Передняя крышка двигателя газ 53 установка
Здравствуйте Уважаемые друзья! Мы сегодня наконец то закончим цикл статей связанных с «Капитальным ремонтом» двигателя ЗмЗ 511 и модификации (Газ 53). В прошлой статье мы с Вами установили на места поршня с шатунами. Теперь нам осталось закрыть поддон, переднюю крышку с помпой, поставить на место ГБЦ (Головки блока цилиндров) и закрыть плиту (паук). И на этом наш двигатель будет готовь к установке на автомобиль. Давайте все по порядку рассмотрим.
После того как закончили с коленвалом, с поршнями не забудьте поставить на место маслоприемник, перед закрытием поддона. Перед тем, как установить маслоприемник, поменяйте уплотнительное резиновое кольцо. Обычно, он, после продолжительной эксплуатации и прибывания в масле, дубеет, то есть становится твердым. По этому, при капитальным ремонте, его лучше заменить.
Маслоприемник Газ 3307, Газ 53.

Теперь нужно закрыть переднюю крышку. Но прежде нам нужно заменить сальник коленвала который установлен в передней крышке. Сальник передней крышки также, как все сальники, сделан из специальной маслоизносостойкой резины, но все же со временем он также дубеет, трескается, изнашивается. По этому его тоже нужно заменить. Резиновый сальник, передней крышки двигателя ЗмЗ 511 (Газ 53), запрессован в специальную железную оправу.
Сальник передней крышки ЗмЗ 511 (Газ 53).

И так после того как замените, сальник передней крышки, можно закрыть переднюю крышку, предварительно заменив прокладку. Да чуть не забыл, прежде чем поставите переднюю крышку, обязательно обратите внимание на резиновый уплотнитель, который устанавливается со шпонкой фланца шкива коленвала. Со временем он тоже дубеет и соответственно, тоже, нуждается в замене, при капитальном ремонте. Многие даже не знают что есть такой уплотнитель. Так вот если его не поставить, или не заменить, то может быть течь масла.
Шпонка с уплотнителем фланца шкива коленвала.

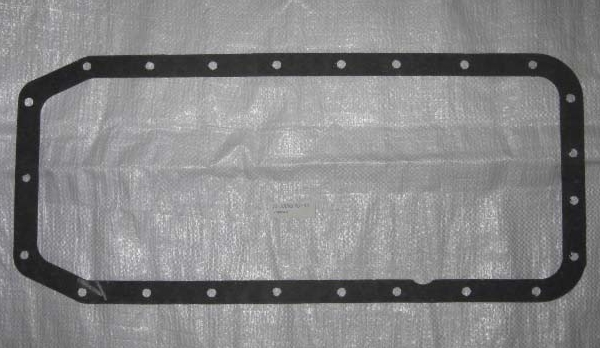
Все теперь можно смело поставить переднюю крышку на место и закрыть поддон. Перед закрытием поддона, нам конечно нужно выбрать, купить и поставить прокладку поддона. Есть разные прокладки: пробковые, картонные, резиновые и резинопробковые. Я же вам рекомендую ставьте последние, то есть резинопробковые. Не буду описывать почему именно резинопробковые, сегодня в этой статье мы не разбираем качество прокладок. По этому просто ставьте их, поверьте мне резинопробковые пока самые лучшее.
Прокладка поддона ЗмЗ 511 (Газ 53), резинопробковая.
Все теперь можно двигатель перевернуть, что бы поставить на места ГБЦ. Но пржде чем поставить, ГБЦ, тоже нуждаются в ремонте. Нужно будет сделать притирку клапанов и при необходимости отфрезеровать или отшлифовать. (Это зависит какой стенд доступен, в Вашем случае, фреза или шлифовочный, и тот и другой подойдет). Про то как сделать притирку клапанов есть статья так что повторяться не буду.
И так после того как отремонтируете ГБЦ, ставим прокладки ГБЦ и аккуратно, без перекосов ставим ГБЦ на места. Теперь же нам с Вами нужно их правильно протянуть. Я же, за все годы сколько ремонтирую двигателя, привык обходится обычным набором головок и небольшой куском трубы для усиления момента затяжки (помогач). Вам же, если Вы не спец, рекомендую, пока не привыкнете, пользоваться специальным динамометрическим ключом.
Потому что при затяжке, гаек ГБЦ, нужно быть предельно осторожным, особенно в двигателях с дюралюминиевым блоком цилиндров. Как раз наш двигатель и является таковым. Есть вероятность что Вы просто вырвете шпильки из блока цилиндров, или же можете сорвать гайки ГБЦ. Ну, а если просто не дотяните, тоже нас не чего хорошего не ожидает, по этому лучше не испытывайте судьбу, воспользуйтесь специальным ключом.
Динамометрический ключ.

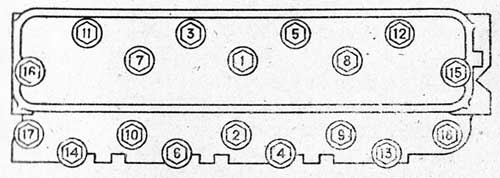
Теперь нам нужно правильно по порядку протянуть гайки ГБЦ. Это очень важный момент, по этому отнеситесь серьезно. Момент затяжки должен быть в пределах 7,3—7,8 кГм. Зразу не нужно стараться тянуть до конца, лучше сначала, по порядку, протянуть с небольшим усилием. Со второго раза можно уже тянуть с усилием 7,3—7,8 кГм.
Окончательную затяжку нужно производить на холодном двигателе. После горячей обкатки и полного остывания двигателя проверить момент затяжки, который должен быть 7,З—7,8 кГм.
Порядок протяжки ГБЦ ЗмЗ 511 (Газ 53).
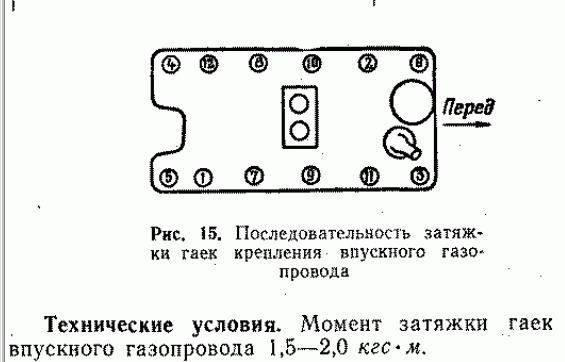
Вот мы добрались до завершающей стадии. Нам осталось закрыть плиту (паук) двигателя. Установив правильно на место резиновую прокладку, не забудьте стыки прокладок смазать не большим количеством герметика. Не в коем случае, не смазывайте герметиком прокладки полностью, только стыки.
При установке паука, резиновая прокладка должна быть чистым и сухим, не нужно её не чем смазывать, только стыки. Потому что при затягивание паука, если прокладку смазать или промазать герметиком, то его попросту, под нагрузкой, может выдавить из-под паука, так-как она резиновая и будет скользить, растягиваться после смазывания. Повторяю: резиновая прокладку паука не нуждаются не в смазывание и не промазывание герметиком, только стыки.
Порядок и момент затяжки паука ЗмЗ 511 (Газ 53).
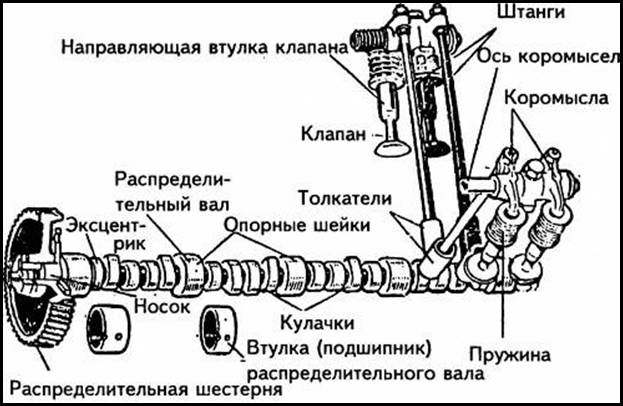
Перед закрытием плиты не забудьте установить на места толкатели-стаканы, штанги и коромысла газораспределительного механизма (ГРМ). Потом еще нужно будет отрегулировать клапана, об этом можно ознакомится в этой статье.
Газораспределительный механизм (ГРМ) ЗмЗ 511 (Газ 53).
На этом все, думаю после знакомства с этими статьями, Вы сможете отремонтировать для начала хотя бы свой двигатель. Ну, а если у Вас есть способность и «руки», то легко можете стать профессиональным мотористом. Если в чем то не разберетесь или возникнут проблемы пишите на email или оставляйте комментарий, я обязательно отвечу. Всем спасибо!
Передняя крышка двигателя газ 53 установка
Сборка двигателя автомобиля ГАЗ-53-12
Для сборки двигателя, как и для его разборки, блок цилиндров закрепляют на вращающемся стенде, чтобы обеспечить свободный доступ ко веем деталям и узлам двигателя.

ремонта, из блока предварительно удаляют два установочных штифта, затем картер крепят к блоку болтами. В блок на двух коренных подшипниках устанавливают коленчатый вал. На задний фланец коленчатого вала крепят на специальной стойке индикатор.
Вращая вал, проверяют биение отверстия для центрирующего бурта коробки передач и перпендикулярность заднего торца картера сцепления относительно оси коленчатого вала (рис. 70 и 71). Биение отверстия и торца картера не должно превышать 0,08 мм. Если биение отверстия превышает указанную величину, ослабляют крепление картера к блоку и легкими ударами по фланцу картера добиваются правильной его установки, а затем затягивают крепежные болты. После затяжки болтов отверстия для установочных штифтов в картере сцепления и блоке цилиндров развертывают одновременно до ремонтного размера. Диаметр отверстия должен быть таким, чтобы в развернутых отверстиях не оставалось черноты. Затем в отверстия запрессовывают штифты, диаметр которых на 0,015 — 0,051 мм больше диаметра отверстий. Биение торца картера устраняют шабровкой.

Рис. 70. Проверка концентричности установочного отверстия:
1 — картер сцепления; 2 — приспособление коробки передач в картере сцепления с осью коленчатого вала

Рис. 71. Проверка перпендикулярности заднего торца картера сцепления к оси коленчатого вала

Рис. 72. Проверка величины утопания гильзы в блоке цилиндров
При сборке двигателя соблюдают следующий порядок операций.
Устанавливают в блок цилиндров гильзы цилиндров. Под каждую гильзу устанавливают уплотнительную прокладку. Точность изготовления блока, гильзы цилиндра и толщины прокладки обеспечивают выступание верхнего торца гильзы над привалочной поверхностью блока под головку цилиндров в пределах 0,02 — 0,10 мм.
Примечание. На отдельных двигателях применялся набор уплотнительных прокладок для обеспечения требуемого выступания гильзы. В этом случае перед установкой гильз в блок их подбирают с помощью металлической линейки и щупа следующим образом: гильза, установленная в блок без уплотнительной прокладки, должна утопать относительно привалочной поверхности головки. Линейку устанавливают на привалочную плоскость, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 72). Толщина набора прокладок должна обеспечивать выступание гильзы над привалочной плоскостью в пределах 0,02 — 0,10 мм.
После установки гильз в блок их закрепляют от выпадания специальными втулками-зажимами (см. рис. 46).
Устанавливают в выточки заднего гнезда коренного подшипника блока и сальникодержателя сальник коленчатого вала (асбестовый шнур длиной 120 мм, пропитанный маслографитовой смесью). С помощью специальной оправки шнур опрессовывают в выточках гнезда легким постукиванием молотка, как указано на рис. 73. Не снимая приспособления, подрезают концы шнура, выступающие над плоскостью разъема на 0,5 — 1,0 мм.Срез должен быть ровным.
Сборка коленчатого вала: запрессовывают в гнездо коленчатого вала подшипник первичного вала коробки передач;
устанавливают на вал маховик и закрепляют его, завернув четыре гайки крепления моментом, равным 76 — 83 Н-м. Зашплинтовывают гайки крепления маховика;
привертывают к маховику нажимной диск с кожухом в сборе, предварительно сцентрировав ведомый диск сцепления с помощью оправки по подшипнику в заднем торце коленчатого вала (в качестве оправки может быть использован первичный вал коробки передач). Метки, выбитые на кожухе нажимного диска и маховике около одного из отверстий для болтов крепления кожуха, совмещают (рис. 74).

Рис. 73. Установка сальниковой набивки в саль никодержатель

Болты крепления кожуха затягивают ключом крутящим моментом 20 — 25 Н-м. Ведомый диск сцепления устанавливают демпфером к нажимному диску. Коленчатый вал в сборе с маховиком и сцеплением балансируют на заводе-изгоговителе, поэтому после замены одной из этих деталей вал вновь динамически балансируют. Дисбаланс не должен превышать 30 гс • см. Перед балансировкой коленчатого вала на шатунные шейки надевают грузы массой 2372 г. При балансировке допускается сверление металла маховика на расстоянии 6 мм от зубчатого обода сверлом диаметром 8 мм На глубину не более 10мм, расстояние между центрами отверстий не менее 15 мм.
Если дисбаланс собранною коленчатого вала превышает 180 гс-см, то вал разбирают и балансируют каждую деталь отдельно. Коленчатый вал балансируют динамически. Допустимый дисбаланс 15 гс-см. Остальные детали балансируют статически. Допустимый дисбаланс маховика 35 с-см, ведомого диска сцепления 18 с — см, нажимного диска сцепления с кожухом в сборе 36 гс-см.
Устанавливают вкладыши коренных подшипников в гнезда блока и крышки коренных подшипников. Надевают на переднюю коренную шейку коленчатого вала заднюю шайбу упорного подшипника стороной, залитой антифрикционным сплавом к щеке коленчатого вала. Смазывают чистым моторным маслом вкладыши коренных подшипников и шейки коленчатого вала и укладывают вал в блок цилиндров.
Надевают крышки коренных подшипников на шпильки так, чтобы фиксирующие выступы на верхнем и нижнем вкладышах каждого подшипника были с одной стороны, а номера, выбитые на крышках, соответствовали номерам подшипников блока. При установке передней крышки следят за тем, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки и чтобы не было ступеньки между торцами крышки и блока.
Устанавливают крышки на свои места, слегка постукивая по ним резиновым молотком. Устанавливают стопорные пластины. Наворачивают гайки крепления крышек и затягивают их равномерно, следя за тем, чтобы не было перекосов. Окончательно затягивают эти гайки специальным динамометрическим ключом моментом 100— 120 Н * м. Шплинтуют гайки стопорными пластинами, загибая на грань гайки усик стопорной пластины. После затяжки гаек коленчатый вал должен легко вращаться от небольших усилий.
Устанавливают на место сальникодержатель. Перед установкой в пазы сальникодержателя вкладывают резиновые уплотнительные прокладки. На шпильки надевают фасонные плоские и пружинные шайбы и навертывают специальные гайки сальникодержателя.
Ставят переднюю шайбу упорного подшипника стороной, залитой антифрикционным сплавом к носку коленчатого вала так, чтобы своими пазами она установилась на штифты, запрессованное в блок и крышку переднего коренного подшипника.
Надевают стальную упорную шайбу на носок коленчатого вала. Если шайба имеет следы выработки, то ее устанавливают неизношенной стороной к передней шайбе упорного подшипника.

Рис. 75. На прессовка шестерни коленчатого вала

Рис. 76. Проверка осевого зазора коленчатого вала
Устанавливают в паз сегментную шпонку шестерни коленчатого вала и напрессовывают шестерню до упора (рис. 75).
Проверяют осевой зазор коленчатого вала. Для проверки отжимают коленчатый вал к заднему концу двигателя и с помощью щупа определяют зазор между торцом шайбы упорного подшипника и плоскостью бурта первой коренной шейки (рис. 76). Зазор должен быть в пределах 0,075 —0,175 мм.
Порядок сборки шатунно-поршневой группы:
аккуратно подбирают поршни по гильзам;
подбирают поршневые пальцы к шатунам так, чтобы при нормальной комнатной температуре слегка смазанный палец плавно перемещался в отверстии верхней головки шатуна под легким усилием большого пальца (рис. 77). Цвет маркировки пальца должен соответствовать цвету маркировки на бобышках поршня. Подбирать пальцы из другой группы не разрешается;
на специальном приспособлении собирают шатун, поршень и палец. Перед сборкой поршень нагревают в горячей воде до температуры 70 °С. Запрессовка пальца в холодный поршень не допускается, так как это может привести к повреждению поверхности отверстия бобышки поршня, а также к деформации самого поршня. Шатуны и поршни перед сборкой(рис. 78)ориентиру ют следующим образом: для поршней 1, 2, 3 и 4-го цилиндров (см. поз. 1) надпись на поршне ’’Перед” и номер, выштампованный на стержне шатуна, должны находиться на противоположных сторонах, а для поршней 5, б, 7 и 8-го цилиндров (см. поз. II) надпись на поршне и номер на стержне шатуна должны находиться на одной стороне;
устанавливают стопорные кольца поршневых пальцев в канавки бобышек таким образом, чтобы отгиб усика был направлен наружу;
подбирают по гильзам поршневые кольца;
с помощью специального приспособления надевают на поршни поршневые кольца. В одну канавку устанавливают хромированное компрессионное кольцо, во вторую — луженое. Компрессионные кольца внутренней выточкой устанавливают к днищу поршня, Все кольца должны свободно перемещаться в своих канавках.

Рис. 77. Подбор поршневого пальца к шатуну

Рис. 78. Соединение шатуна с поршнем:
I — для установки в 1, 2, 3 и 4-й цилиндры;
II — для установки в 5, 6, 7 и 8-й цилиндры;
1—номер на шатуне;2—метка на крышке шатуна
Вставляют поршни с шатунами в сборе в гильзы цилиндров. Для этого:
перед установкой тщательно протирают салфеткой нижние головки шатунов и шейки коленчатого вала. Устанавливают в нижние головки шатунов вкладыши шатунных подшипников. Прилегание вкладыша к гнезду должно быть плотным. Попадание между вкладышем и шатуном масла или инородных частиц не допускается;
устанавливают коленчатый вал в положение, соответствующее н.м.т. в том цилиндре, куда устанавливается поршень;
разводят замки плоских кольцевых дисков под углом 180° один к другому, а замки осевого и радиального расширителей — под углом 90° по отношению к замкам кольцевых дисков; надевают на шатунные болты предохранительные латунные колпачки, смазывают чистым моторным маслом вкладыши, поршень, шатунную шейку коленчатого вала и гильзу цилиндра и с помощью оправки устанавливают поршень в цилиндр (рис. 79). Перед установкой поршней убеждаются в том, что номер, выбитый на шатуне, соответствует номеру цилиндра, а надпись на поршне ’’Перед” направлена к переднему торцу блока;

Рис. 79. Установка поршня с кольцами в цилиндр
подтягивают шатун за нижнюю головку к шатунной шейке, снимают с болтов предохранительные колпачки, надевают крышку шатуна, проверив соответствие номеров крышки и шатуна. Крышку ставят таким образом, чтобы фиксирующие усики вкладышей были направлены в одну сторону;
затягивают гайки шатуна динамометрическим ключом моментом 68 — 75 Н • м и законтривают их. Стопорную гайку затягивают поворотом на 1,5 — 2 грани от положения соприкосновения торца стопорной гайки с торцом основной гайки или моментом 3 — 5 Н-м. Стопорение гаек шатуна может осуществляться и другим способом: поверхность резьбы болта шатуна смазывается универсальным герметиком ”Унигерм-9”, резьба болта и гайки должны быть тщательно обезжирены. Таким же образом устанавливают остальные поршни.