким образом до 1—2 ч.
Метод пропитки погружением имеет ряд недостатков. Целью операции является пропитка изоляции обмоток и пазов сердечника, а в лак приходится погружать сердечник целиком. В результате этого увеличивается расход лака за счет покрытия им металлических деталей. К тому же этот лак приходится с посадочных поверхностей смывать вручную.
На наружной поверхности статора образуется лаковая пленка, которую очень трудно смыть, при окраске по ней качество покрытия получается невысоким.
После пропитки в течение 20—30 мин с изделий на поддоны стекает лак.
Выделяемые в это время пары растворителей, а также испарения с поверхности лака пропиточных ванн приводят к загазованности пропиточно-сушильных отделений.
При определенной концентрации паров растворителей пропиточное отделение становится взрыво- и пожароопасным и вредным для здоровья находящихся в нем работников. Исключение составляют пропиточные отделения с водноэмульсионными лаками.
Метод пропитки с нижней подачей лака.
Изделия, подлежащие пропитке, устанавливают на специальные стенды (рис. 15-3; описание см. § 15-4). К стендам снизу подведен лакопровод, через который внутрь статора или в бачок для ротора подается пропиточный состав.
При данном методе пропитки в сравнении с пропиткой погружением сокращается расход лака, так как в процессе пропитки лак покрывает главным образом пропитываемые обмотки и поэтому излишне не расходуется; меньше загрязняется пропиточный состав, так как с наружной поверхностью статоров, которая не всегда бывает чистой, лак не соприкасается; замывать приходится у статоров только одну посадочную поверхность, а у роторов и якорей — конец вала, который при пропитке находился внизу бачка.
Резкое уменьшение загазованности, отсутствие больших масс лака в открытых емкостях создает благоприятные условия для работы в пропиточных отделениях и делает их менее опасными в пожарном отношении.
Метод пропитки на стендах имеет и недостатки:
меньшая производительность, чем при пропитке погружением;
необходимость выполнения дополнительных работ — замазывание замазкой или закрытие крышками отверстий в статоре для предохранения от вытекания лака при пропитке.
Метод пропитки на стендах с нижней подачей лака рационален в условиях индивидуального и мелкосерийного производства.
Метод пропитки струйным поливом.
Применение для пропитки обмоток лаков типа КП, разработанных ВНИИЭМ, позволяет по-новому подойти к процессу пропитки и сушки. Лак типа КП — лак без растворителя.
Институтом ВНИИТЭЛЕКТРОПРОМ для пропитки статоров единой серии 1—5-го габаритов создан новый метод пропитки струйным поливом в сочетании с индукционным нагревом для сушки.
Метод пропитки струйным поливом заключается в следующем. Статор, обмотка которого подлежит пропитке, устанавливают вертикально (на одну из горловин). На верхнюю лобовую часть его поливается лак. Проникающий в обмотку лак хорошо заполняет имеющиеся в ней промежутки и поры, вытесняя находящийся там воздух.
Изделия, пропитанные в лаках типа КП, при нагревании быстро высыхают. Применяемый для этого индукционный способ нагрева позволяет разогреть пропитанные статоры асинхронных электродвигателей 1—5-го габаритов до необходимой температуры 160— 170° за 6—10 мин.
Небольшое время полимеризации лака позволяет не выдерживать изделия при этой температуре, так как лак успевает полимеризоваться за время остывания статора.
Качество пропитки лаками типа КП обычно высокое, обмотка монолитна, хорошо сцементирована. При испытании на тепловое старение статоры, пропитанные лаками типа КП, выдерживают большее количество пробных циклов до выхода из строя, чем статоры, пропитанные лаком № 447.
Компаундирование обмоток.
Компаундирование обмоток в битумных компаундах — процесс, несколько отличный от пропитки обмоток в лаках.
Компаундированию подвергаются полюсные катушки с изоляцией класса А и катушки статоров высоковольтных электрических машин и машин, работающих на воздухе в условиях с высокой влажностью. В процессе компаундирования компаундная масса, подаваемая в котел под давлением, опрессовывая катушку, хорошо заполняет промежутки между проводами, между проводами и наружной изоляцией. Хорошему проникновению битумной массы в катушку способствует вакуумирование катушек перед подачей в автоклав битума, в результате этого из промежутков и пор изоляции удаляются воздух и влага.
Процесс компаундирования осуществляется в автоклавных установках (рис. 15-1). Рассмотрим процесс на примере компаундирования полюсных катушек.
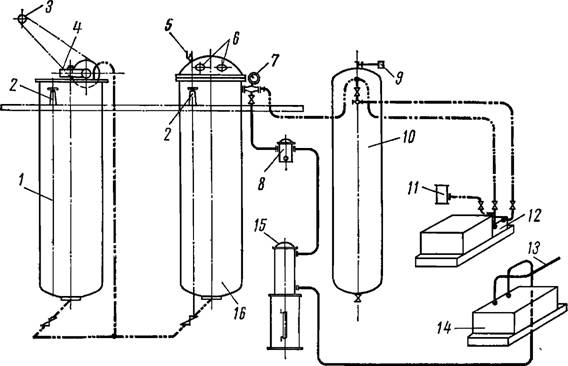
рис. 15-1. Схема установки для компаундирования:
— •— —• массопровод; —..— воздушная сеть; — вакуумная сеть
Катушки, подвергаемые компаундированию, загружают в автоклав 16 в специальных сетчатых люльках. На крышке автоклава имеются два смотровых окна 6 и кран 5 для выпуска воздуха, а сбоку установлен моновакуумметр 7 для измерения давления или разрежения внутри автоклава.
Битумный компаунд подается в автоклав из смесительного котла 1 при открытии кранов 2.
Масса, находящаяся в котле в жидком состоянии, перемешивается мешалкой, приводимой во вращение от электродвигателя 3 через червячную передачу 4.
При перемешивании не происходит осаждения твердых частиц битума на дно бака и создаются условия для одинакового нагрева всей массы. Нагревается масса за счет передачи тепла от масла, имеющего температуру 195 -=- 200° и циркулирующего между двойными стенками автоклава и котла.
Для того чтобы масса не охлаждалась в массопроводе, он окружен защитной рубашкой. Между рубашкой и массопроводом тоже циркулирует нагретое масло.
Разрежение в автоклаве создается при помощи вакуум-насоса 14, а давление — компрессором 12.
Отсасываемый насосом воздух, проходя через маслоуловитель 8 и конденсатор 15, очищается от загрязнения битумной массой и выбрасывается в атмосферу через трубу 13.
Для очистки от пыли и влаги забираемого компрессором воздуха служит фильтр 11.
Подача воздуха в автоклав может производиться непосредственно от компрессора или через воздушный резервуар 10, при этом ускоряется поднятие в автоклаве давления.
Резервуар 10 оборудован предохранительным клапаном 9, который автоматически открывается в случае превышения давления.
Операция компаундирования начинается с загрузки катушек в люльку автоклава. Катушки в нее укладываются таким образом, чтобы ко всем поверхностям их был обеспечен свободный доступ компаундной массы. Для этого между слоями катушек прокладывают стальные прутья диаметром 10—15 мм, в результате чего создается необходимый зазор между ними.
Загрузив катушки в автоклав, крышку котла плотно не закрывают и производят сушку катушек в течение 6 ч при атмосферном давлении.
Далее в течение 2 ч сушка продолжается под вакуумом. Для этого крышку котла плотно затягивают болтами и из автоклава вакуум-насосом откачивается воздух до остаточного давления 160 мм рлг. ст.
Пуск компаунда из мешалки в автоклав производится при вакууме, битумная же масса должна быть хорошо перемешена и иметь температуру 175—185°.
Заполнив автоклав массой и открыв кран 5 для сообщения с атмосферой, катушки в автоклаве выдерживают в течение 1 ч.
Затем создается возможно больший вакуум (остаточное давление не более 15—20 мм рт. ст.), который поддерживается в течение 15 мин, далее в течение 15 мин в автоклаве создается давление 6—7 атм.
Процесс вакуум — давление чередуется четыре раза. В процессе давления, производится гидростатическая опрессовка изоляции и одновременная пропитка ее, при этом уровень битумной массы в котле может понизиться. Необходимо следить за тем, чтобы масса полностью покрывала верхний слой катушек не менее чем на 50 мм.
Закончив чередование процесса вакуум — давление, катушки в автоклаве в течение Аз пропитывают под давлением 6—7 атм.
По окончании пропитки компаундная масса из автоклава выпускается в мешалку, массопровод продувается воздухом, открывается крышка автоклава и при атмосферном давлении в течение 1 ч с катушек стекают излишки массы.
Вынутые из автоклава катушки должны иметь температуру не ниже 50° и с них немедленно должна быть снята временная киперная лента, которой их покрывали перед компаундированием. При более низкой температуре компаунд твердеет и ленту снять с катушек трудно.
Качество пропитки катушек обеспечивается соблюдением предписанного технологического процесса. Изоляция катушек не должна иметь повреждений и наплывов, что контролируется внешним осмотром. Пропитка катушек должна быть сквозной. Проверка качества пропитки производится работниками ОТК периодически, но не реже одного раза в месяц, путем вскрытия нескольких катушек от разных партий.
При пропитке компаундной массой статорных высоковольтных катушек режим по времени выполнения отдельных операций может быть несколько иным, существо же процесса остается неизменным.
Вакуумно-нагнетательный способ пропитки.
Пропитка катушек возбуждения в кремнийорганическом лаке. Пропитка катушек главных полюсов с параллельной обмоткой, имеющих большое количество витков, методом погружения затруднительна.
Еще большее затруднение для проникновения лака создают детали шаблона, на котором, например, пропитываются в кремнийорганическом лаке К-47к катушки с изоляцией класса Н. Поэтому такие катушки пропитываются вакуумно-нагнетательным способом.
Установка для пропитки таким способом состоит из автоклава, бака с лаком, вакуум-насоса и компрессора.
Последовательность процесса следующая: сушка катушек перед пропиткой в печи; охлаждение на воздухе до температуры70—80°; сушка катушек под вакуумом в автоклаве; пропитка лаком под давлением б—8 атм; стекание с катушек излишков лака; продувка катушек в автоклаве воздухом при помощи вакуум-насоса при открытой крышке автоклава; сушка катушек в печи.
Пропитка катушек с изоляцией типа «м о н о л и т». Рассмотрим технологический процесс изготовления катушек с изоляцией типа «монолит» на примере изготовления моноблоков дополнительного полюса (см. рис. 9-10).
До операции пропитки моноблоков технологический процесс изготовления катушек с изоляцией типа «монолит» аналогичен процессу изготовления полюсных катушек из шинной меди «на ребро», за исключением операции пропитки витковой изоляции, которая совмещена с операцией пропитки моноблоков.
Перед пропиткой производят изолирование сердечников полюса и сборку моноблоков.
Сердечники полюсов, предварительно обезжиренные протиркой хлопчатобумажными салфетками, смоченными в бензине, закрепляют в тисках, вручную плотно обертывают изоляцией и туго утягивают лентой.
На подготовленный таким образом сердечник плотно под некоторым усилием насаживается катушка.
Установка для пропитки моноблоков вакуумно-нагнетательным способом состоит из автоклава с масляным обогревом; аппарата для приготовления компаунда, имеющего масляный обогрев и мешалку; аппарата для разогрева отвердителя с масляным обогревом и мешалкой; вакуумного насоса; компрессора; печи электрической; пропиточного бака, помещенного в автоклаве. Пропитываются изделия в баке, а не непосредственно в автоклаве, потому что выемной бак легче периодически вычищать от остатков налипшей смолы, чем стационарный автоклав.
Пропитка моноблоков производится в эпоксидном компаунде, приготовляемом смешением смолы Арольдит F с отвердителем МТ-907.
Отвесив необходимое количество смолы и отвердителя (в соотношении 100 : 80 весовых частей), смолу загружают в аппарат для приготовления компаунда, а отвердитель в аппарат для расплавления.
В обоих аппаратах составные части компаунда нагреваются при перемешивании до температуры 50—55°, а затем по трубопроводу отвердитель подается в аппарат для приготовления компаунда, в котором смешивается со смолой. Приготовленный компаунд в аппарате нагревается до температуры 60°. В связи с этим пропитываемые моноблоки, пропиточный бак и автоклав должны иметь такую же или близкую к этой температуру.
При соприкосновении с холодными катушками и баком компаунд загустеет и потеряет жидкотекучесть, пропитки в этом случае не произойдет.
Перед впуском компаунда автоклав с пропиточным баком разогревается до температуры 60 ± 5°. Катушки специально не нагревают. Перед пропиткой их сушат в печи при температуре 110—130° в течение 6 ч, после чего охлаждают до температуры 55—60°, укладывают в контейнер незакрашенной стороной вверх и загружают в бак.
Между сердечником полюсов прокладывают металлические рейки толщиной 3 мм, предохраняющие катушки от слипания.
Загруженные в бак автоклава моноблоки при температуре 60° сушатся в течение 2 ч в условиях вакуума (остаточное давление 4-5 мм рт. ст.). Затем пропиточный бак в условиях вакуума заполняется компаундом, далее вакуум снимают и в автоклаве создается давление 5—6 атм, которое выдерживается в течение 1 ч.
После пропитки давление в автоклаве понижается до 0,5 атм избыточного, кран открывают и по трубопроводу компаунд перегоняется в аппарат, в котором он был приготовлен.
Открыв крышку автоклава, в течение 10 мин с моноблоков стекают излишки лака, затем производится их запечка в печи при температуре 140—150° в течение 20 ч.
Завершают изготовление моноблоков операции: зачистка выводных пластин, прогонка резьбы метчиком, окраска катушек эмалью и контроль.