Порядок сборки кузова автомобиля




Процессы общей сборки кузовов
Общая сборка кузовов является завершающим этапом, в процессе которого стыкуют агрегаты, заканчивают монтаж оборудования, регулируют и испытывают все механизмы и системы. Трудоемкость общей сборки составляет значительный процент от общей трудоемкости ремонта кузова и зависит от его типа, конструктивного оформления, технологических схем, методов сборки и организации производства.
Процесс общей сборки должен обеспечивать минимально возможный производственный цикл, определяемый формулой

где Т — трудоемкость процесса, чел.-ч; Ро — количество одновременно участвующих в процессе сборки рабочих (фронт работ).
Как видно из формулы, уменьшение цикла общей сборки связано с уменьшением ее трудоемкости и максимальным расширением фронта работ. Первое требование может быть выполнено уменьшением объема и номенклатуры работ за счет подачи на общую сборку максимально завершенных монтажных узлов. Широта фронта работ зависит от типа кузова (его размера) и характера работ, выполняемых на посту. Для кабины грузового автомобиля, например, фронт работ значительно меньше, чем для кузова легкового автомобиля или автобуса. Основные этапы технологического процесса окончательной сборки кузова зависят от конструкции кузова и производственной программы предприятия. Так, при общей сборке кузова автомобиля ГАЗ-24 «Волга» на кузов устанавливают все его узлы и детали, а затем полностью собранный кузов устанавливают на двигатель и агрегаты ходовой части автомобиля.
На Волжском автозаводе внутренняя отделка автомобиля, общая сборка, а также заправка автомобиля тормозной жидкостью, топливом и антифризом выполняются на единых прямолинейных толкающих конвейерах. При этом кузова устанавливаются на сборочных подвесках и фиксируются штырями по специальным гнездам, расположенным в днище.
Кузов на сборку по подвесному толкающему конвейеру поступает с подвесного двухэтажного склада, расположенного перед главным конвейером. Первый этаж склада имеет шесть ниток подвесного конвейера и обслуживает первую линию сборочного конвейера. Второй этаж склада имеет 12 ниток подвесного конвейера и обслуживает вторую и третью линии сборочного конвейера.
На сборочном конвейере в зависимости от характера выполняемых работ подвески с кузовом располагаются на различной высоте от пола. Например, установка пучков проводов, шумоизоляции и других деталей в начале конвейера осуществляется при установке кузова на высоте 0,25 м, замков дверей, стеклоподъемников, стекол, рулевого управления — на высоте 0,56 м, а узлов шасси, двигателя — 1,7 м. Такое расположение подвески создает максимальные удобства работающим при выполнении операции.
Двигатель, карданный вал и задний мост на кузов автомобиля монтируют при помощи горизонтально-замкнутого напольного конвейера с 23 парами тележек, оснащенных гидравлическими подъемниками.
При сброке после ремонта до окраски на кузов легкового автомобиля устанавливают двери и все узлы и детали оперения. При их установке на кузов должна быть обеспечена тщательная подгонка их по месту крепления к кузову и к соответствующим его проемам, а также соблюдены зазоры в сопряжениях узлов, предусмотренные конструкцией кузова и техническими условиями на его ремонт. Места соединения деталей, недоступные для нанесения антикоррозионного покрытия при окраске кузова, должны быть прогрунтованы до сборки.
На кузов автобуса устанавливают подножки с усилителями, двери, трубопроводы пневматической системы, пучки проводов, идущие по основанию кузова и по крыше двери люков, габаритный профиль, пол кузова, механизмы открывания дверей, воздушные баллоны, внутренние панели крыши и боковин, облицовочные панели вентиляционных люков крыши, перегородки кабины водителя, кожух отопителя и радиатор, капот и др.
В процессе сборки кузова после окраски применяются меры для его изоляции от шума, а также от влаги, пыли, тепла и холода. Для этой цели применяют различные шумопоглощающие и изоляционные материалы, накладываемые на внутреннюю поверхность корпуса кузова, резиновые уплотнители дверей и оконных проемов и ряд других мероприятий.
Ниже для примера приводится перечень операций, выполняемых на постах сборки кузовов автомобилей «Москвич-412» и кабины автомобиля ЗИЛ-130.
Сборка кузова автомобиля «Москвич-412» при его капитальном ремонте на Московском АРЗ № 4 производится на поточной линии, состоящей из семи постов, на напольном пластинчатом конвейере, при помощи которого кузова перемещаются с одного поста на другой. Содержание основных работ, выполненных на постах поточной линии, следующее.
На посту № 1 устанавливают термошумовую изоляцию кузова, уплотнители капота, крышки багажника, вентиляционного люка, стеклоподъемники, замки наружных ручек, стекла, облицовочные накладки дверей, омыватель ветрового стекла. И, кроме того, прогоняют резьбу.
На посту № 2 устанавливают основной пучок проводов, детали и узлы электрооборудования, декоративные накладки задних крыльев, обивку, уплотнители, внутренние ручки и подлокотники. Кроме того, завальцовывают декоративные накладки дверей.
На посту № 3 устанавливают узлы и детали электрооборудования декоративных накладок передних крыльев, педали привода сцепления, тормоза, сцепление, главные цилиндры тормоза и сцепления, отопитель кузова, стеклоочиститель.
На посту № 4 выполняют обивку багажника, потолка, полки задка, ковриков порогов, устанавливают ветровое и заднее стекла, катушку зажигания, гидровакуумный усилитель тормозов.
На посту № 5 устанавливают рулевое управление, панель приборов, сиденья, передние и задние буфера, привод замка крышки багажника, бачок омывателя ветрового стекла, декоративную накладку капота.
При перебазировании завода в новое здание на линии сборки кузовов предусматривается производить: на посту № 6 проверку кузова на герметичность в специализированной установке, а на посту № 7 проверку электрооборудования и приборов световой и звуковой сигнализаций и устранение дефектов сборки кузова.
Кабину ЗИЛ-130 после окраски собирают в два этапа: предварительно кабину подсобирают с оперением, а затем устанавливают на нее снятые детали и оборудование.
До постановки на кабину устанавливают на облицовку радиатора уплотнители и корпус запора капота, подсобирают облицовку радиатора с крыльями, устанавливают на капот уплотнители усилителя и усилитель. Затем устанавливают на кабину: подножки, педаль тормоза с кронштейном в сборе с рычагами, вал колонки рулевого управления, брызговики крыльев, панель облицовки радиатора с крыльями в сборе, управление жалюзи радиатора, электрооборудование, кабины.
При подсборке кабины с оперением допускается: несовпадение кромок панели крыла с облицовкой радиатора ±3 мм, зазор между крылом и панелью передка 4±2 мм, западание или выступание крыла по отношению к панели передка на  , зазор между крылом и дверью
, зазор между крылом и дверью  мм, а также западание и выступание крыла по отношению к двери
мм, а также западание и выступание крыла по отношению к двери  οмм.
οмм.
Дальнейшая сборка кабины после окраски проводится после установки защитных чехлов на оперение в следующей последовательности. Прогоняют все резьбы в отверстиях крепления деталей, устанавливают ограничители дверей, замки и наружные ручки дверей, приводы замков дверей, стеклоподъемники, фиксаторы дверей, болты крепления держателя огнетушителя, держатель домкрата, усилитель капота, крышку нижнего люка обдува кабины, термоизоляцию щита двигателя (внутри кабины), кронштейны крепления пусковой рукоятки, растяжки крепления колонки рулевого управления, уплотнители порога двери, уплотнители дверей, устройство для обмыва ветрового стекла, остекление дверей, внутреннюю обивку задка, обивку крыши, плафон кабины, накладки ручек дверей, кронштейны масленок, привод жалюзи, радиатора, отопитель, стекла ветрового и заднего окон, крышки монтажных люков дверей, заглушки отверстий дверей, внутренние ручки замков и стеклоподъемников дверей, крышку вентиляционного люка, навески капота, держатель зеркала заднего вида, трубки стеклоочистителя, кронштейн противосолнечных козырьков, вещевой ящик, сиденья, внутреннюю боковую обивку крыши, раскладки вентиляционных люков крыши, включатель пневматического сигнала. Затем кабину проверяют на водонепроницаемость в душевой камере.
Согласно техническим условиям по приемке кабины, после сборки необходимо придерживаться следующих указаний: зазоры между ободверками и облицовкой проема с наружной и внутренней сторон допускаются до  зазоры между дверью и облицовкой проема по притворной стойке
зазоры между дверью и облицовкой проема по притворной стойке  а по притворной стойке — 8±4 мм, зазор между ободверком и козырьком крыши допускается
а по притворной стойке — 8±4 мм, зазор между ободверком и козырьком крыши допускается  а между ободверком и облицовкой проема на радиусе навесной стойки у нижнего угла стекла —
а между ободверком и облицовкой проема на радиусе навесной стойки у нижнего угла стекла —  . Допускается западание одной поверхности по отношению к другой до 3 мм. Выступание передней кромки двери допускается до 1,5 мм, а в заднем нижнем углу проема до 4 мм. Заданные зазоры между дверью и дверным проемом должны быть равномерными. Допустимая неравномерность — 3 мм при условии отсутствия резких изменений.
. Допускается западание одной поверхности по отношению к другой до 3 мм. Выступание передней кромки двери допускается до 1,5 мм, а в заднем нижнем углу проема до 4 мм. Заданные зазоры между дверью и дверным проемом должны быть равномерными. Допустимая неравномерность — 3 мм при условии отсутствия резких изменений.
Общая сборка кузова автобуса ЛиАЗ-677 несущей конструкции производится одновременно со сборкой автобуса в целом. На Ликинском автобусном заводе сборка автобуса производится на 16 постах, а на автобусоремонтных заводах при местной производственной программе количество необходимых постов определяется расчетным путем.
При сборке кузовов (кабин) автомобилей и автобусов, имеющих закрывающиеся люки в крыше кузова и наклонные ветровые окна, необходимо проверять на водонепроницаемость в душевой камере, представляющей собой коробку, сваренную из профильного проката и обшитую листом. С торцов камера имеет проходы для пропуска конвейера с кузовом. Камера остеклена и имеет внутреннее освещение. С одной стороны в камере имеется дверь для входа рабочего. В систему облива кузова водой входит: насосная установка, трубопроводы с форсунками, приямок для сбора и бак-отстойник для воды. Трубопроводы с форсунками расположены над кузовом так, чтобы вода попадала на те поверхности кузова, которые подлежат проверке на герметичность. Вода с кузова сливается в приямок, откуда насосом подается в бак-отстойник, расположенный над камерой. В баке происходит очистка воды, после чего она опять подается насосом к форсункам для облива кузова.
Камера имеет также устройство для обдува кузова сжатым воздухом по выходе его из камеры после облива водой. Сжатый воздух направляется на кузов из отверстий диаметром 4 мм, имеющихся на рамках, расположенных на выходе кузова из камеры. Одна рамка может перемещаться, обкатывая кузов и сдувая с него капли воды. Вторая рамка расположена по бокам кузова стационарно. Подача сжатого воздуха в рамки начинается с момента начала движения кузова на конвейере до выхода его из камеры.
Для проверки кузова легкого автомобиля на водонепроницаемость его устанавливают (или подают на конвейере) в душевую камеру, плотно закрывают двери кузова, крышку багажника, крышку люка вентиляции передка кузова, опускные и поворотные стекла и открывают водяной вентиль. По истечении 4-5 мин водяной вентиль закрывают, вывозят кузов из камеры, обдувают сжатым воздухом всю наружную поверхность кузова до полного удаления воды, открывают двери и осматривают внутреннюю сторону кузова.
При обнаружении течи воды через ветровое или заднее окно в проеме багажника или люка вентиляции передка дефекты устраняются следующим образом: места течи между стеклом и уплотнителем ветрового или заднего стекла продувают сжатым воздухом до полного удаления влаги и промазывают клеем № 88НП, после чего дают выдержку для просушивания клея в течение 5-7 мин; места течи между уплотнителем и кромкой металла просвета ветрового или заднего окна устраняют после удаления влаги, как указано, выше, промазкой дефектного места мастикой У-20А; для устранения протекания воды в проемы крышки багажника промазывают клеем № 88 уплотнитель и паз проема; при течи воды в люке вентиляции передка поджимают крышку люка для более плотного ее прилегания.
После устранения дефектов протекания кузов вторично проверяют на герметичность в душевой камере в течение 3-5 мин.
Порядок сборки кузова автомобиля
Глава 6. Общие вопросы технологии сборки кузовов
Структурные составляющие процесса сборки
Кузов после ремонта его корпуса собирают в два этапа — до окраски и после окраски. До окраски на кузов устанавливают все детали, подлежащие окраске вместе с кузовом (двери, крышки багажников, крылья, капоты и др.), а также детали, которые при сборке после окраски могут повредить лакокрасочную пленку. При этом поверхности, которые после соединения деталей закрываются и становятся недоступными для нанесения краски, предварительно грунтуют (кромки крыльев и брызговиков в местах крепления к кузову и т.п.). Количество установленных деталей и порядок их постановки зависят от конструкции кузова.
Сборка капитально отремонтированного кузова (общая сборка кузова) после окраски осуществляется в той же последовательности, как и сборка нового кузова. Меняются лишь организационные формы сборки и соотношения трудоемкости отдельных видов работ.
Учитывая, что кузов состоит из разных сборочных единиц, сборочный процесс выполняется по параллельной схеме. По этой схеме узлы кузова (арматура, отопители и др.) собирают независимо друг от друга — параллельно, на соответствующих участках завода (цеха), а на постах общей сборки кузова выполняют только их монтаж. Постановка узлов и деталей на кузов (двери, крылья и др.) до окраски часто связана с выполнением различных пригоночных работ. Объем пригоночных работ зависит от качества ремонта сопрягаемых поверхностей деталей и узлов, устанавливаемых на кузов, и соответствующих участков на корпусе кузова, а также от способов их выполнения и применяемых инструментов и приспособлений.
Слесарно-подгоночные работы содержат большое количество ручных операций, поэтому значительно трудоемки и мало поддаются механизации и автоматизации. Основные пути повышения производительности труда при слесарно-подгоночных работах: повышение точности изготовления новых деталей и восстановления поврежденных деталей, снятых с кузова; замена отдельных ручных слесарно-подгоночных работ другими, более производительными процессами; механизация ручных работ путем внедрения механизированного инструмента, а также универсального и специального оборудования.
Наиболее распространенными слесарно-подгоночными работами при ремонте и сборке кузова являются правка, опиловка, шлифовка, зачистка, сверление отверстии, нарезание резьбы, подгонка по месту крепления деталей. Специфика выполнения таких работ в условиях ремонтных предприятий предусматривает частичную механизацию ручного труда, сведение этих работ к механически обоснованному минимуму.
Механизацию ручного труда начинают с оснащения рабочего места механизированным оборудованием. Для этого применяют: пневматические и гидравлические устройства для устранения перекосов и прогибов, быстродействующие зажимы и струбцины, приспособления для закрепления деталей и узлов, стенды-кантователи, стойки для закрепления механизированного инструмента, гибкие подвески и т.д. В практике ремонтных предприятий большое распространение получили механизированные инструменты с пневматическим приводом. Например, эффективно используется реверсивная пневмоотвертка модели РГТЮ-350. Эта пневмоотвертка снабжена двумя сменными головками, одна из которых предназначена для винтов диаметром до 12 мм (оттарирована на крутящий момент 80 кгс-м), другая — для мелких винтов. К отвертке прилагается также комплект сменного инструмента.
Малая механизация как средство облегчения ручного труда и повышения его производительности все шире применяется в отечественной и зарубежной практике.
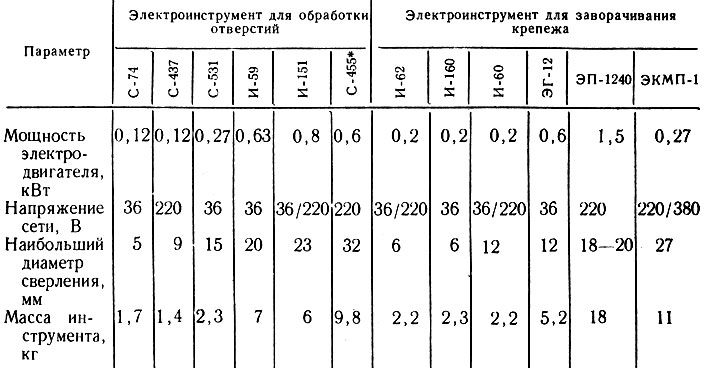
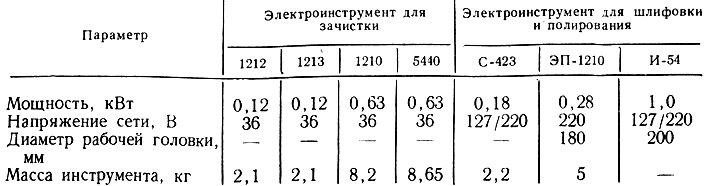
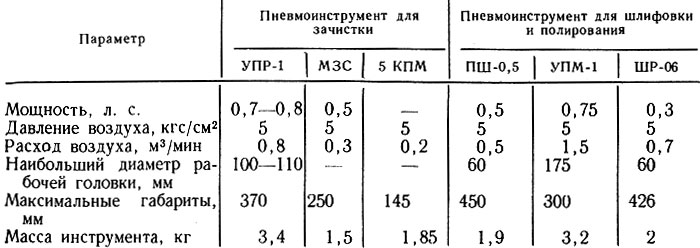
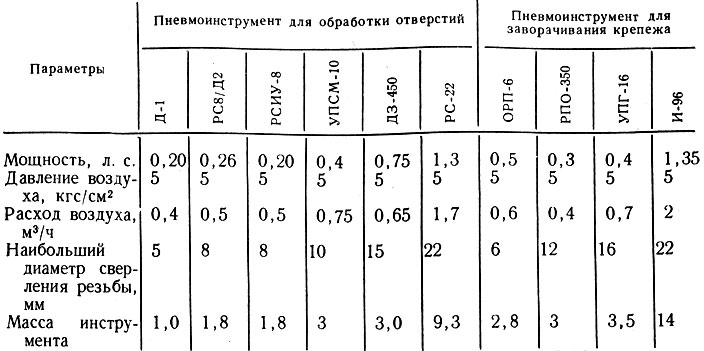
В условиях кузоворемонтных заводов в основном проводятся слесарно-подгоночные работы с малой повторяемостью. В этих условиях наиболее экономично применение нормализованного унифицированного и агрегатированного инструмента. Советская промышленность выпускает широкий ассортимент пневмо- и электроинструмента. Краткие характеристики некоторых механизированных инструментов приведены в табл. 15, 16, 17, 18.
Выпускаются также механизированный инструмент для резки (электроножовка, электроножницы И-30, электромагнитные ножницы с пневматическим приводом и др.), шуруповерт И-62 для шурупов диаметром до 6 мм и др.
Для механизации нарезания резьбы хорошо зарекомендовала себя на практике пневматическая резьбонарезная реверсивная машинка типа OPH-8. Она предназначена в основном для нарезания резьбы в сквозных отверстиях, но может быть использована при соответственной заточке метчиков и для нарезания глухих гнезд. Машинка приводится в действие пневматическим роторным двигателем. Реверс достигается переключением кулачковой муфты при подаче корпуса вперед и назад в направлении оси шпинделя. Применение машинки ПРН-8 показало, что производительность труда возрастает в 8-10 раз по сравнению с ручным способом нарезания резьб.
Механизировать опиловку поверхности деталей можно при помощи электрических напильников, изготовленных на основе электродрели И-90. Преобразование вращательного движения в поступательное происходит через посредство шатунов коленчатого вала. Для поглощения отдачи в конструкции электронапильника предусмотрен демпфер.
Из зарубежного инструмента наибольший интерес представляет пневматический напильник, выпускаемый фирмой «Пермон» (ЧССР), который при величине хода от 2 до 10 мм имеет массу всего 0,4 кг. Особенность его конструкции заключается в принудительном ходе в обоих направлениях, в результате чего оба хода являются рабочими. Благодаря динамической балансировке движущихся частей работающий не ощущает вибрации. В комплект напильника входит семь различных рабочих головок.
Кроме того, в условиях авторемонтных заводов создаются специальные механизированные инструменты и приспособления, которые учитывают специфику технологического процесса ремонта деталей кузова.
При общей сборке кузова необходимо также тщательно выполнять мероприятия, предусмотренные технологическим процессом для уменьшения неоднородных соприкасающихся материалов: установку резиновых прокладок, уменьшение шума высокой частоты с помощью обивки, уменьшение вибрации панелей кузова путем смазки их специальной мастикой, уплотнение щелей и отверстий. Особое внимание уделяется правильности установки приборов и узлов, которые призваны обеспечить нормальные условия эксплуатации автомобиля (системы вентиляции и отопления, механизмов открывания дверей и окон).
Ниже для примера приводятся некоторые основные требования к сборке кузова автомобиля ГАЗ-24 «Волга» в соответствии с техническими условиями, утвержденными Минавтотрансом РСФСР.
Линии кузова, образуемые двумя или несколькими деталями, должны быть плавными. Допустимое несовпадение линий не должно превышать 5 мм.
Устанавливаемые на кузов детали оперения должны совпадать с поверхностями сопрягаемых деталей, западание или выступание одной поверхности по отношению к другой допускается не более 5-7 мм.
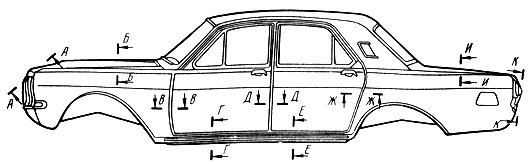
Рис. 95. Сечения кузова, для которых нормированы зазоры между деталями и схемы его герметизации
Видимые зазоры между деталями кузова (рис. 95) должны соответствовать:

Промазать детали кузова с целью его герметизации согласно табл. 19.
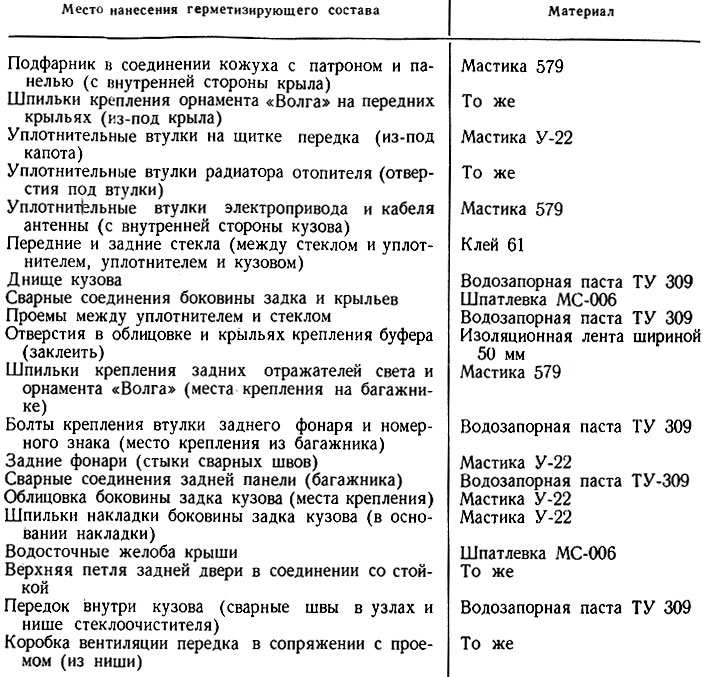
Герметизирующую пасту следует наносить слоем без бугров и шероховатости. Остатки пасты необходимо удалить. Перед покрытием пастой детали кузова следует покрыть фосфатирующим грунтом ВЛ-02, ГОСТ 5-1414-72.
Особое внимание при сборке кузовов уделяется также защите его внутреннего помещения от воды и пыли. Для этой цели у легковых автомобилей, напр;имер, применяется двойное уплотнение дверей. Так, у кузова автомобиля «Москвич-412» первое уплотнение — наружное, осуществлено уплотнителем из губчатой резины, приклеенным к дверям по всему ее периметру без разрывов, включая верхние рамки двери. У торца передней двери, где установлен замок, уплотнитель дополнительно прижат стальной накладкой.
Второе уплотнение — внутреннее, выполнено в виде упругого, также без разрывов резинового уплотнителя, прикрепленного к дверному проему кузова. В нижней части дверного проема на участке порога уплотнитель прижат к фланцу проема облицовкой порога.
Уплотнение опускного стекла осуществлено ворсовыми желобками, по которым скользит стекло, а также внутренним ворсовым уплотнителем на подоконной накладке двери и наружным резиновым уплотнителем, зажатым в наружной декоративной накладке двери.
Эффективность основного наружного уплотнения двери зависит прежде всего от ее натяга, регулируемого положением защелки замка на стойке кузова. Натяг должен быть таким, чтобы дверь закрывалась от легкого толчка, а губчатые уплотнители деформировались до такой степени, при которой между ними и дверью не было щелей. Для проверки плотности прилегания уплотнителей двери к ее проему уплотнители натирают мелом. При захлопывании двери на кузове должен остаться отпечаток мела.
Зазоры между дверями и кузовом по наружной поверхности (по периметру двери) должны соответствовать размерам, указанным в технических условиях.