Сборка двигателя




![]()
![]()
Сборку двигателя производите следующим образом. Установите на стенд чистый блок цилиндров и заверните в него отсутствующие шпильки. Установите кронштейн крепления генератора и закрепите его двумя болтами.
Смажьте моторным маслом вкладыши подшипников и упорные полукольца коленчатого вала, а также поршни и сальники. При сборке двигателя после ремонта устанавливайте новые сальники коленчатого вала.
Установите в 1, 2,4 и 5-е гнездо блока цилиндров вкладыши с канавкой, а в 3-е гнездо блока цилиндров и в крышки коренных подшипников — вкладыши без канавки. Уложите в коренные подшипники коленчатый вал и вставьте в гнездо среднего коренного подшипника упорные полукольца.
Установите крышки коренных подшипников в соответствии с метками, которые нанесены на их наружной поверхности. Крышки разверните таким образом, чтобы метки на каждой из них находились со стороны установки генератора. Затяните болты крепления крышек.
Проверьте осевой свободный ход коленчатого вала. Для этого поверните блок цилиндров задней стороной вверх и установите на нее стойку с индикатором так, чтобы ножка индикатора упиралась во фланец коленчатого вала. Перемещая вал вверх и вниз (например, отвертками), замерьте индикатором осевой свободный ход вала. Он должен быть в пределах 0,06-0,26 мм. Если ход больше, то приведите его в норму, заменив старые полукольца новыми или установив полукольца увеличенной толщины.
Оправкой запрессуйте в держатель задний сальник коленчатого вала. Наденьте держатель с сальником на оправку и передвиньте его с оправки на фланец коленчатого вала. Установите под держатель прокладку и прикрепите его к блоку цилиндров болтами с пружинными шайбами.
Установите маховик на коленчатый вал так, чтобы метка (конусообразная лунка) около обода находилась против оси шатунной шейки четвертого цилиндра. Установите шайбу и болты крепления маховика. Заблокируйте маховик фиксатором и затяните болты крепления. На болты крепления маховика перед установкой нанесите герметик УГ-6. Для надежного схватывания герметика перед его нанесением обезжирьте болты и резьбовые отверстия в коленчатом валу.
Подберите поршни к цилиндрам по классу и одной группы по массе и соберите поршни с шатунами, как указано в подразделе «Шатунно-поршневая группа». С помощью регулируемой втулки вставьте в цилиндры поршни с шатунами.
Установите вкладыши в шатуны и крышки шатунов. Установите шатуны и крышки на шейки коленчатого вала, затяните шатунные болты. Крышки шатунов необходимо устанавливать так, чтобы номер цилиндра на крышке находился против номера цилиндра на нижней головке шатуна.
Оправкой запрессуйте передний сальник коленчатого вала в крышку масляного насоса. Залейте в масляный насос немного моторного масла и проверните несколько раз его ведущую шестерню. Установите на оправку масляный насос с передним сальником коленчатого вала и поверните ведущую шестерню в такое положение, чтобы ее можно было надеть на шейку коленчатого вала. Передвиньте насос с оправки на вал, установите под насос прокладку и прикрепите его к блоку цилиндров.
Для правильной установки насоса в его корпус запрессованы два направляющих штифта, которые должны входить в соответствующие отверстия блока цилиндров.
 |
Установка поршня с поршневыми кольцами в цилиндр при помощи регулируемой втулки 67.7854.9519
Втулки для центрирования головки на блоке цилиндров
Вставьте в отверстие масляного насоса маслоприемник с уплотнительным кольцом, прикрепите его к масляному насосу и к крышке второго коренного подшипника коленчатого вала.
Установите масляный картер 5 с прокладкой 4 и закрепите его. Смажьте моторным маслом уплотнительное кольцо масляного фильтра и установите масляный фильтр, вручную привернув его к штуцеру на блоке цилиндров.
Вставьте в блок цилиндров две центрирующие втулки и установите по ним прокладку головки цилиндров. У правильно установленной прокладки отверстие для прохода масла (окантовано медной лентой) должно находиться в зоне 5-го болта крепления головки цилиндров. Поверните коленчатый вал так, чтобы поршни находились в средней части цилиндров.

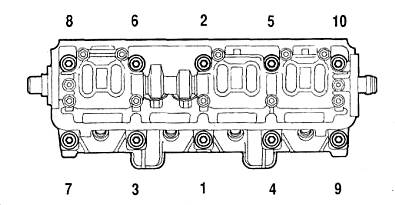
Установите по центрирующим втулкам головку цилиндров, собранную в соответствии с указаниями подраздела «Головка цилиндров». Затяните болты крепления головки цилиндров в определенной последовательности. Чтобы обеспечить надежное уплотнение и исключить подтяжку болтов при техническом обслуживании автомобиля, болты крепления головки цилиндров затягивайте в четыре приема:
1- затяните болты моментом 20 Нм (2 кгс-м);
2- затяните болты моментом 69,4-85,7 Нм (7,1-8,7 кгс-м);
3-доверните болты на 90°;
4-снова доверните все болты на 90°.
Вставьте в гнездо блока цилиндров насос охлаждающей жидкости с прокладкой. Установите заднюю крышку зубчатого ремня и прикрепите ее вместе с крышкой насоса к блоку цилиндров. Дополнительно прикрепите крышку болтом к блоку цилиндров и гайкой к шпильке на головке цилиндров.
 |
Вложите в гнезда на передних концах коленчатого и распределительного валов сегментные шпонки и установите зубчатые шкивы. Заблокировав шкив распределительного вала от проворачивания, закрепите его болтом с шайбой.
Порядок затягивания болтов головки цилиндров
Приспособлением поверните распределительный вал до совмещения метки на шкиве с установочным усиком на задней крышке зубчатого ремня.
Доверните коленчатый вал в сторону меньшего угла поворота до совмещения установочной метки на шкиве с меткой на крышке масляного насоса. Проворачивать коленчатый вал можно ключом за болт, временно завернутый в передний конец коленчатого вала.
Установите натяжной ролик с дистанционной шайбой и закрепите его в положении, соответствующем минимальному натяжению ремня.
Наденьте зубчатый ремень на шкив распределительного вала и, натягивая обе ветви ремня, заведите левую ветвь за натяжной ролик и наденьте ее на шкив насоса охлаждающей жидкости. Наденьте ремень на шкив коленчатого вала и слегка натяните его натяжным роликом, поворачивая ролик против часовой стрелки. При установке ремня избегайте его резких перегибов.
Проверните коленчатый вал на два оборота в направлении вращения и проверьте совпадение установочных меток. Если метки не совпадают, то ослабьте натяжение ремня, снимите его со шкива распределительного вала, поверните шкив на необходимый угол, наденьте ремень, слегка натяните его натяжным роликом, снова проверните коленчатый вал на два оборота и проверьте совпадение установочных меток.
При совпадении меток отрегулируйте натяжение ремня, как описано в подразделе «Распределительный вал и его привод».
Отрегулируйте зазоры в клапанном механизме, как указано в подразделе «Головка цилиндров». Установите переднюю крышку зубчатого ремня и закрепите ее болтами. С задней стороны двигателя прикрепите к головке цилиндров и к корпусу подшипников заглушку с прокладкой.
Аккуратно уложите прокладку в паз крышки головки цилиндров по всему периметру. Установите крышку на головку цилиндров, наденьте резиновые втулки на шпильки и наживите гайки с шайбами. Если втулки имеют следы разрушения, то замените их новыми. Гайки затягивайте равномерно в несколько приемов до упора шайбы в шпильку. Помните, что герметичность крышки зависит от тщательности выполнения всех операций по ее установке.
Заверните в головку цилиндров свечи зажигания и датчики указателя температуры охлаждающей жидкости и контрольной лампы давления масла. Установите модуль зажигания с кронштейном и высоковольтные провода.
Установите на головке цилиндров отводящий патрубок рубашки охлаждения с прокладкой и закрепите его двумя гайками. Заверните в патрубок датчик температуры. Установите прокладку и прикрепите к блоку цилиндров фланец подводящей трубы насоса охлаждающей жидкости. Наденьте на патрубок и подводящую трубу шланги, идущие к термостату, установите термостат и закрепите шланги хомутами.
Установите шланг вытяжной вентиляции картера и закрепите его хомутами на патрубках блока и крышки головки цилиндров. Установите указатель уровня масла.
Наденьте на шпильки головки цилиндров прокладки, установите выпускной коллектор и затяните центральную гайку его крепления. Затем установите впускную трубу с кронштейном и экраном и закрепите их гайками. Установите поддерживающий и опорный кронштейны впускной трубы и закрепите их болтами и гайками.
Установите рампу форсунок с форсунками и регулятором давления топлива и прикрепите ее болтами к головке цилиндров. Уплотнительные кольца форсунок перед установкой смажьте моторным маслом. Установите жгут проводов форсунок и подключите провода к форсункам.
Наденьте на патрубки крышки головки цилиндров шланги вытяжной вентиляции картера и закрепите их хомутами.
Установите ресивер с прокладкой и кронштейном топливопроводов и прикрепите его гайками к впускной трубе и кронштейну. Установите вакуумный шланг, идущий от ресивера к регулятору давления топлива.
Установите трубки подвода и слива топлива, прикрепив их к топливной рампе, к регулятору давления топлива, и к кронштейну на ресивере.
Прикрепите к ресиверу дроссельный патрубок с прокладкой. Присоедините к дроссельному патрубку шланги подвода и отвода охлаждающей жидкости, а также шланг вытяжной вентиляции картера на холостом ходу.
Наденьте на коленчатый вал шкив привода генератора и закрепите его болтом с шайбой. Установите натяжную планку и генератор. Наденьте ремень на шкивы коленчатого вала и генератора и отрегулируйте его натяжение, как указано в подразделе «Генератор».
Залейте масло в двигатель через горловину на крышке головки цилиндров
Технология сборки двигателей внутреннего сгорания
Технология общей сборки двигателей зависит от их размеров и серийности производства.
1. Сборка крупных двигателей в мелкосерийном производстве.
Сборка крупных двигателей производится в условиях мелкосерийного производства на неподвижных стендах.
Стендом обычно служат чугунные или стальные балки — параллели, укладываемые на массивные фундаментные балки, закрепленные на бетонном или железобетонном фундаменте. В параллелях сделаны продольные Т-образные пазы, в которые закладывают головки болтов, крепящих раму двигателя к стенду. Верхние плоскости параллелей точно обработаны и установлены на стенде горизонтально, с точностью 0,03 мм на 1м длины.
Раму двигателя устанавливают на параллели стенда, и щупом проверяют прилегание лап рамы параллелям. При наличии зазоров рама при затяжке болтов может деформироваться, поэтому зазоры более 0,05 мм не допускаются. Для исключения влияния зазоров раму можно устанавливать на точные клинья (бруски) и при обнаружении зазоров заменять отдельные клинья более толстыми. Раму прикрепляют к балкам и проверяют плоскостность верхней поверхности.
После выверки рамы устанавливают вкладыш подшипников рамы. Если вкладыши в механическом цехе раскачивались в сборе с рамой, то их устанавливают по меткам. Если подгонка вкладышей по валу производится при сборке, необходимо проверить прилегание вкладышей к постели покраске. После проверки вкладыши устанавливают в раму, и их положение фиксируют штифтами. При сборке двигателей больших размеров окончательную обработку вкладышей обычно производят в процессе сборки. Для получения правильных зазоров между валом и вкладышами проверку вкладышей целесообразно производить по валу-калибру, который представляют собой трубу с утолщенными шлифованными шейками, диаметр которых больше диаметра коренных шеек коленчатого вала на величину диаметрального зазора. При пришабривание вкладышей по валу-калибру необходимо добиться, чтобы площадь их прилегания составляла до 70-80% поверхности вкладыша, и сделать разбивку по краске (до одного-двух пятен на 1 см2). Одновременно с этим при помощи индикаторов проверяют параллельность оси вала плоскости рамы.
Верхние вкладыши шабрят относительно вала вне стенда или одновременно с нижними вкладышами, зажимая крышки подшипников специальными приспособлениями.
После пригонки вкладыши тщательно очищают, затем производят укладку коленчатого вала. Шейки вала и вкладыши перед укладкой смазывают маслом. Затем проверяют свободное вращение вала и линейные зазоры между буртиками и галтелями вала и упорным подшипником. При необходимости буртик подшипника пришабривают. Индикаторным приспособлением проверяют развал щек коленчатого вала путем контроля расстояния между щеками в четырех положениях коленчатого вала через 90º. Изменение расстояния между щеками не должно превышать 0,01-0,02 мм.
На вал ставят вкладыши и крышки подшипников
Собранный с гильзами узел блока при помощи крана и подъемного приспособления устанавливают на раму и закрепляют болтами. Иногда для лучшего уплотнения стыка используют бумажную прокладку или шелковую нитку.
Затем устанавливают и закрепляют анкерные болты. Затяжку анкерных болтов производят в порядке, оговоренном в сборочном чертеже, обычно в шахматном порядке, в несколько переходов. За каждый переход гайки затягивают на одну-две грани.
После закрепления блока устанавливают и закрепляют домкратики, с помощью которых крепят крышки подшипников рамы.
В гильзы блока вставляют поршни, собранные с шатунами. В конструкциях, у которых регулируется расстояние от оси нижней головки шатуна до торцевой поверхности поршня (шатун с отъемной головкой, поршень с вставкой), предварительно устанавливают поршень без поршневых колец, проверяют положение торца поршня относительно верхней поверхности бурта гильзы, подбирают прокладку, обеспечивающую требуемую высоту камеры сжатия. Затем вынимают поршень с шатуном, монтируют поршневые кольца и производят окончательную установку поршня на место, закрепление и шплинтовку шатунных болтов.
Для сжатия поршневых колец поршень при установке в гильзу пропускают через коническое кольцо, проходя через которое поршневые кольца постепенно сжимаются и свободно входят в цилиндры.
Головки цилиндров (крышки) поступают на общую сборку в виде узла с притертыми клапанами, собранными коромыслами. При их монтаже необходимо обеспечить правильное положение прокладок и равномерную затяжку шпилек.
После установки головок цилиндров ставят на место распределительные валы и монтируют шестерни привода. Правильность закрепления шестерен проверяют при установке первой шатунной шейки коленчатого вала в положение, соответствующее нахождению поршня в в.м.т. Кронштейны толкателей становятся так, чтобы ролики правильно касались кулачковых шайб. После проверки правильности положения всех механизмов подшипники распределительного вала и кронштейны толкателей закрепляют штифтами, болты и гайки, крепящие оси и шестерни шплинтуют.
Смотрите также
Одновременно с монтажом и проверкой механизмов привода монтируют топливные насосы, проверяют и фиксируют положение кулачковых шайб привода подачи топлива и устанавливают регулятор.
Ставят на место масляный и водяной насосы, проверяют зазоры между зубьями шестерен привода, закрепляют насосы болтами и фиксируют контрольными шпильками.
До того как полости корпусных деталей будут закрыты люками и крышками, монтируют внутренние маслопроводы. Затем устанавливают переднюю и заднюю крышки. На крышках закрепляют воздухораспределитель, привод тахометра, холодильник масла и фильтры.
На фланец коленчатого вала устанавливают маховик. Призонные пальцы крепления маховика должны быть плотно посажены в развернутые совместно с коленчатым валом отверстия; болты плотно затянуты и зашплинтованы. При установке маховика необходимо проверить правильность положения меток относительно кривошипов коленчатого вала.
Затем монтируют кронштейны и тяги топливных насосов и присоединяют их к регулятору; монтируют топливные трубопроводы, подводящие топливо от фильтров к топливным насосам и от насосов к форсункам, и сливные трубопроводы от форсунок и насосов.
К фланцам крышек присоединяют впускной и выпускной коллекторы, соединяют их трубопроводами и водопереливными патрубками с сапуном и водными полостями крышек. Под фланцы коллекторов помещают прокладки из асбестового картона или паронита, а под фланцы переливных патрубков – медноасбестовые прокладки.
Водяные трубопроводы и водяную систему испытывают на герметичность при давлении 3кГ/см2.
Затем воздухораспределитель соединяют воздушными трубопроводами с пусковыми клапанами, устанавливают внешние маслопроводы, щиток приборов, термопары и датчик тахометра. Полости двигателя закрывают люками, кожухами и щитками и производят пригонку и монтаж площадок и ограждений.
Собранный двигатель при помощи специальной траверсы снимают со стенда и направляют на испытание.
2. Сборка крупных и средних двигателей в крупносерийном производстве.
Сборка двигателей в крупносерийном производстве поточная. Она характеризуется почти полным исключением пригоночных работ.
Сборка тепловозного двигателя в крупносерийном производстве производится в следующем порядке. На отдельном стенде подготавливают к сборке блок цилиндров. В узел устанавливают выпускные коробки, гильзы, внутренние масляные трубопроводы, выпускные коллекторы.
На следующем поворотном стенде, куда собранный блок цилиндров передается краном, ставят вкладыши коренных подшипников и коленчатые валы. Точная обработка гнезд под вкладыши и вкладышей обеспечивает установку вала без шабрения. При необходимости исправляют шабером или гладилкой только отдельные места на галтелях. Поворотный стенд позволяет устанавливать блок при монтаже нижнего и верхнего коленчатых валов в нужное положение и обеспечивает удобство монтажа валов и затяжки подшипников. После затяжки подшипников, которые собирают без
прокладок, проверяют правильность сборки (щуп 0,03 мм не должен входить между поверхностями стыка).
Собранный с коленчатыми валами блок размещают на основном сборочном стенде.
В блок монтируют верхние и нижние поршни с шатунами и закрепляют на коленчатых валах шатунные подшипники.
Высота камеры сжатия проверяется при установке коленчатых валов в положение вмт. при помощи свинцовой палочки, которая через отверстия для форсунки вводится в цилиндр. Регулировку высоты камеры сжатия производят изменением толщины прокладок между опорной плитой и вставкой поршня.
Затем устанавливают вертикальную передачу, соединяющую верхний и нижний коленчатые валы. Коленчатые валы должны быть соединены между собой в таком положении, чтобы при положении верхнего поршня в в.м.т. нижний поршень этого же цилиндра находился на 12º после в.м.т. (по углу поворота кривошипа).
Валы топливных насосов (правый и левый) ставят в блок вместе с подшипниками и соединяют через промежуточные шестерни с верхним коленчатым валом. Приводные шестерни посажены на валы привода топливных насосов на регулируемых муфтах.
На кронштейнах блока устанавливают толкатели и топливные насосы. Затем на верхний коленчатый вал монтируют привод нагнетателя воздуха, на нижний – антивибратор и торцовые поверхности блока закрывают передней и задней крышками. На крышках монтируют агрегаты двигателя: нагнетатель воздуха, масляный и водяной насосы, воздухораспределитель, регулятор. В таком виде двигатель поступает на последний стенд, где монтируют все наружные трубопроводы и мелкие узлы, проверяют взаимодействие узлов и закрывают люки.
Собранный двигатель передают на испытательную станцию или на участок, где двигатель монтируется с генератором.
3. Сборка быстроходных двигателей в крупносерийном и массовом производстве.
Сборка быстроходных двигателей в условиях крупносерийного производства поточная, обычно производится на рельсовых или безрельсовых тележках, перемещаемых от одного сборочного поста к другому рабочими-сборщиками или с помощью специальной цепи, с которой тележка может соединяться откидным приспособлением.
В массовом производстве поточная сборка осуществляется на непрерывно движущемся конвейере. При этом такт сборки должен соответствовать программе выпуска.
Сборка V-образного двигателя осуществляется на безрельсовых тележках, оборудованных поворотным приспособлением, позволяющим
устанавливать двигатель в положение, необходимое для удобного выполнения той или иной операции.
На поворотное приспособление устанавливают подготовленный на узловой сборке верхний картер, в подшипники которого укладывают коленчатый вал, собранный с шатунами. Гайки крепления крышек подшипников при укладке вала должны быть затянуты до меток, которые нанесены еще до растачивания подшипников.
Затем картер поворачивают подвесками вниз и к шатунам присоединяют поршни. Для этого поршни нагревают в масле до температуры 100ºС, и пальцы свободно входят в отверстие. На поршневые кольца надевают стягивающие хомуты и, направляя поршни по гильзам, устанавливают на место блоки, собранные с головками цилиндров. Блоки закрепляют анкерными шпильками.
Распределительные валы, установленные на головках, соединяют с коленчатым валом при помощи наклонных валиков с коническими шестернями. Между наклонными валиками размещают привод масляного насоса и воздухораспределитель. При этом проверяют правильность сопряжения шестерен по пятну касания и зазорам между зубьями.
К нижней плоскости блока присоединяют нижний картер в сборе с масляным, водяным и топливоподкачивающим насосом и приводом тахометра. Между блоками ставят топливный насос и производят регулировку фаз газораспределения, начала подачи топлива и воздуха.
Затем монтируют фильтры, масляный и водяной холодильники, кожух маховика, конец коленчатого вала, впускной и выпускной трубопроводы, масляный, водяной и топливный трубопроводы.
Водяную полость подвергают гидравлическим испытаниям.
В массовом производстве укладку коленчатого вала в блок производят на узловой сборке, и блок устанавливают на конвейер в положении, не требующем его поворота для монтажа отдельных узлов. Процесс сборки состоит в присоединении собранных и испытанных узлов. Проверку правильности сопряжений производят на специально выделенных контрольных позициях при помощи приспособлений и инструментов, позволяющих выполнять контрольные операции точно и в короткое время.
Регулировку зазоров, фаз газораспределения, момент начала подачи топлива также производят на специально оборудованных сборочных позициях.
Стартеры, генераторы и другие узлы электрооборудования монтируют и проверяют в процессе сборке на конвейере.