Устройство современного двигателя
Блок цилиндров двигателя
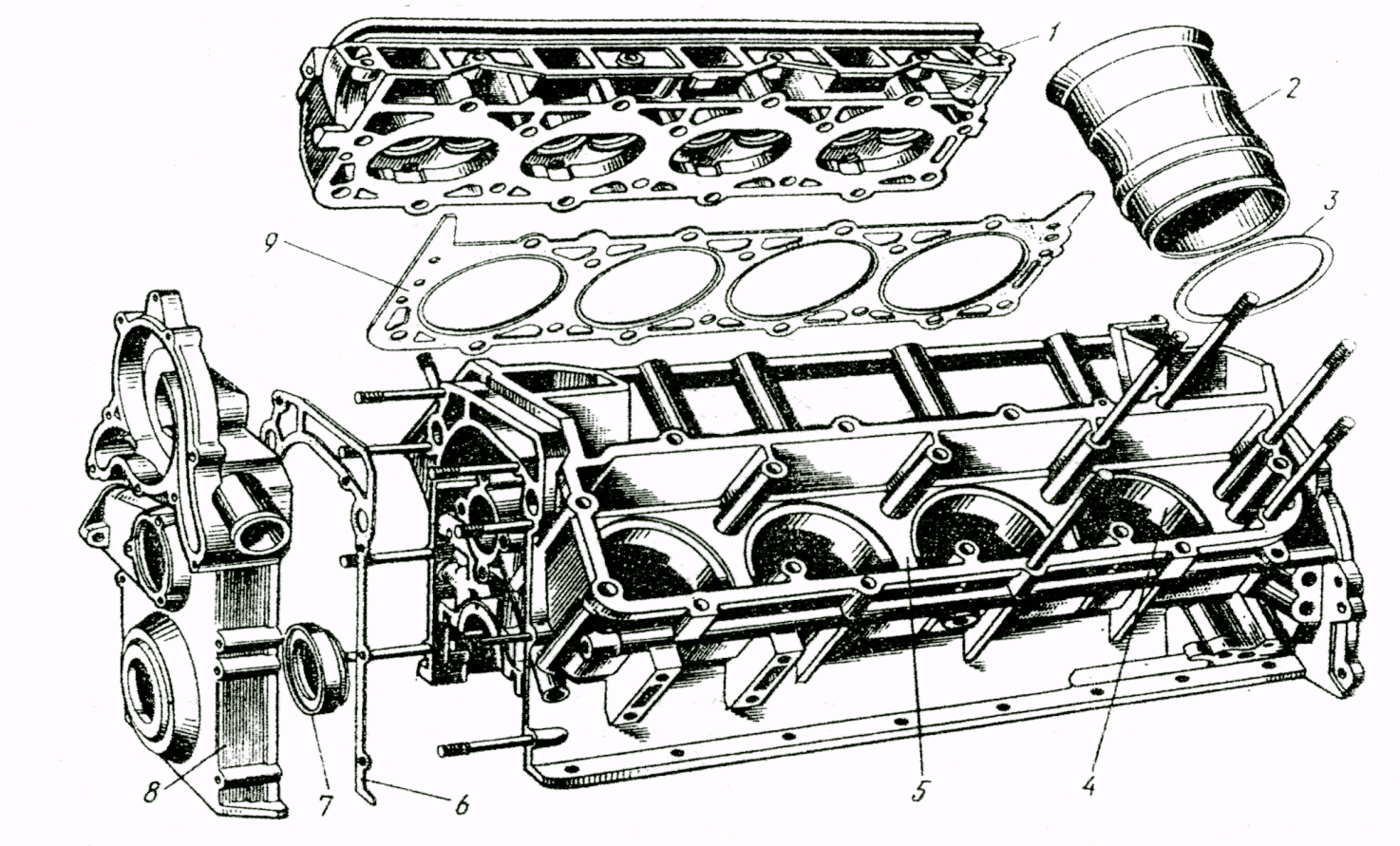
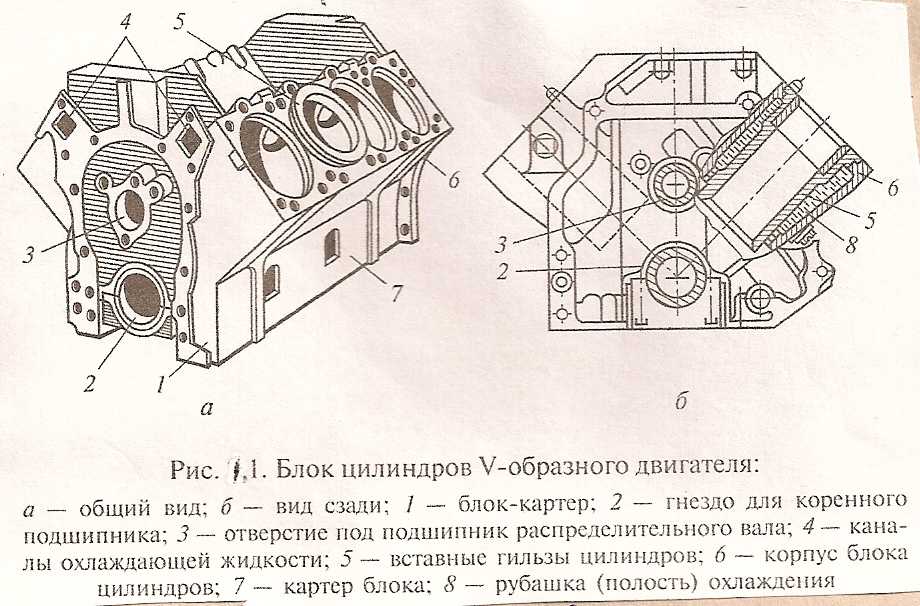
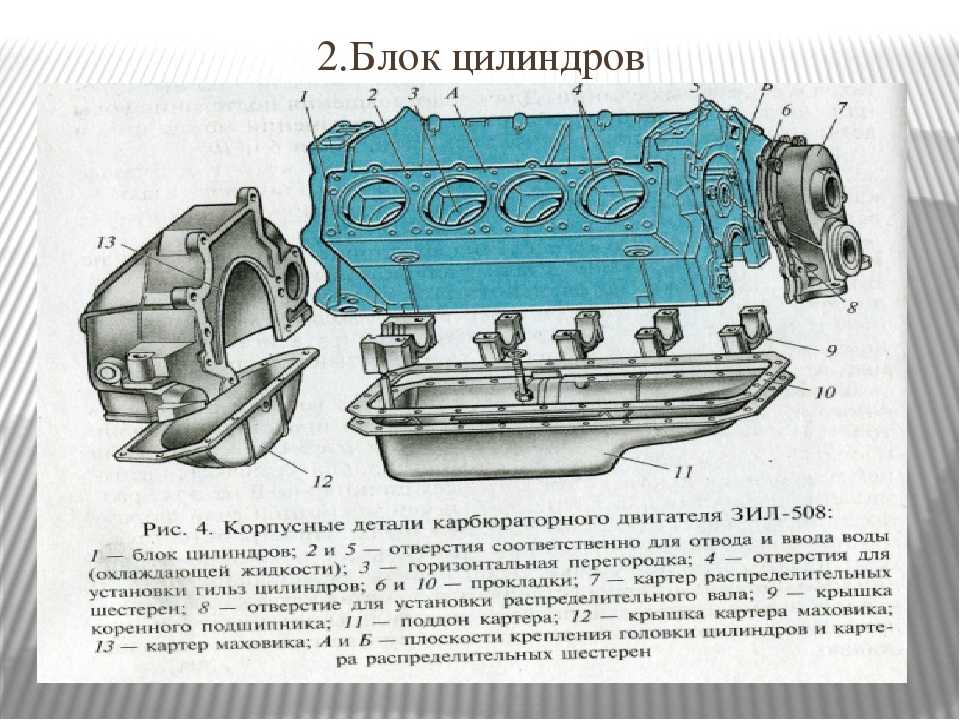
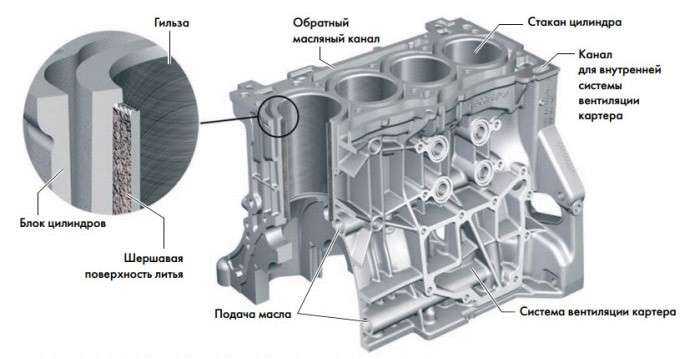
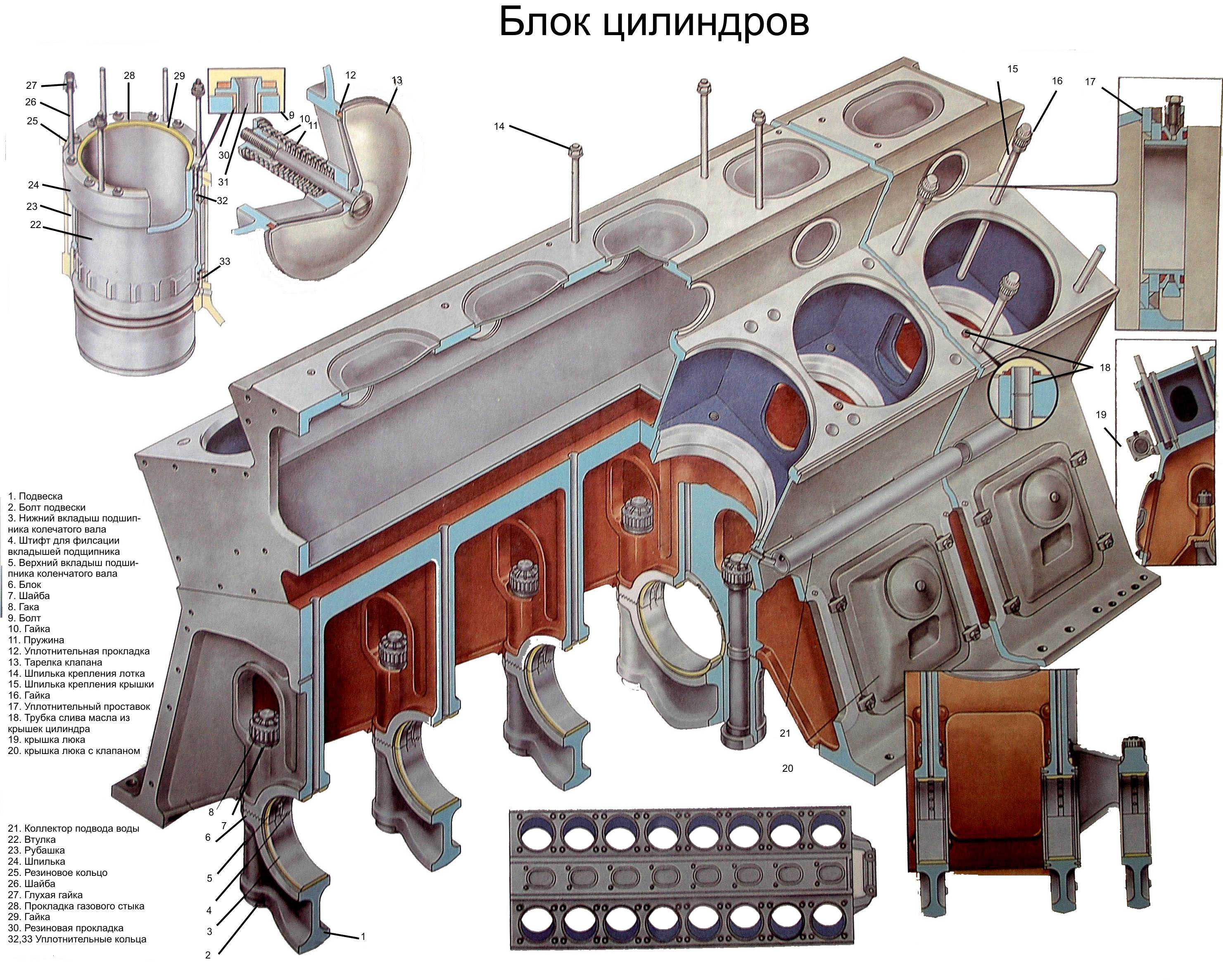
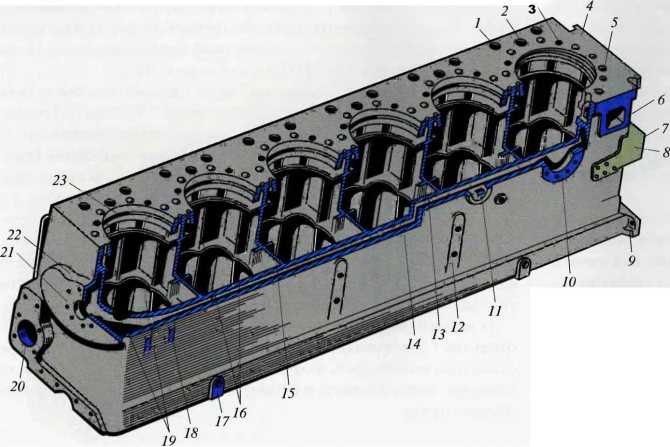
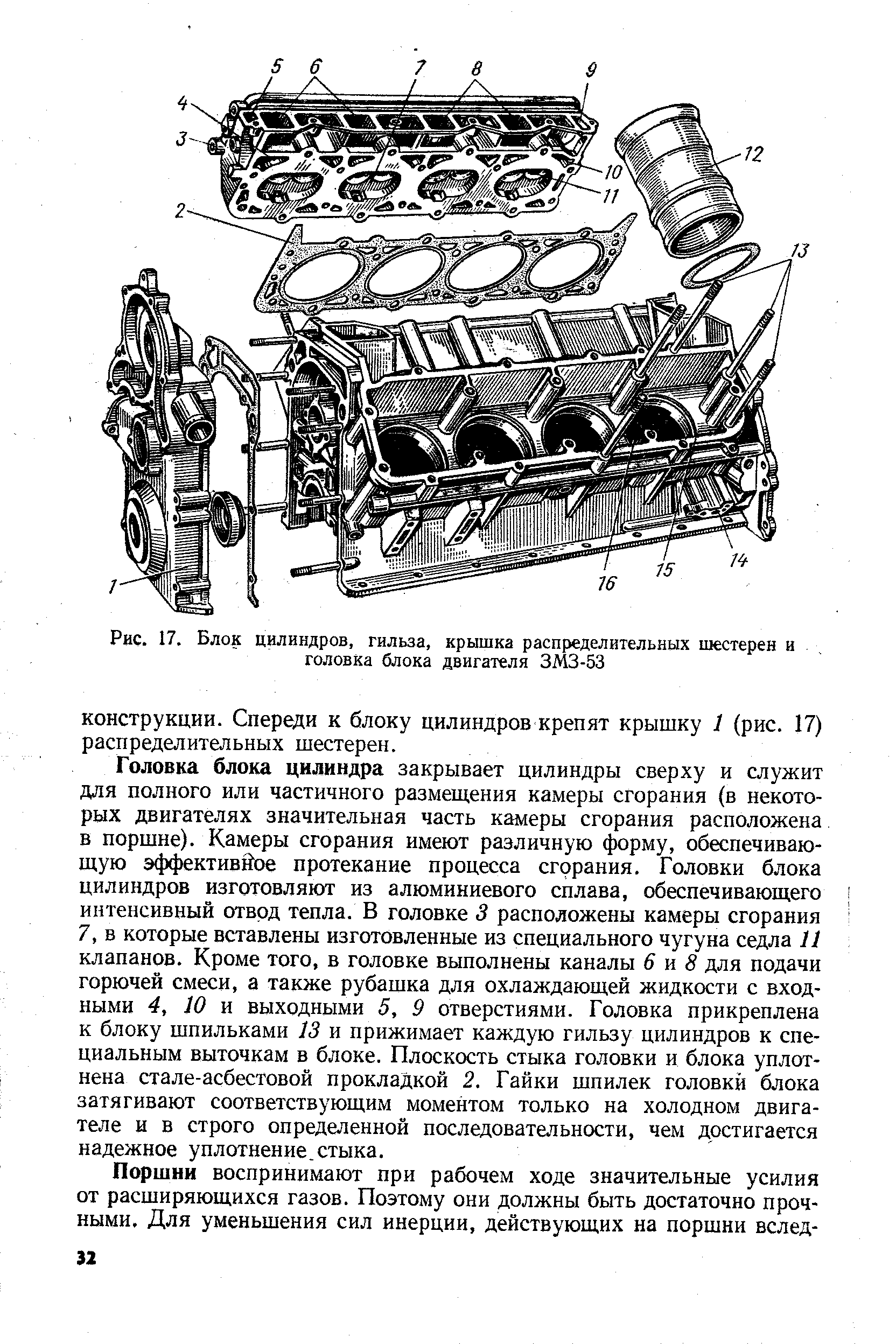
Блок цили́ндров — неподвижная, цельная деталь кривошипно-шатунного механизма (далее КШМ), которая объединяет собой цилиндры двигателя. Изготавливается методом отлива из чугуна. Иногда блок цилиндров отливают из литейных алюминиевых, а также магниевых сплавов. В блоке цилиндров устанавливается коленчатый вал на специальные опорные поверхности. Верхняя часть блока цилиндров закрывается головкой блока цилиндров. А снизу к блоку цилиндров крепится картер. Блок цилиндров основная деталь двигателя, к которой крепятся другие детали двигателя.
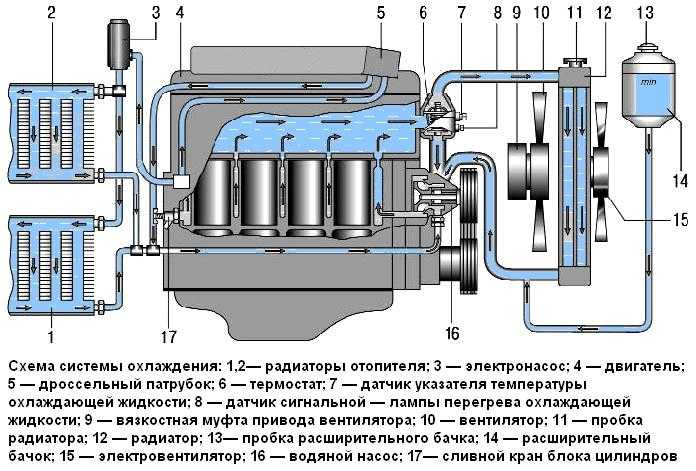
Двигатели с блоком цилиндров имеют водяную (жидкостную) систему охлаждения, а полости, по которым циркулирует охлаждающая жидкость, называются рубашкой охлаждения двигателя.
Материал изготовления блока цилиндров и гильз цилиндров
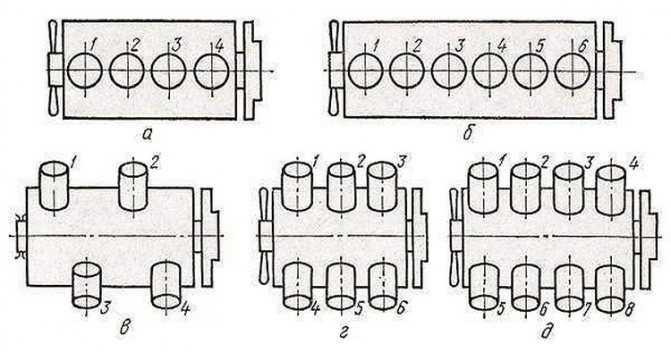
В зависимости от рабочего объёма и других технических и эксплуатационных характеристик, назначения, существует несколько вариантов компоновки (расположения цилиндров двигателя), а также несколько материалов для изготовления блока и цилиндра.
Так как в цилиндре возникают условия переменных давлений в надпоршневой полости, внутренняя поверхность стенок цилиндров соприкасается с пламенем и горячими газами (температура которых составляет от 1500—2500 °С), такая деталь должна изготавливаться из высокопрочных материалов с большой механической прочностью. Скорость скольжения поршневых колец по стенкам цилиндров достаточно большая от 12 до 15 м/сек, поэтому внутренние стенки цилиндра должны иметь повышенную жесткость. В этом случае увеличится срок службы цилиндра (гильзы цилиндра) и деталь будет более устойчива к разным видам износа (абразивным, коррозийным и эрозийным). Если поверхность блока цилиндров износилась выше допустимых пределов (что определется методом дефектации блока цилиндров), необходимо провести ремонт блока цилиндров.
Если нет ограничений по массе двигателя, например тракторный двигатель, то блок цилиндров изготавливается из перлитного чугуна.
На транспортных двигателях, где есть ограничения по массе, применяю более легкие алюминиевые и магниевые сплавы для изготовления блока цилиндров.
Преимущества блоков цилиндров из серого чугуна:
- низкая стоимость;
- высокая технологичность литья;
- стабильность свойств материала;
- возможность ремонта трещин блока (запайкой, заваркой, эпоксидным клеем);
- высокая твёрдость и жёсткость поверхностей, устойчивость к перегреву;
Недостатки чугунов
Главный недостаток чугуна большая масса (плотность выше в 2,7 раза), и меньшая теплопроводность.
Блоки цилиндров из алюминия
Алюминиевые сплавы более дорогие, но алюминиевые блок цилиндров имеют гораздо меньшую массу. Алюминиевые сплавы имеют ряд особенностей, которые следует учитывать при изготовлении и эксплуатации блоков цилиндров.
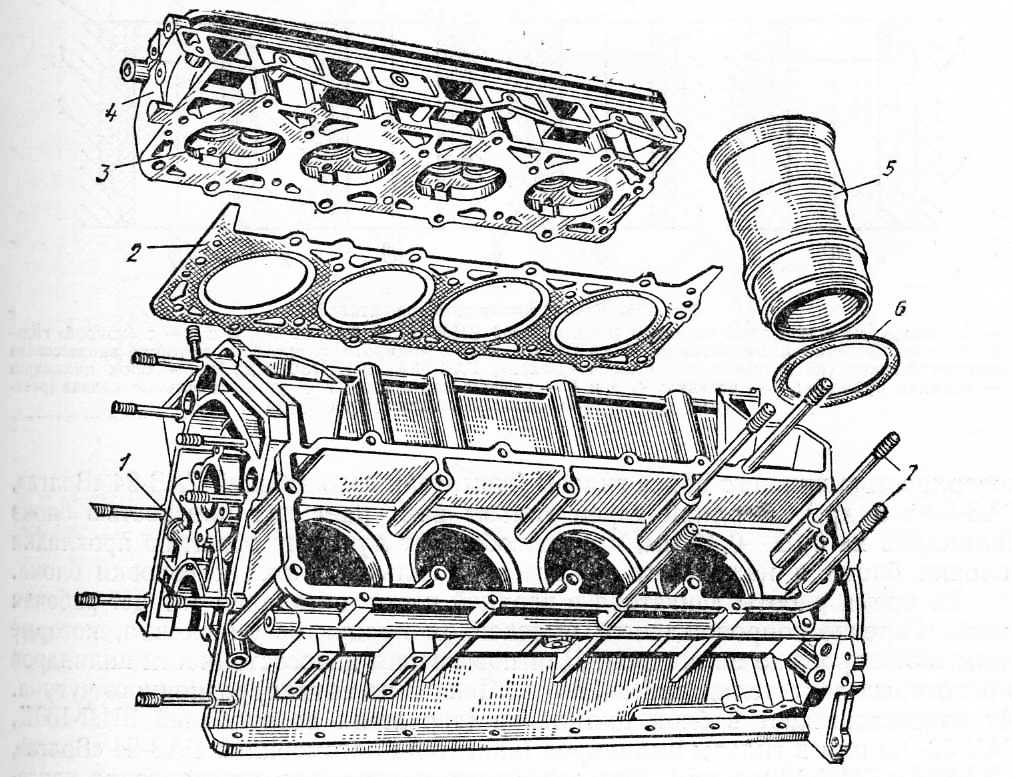
Устройство блока и головки блока цилиндров двигателя
Блок цилиндров (БЦ) и головка блока цилиндров (ГБЦ) двигателя являются основными частями любого ДВС. В них находятся механизмы и узлы, обеспечивающие работу мотора. При работе БЦ и ГБЦ подвергаются серьезным нагрузкам и перепадам температур, поэтому очень важны материалы и качество их изготовления. Также важным фактором является точность и степень механической обработки.
Блок цилиндров
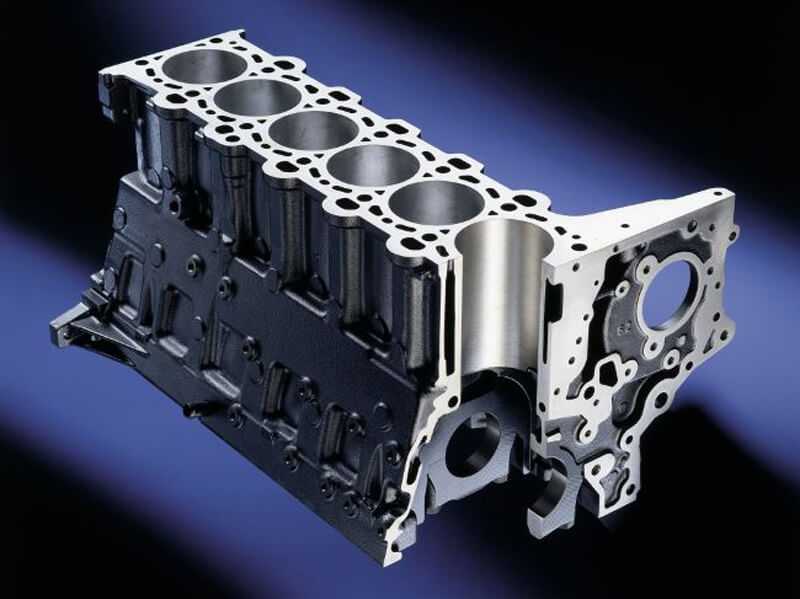
Блок цилиндров или шорт-блок является самой большой частью двигателя. Остальные элементы, так или иначе, крепятся к нему. В верхней части БЦ находятся колодцы цилиндров. Вокруг них выполнены полости для жидкостного охлаждения (рубашка охлаждения). В нижней части, которая называется картером, располагается коленчатый вал, к которому крепятся шатуны и поршни. То есть блок является местом расположения всего кривошипно-шатунного механизма. Также в нем выполнены каналы системы смазки.
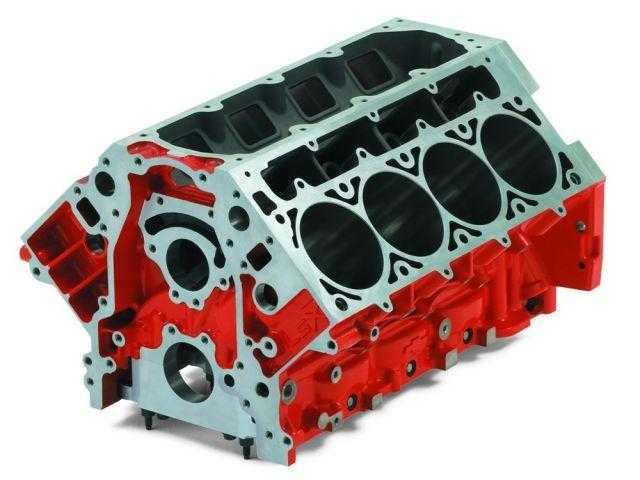
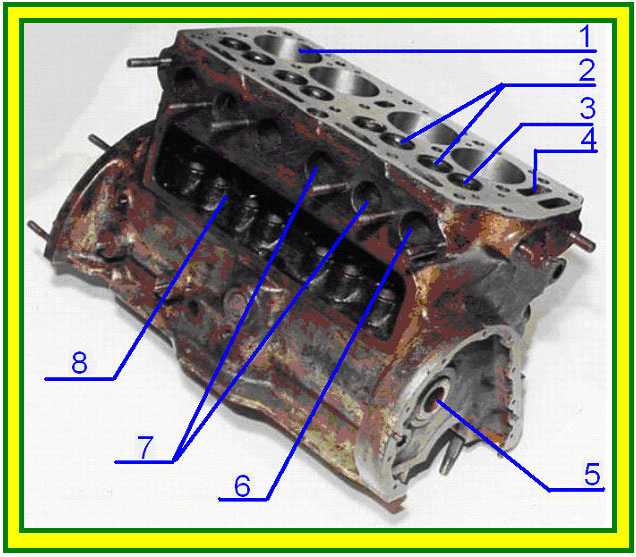
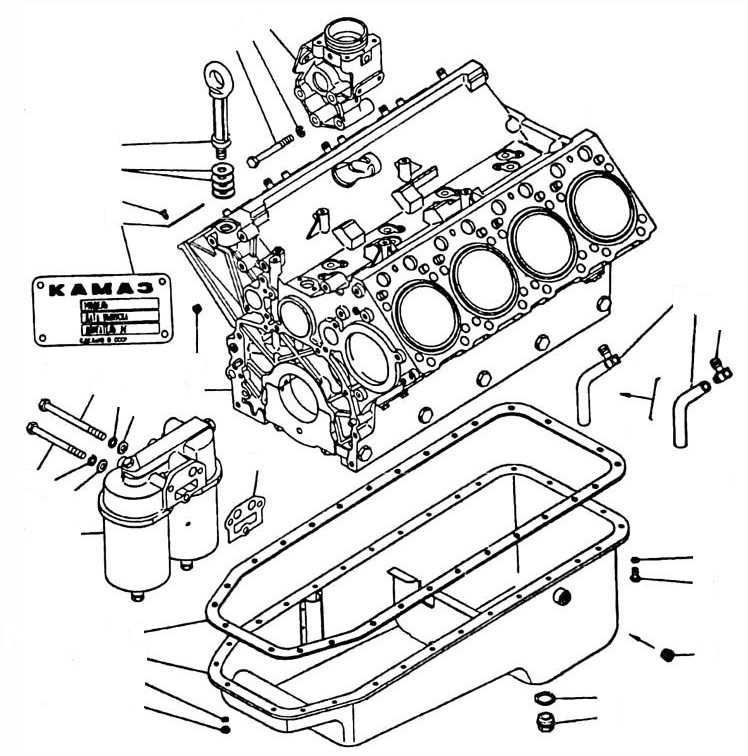
 Блок цилиндров двигателя V8
Блок цилиндров двигателя V8
БЦ изготавливают цельной деталью при помощи литья. В качестве основного материала для изготовления служит чугун или алюминиевые сплавы. БЦ из алюминиевых сплавов значительно легче по весу, но проигрывает в прочности и цене. Чугун доступнее и прочнее.
Цилиндры и хонингование
Рабочие цилиндры могут быть выполнены непосредственно как часть блока, а могут применяться гильзы. На поверхность цилиндров наносится специальный никелькремниевый сплав – никасил. Это очень прочный материал, защищающий кольца поршня от трения. Поверхность полируется до зеркала, чтобы свести к минимуму трение в условиях ограниченного поступления масла.
 Хон цилиндра
Хон цилиндра
Для улучшения смазки внутренней поверхности цилиндров применяют хонингование. Хон наносится специальным инструментом с головкой и абразивными брусками. В итоге на поверхности образуется выгравированная сетка. В ее желобках лучше удерживается масло. На внутренних стенках с хоном образуется масляная пленка, в результате чего значительно снижается трение и повышается ресурс деталей. Повторное хонингование, как правило, делается во время расточки двигателя или замены гильз.
Гильзы
Гильзы применяются в блоках из алюминиевых сплавов, так как алюминий менее стоек к нагрузкам и тяжелым температурным режимам, в отличие от чугуна. Они бывают съемными и несъемными. Последние выполняются путем запрессовки в блок. Также гильзы делят на «мокрые» и «сухие». «Мокрыми» называют гильзы, которые непосредственно соприкасаются своими стенками с охлаждающей жидкостью в рубашке охлаждения блока. Таким образом, достигается лучшее охлаждение. «Мокрые» гильзы легко заменить. Часто их применяют на сельхозтехнике, тягачах и другом спецтранспорте.
«Сухие» гильзы чаще всего несъемные и запрессованы в тело цилиндра, что обеспечивает цельность и жесткость всего блока. Но «сухие» гильзы хуже отводят тепло, чем «мокрые».
Расточка и гильзовка блока цилиндров
После появления дефектов и выработки на стенках применяют расточку цилиндров. Со стенок снимается металл определенной толщины, а затем устанавливаются другие ремонтные поршни и кольца под новый размер. Число расточек ограничено, так как объем постепенно увеличивается, а прочность снижается.
После максимального числа расточек применяют гильзовку. Это сложный процесс, который можно сделать только при наличии специального оборудования. «Мокрые» гильзы поменять намного легче, даже в полевых условиях. Если установлены «сухие» гильзы или это монолитный чугунный блок, то он растачивается под новые гильзы, которые запрессовываются с высокой точностью. Сам блок нагревается до 150-200 градусов, а новая гильза охлаждается. Так достигается наиболее плотная и точная посадка.
Головка блока цилиндров
Головка блока цилиндров устанавливается сверху блока и является, по сути, крышкой, которая его закрывает. Для изготовления ГБЦ применяются в основном алюминиевые сплавы. Крепится головка к блоку с помощью шпилек или болтов, которые затягиваются динамометрическим ключом в строгой последовательности, как указано в руководстве по ремонту конкретного автомобиля.
 Головка блока цилиндров
Головка блока цилиндров
Камеры сгорания образуются путем плотного прилегания ГБЦ к БЦ. Чтобы отработавшие газы не проникали между головкой и блоком цилиндров, устанавливается уплотнительная прокладка. Она основана на асбестографитовой основе и способна выдерживать рабочую температуру и давление.
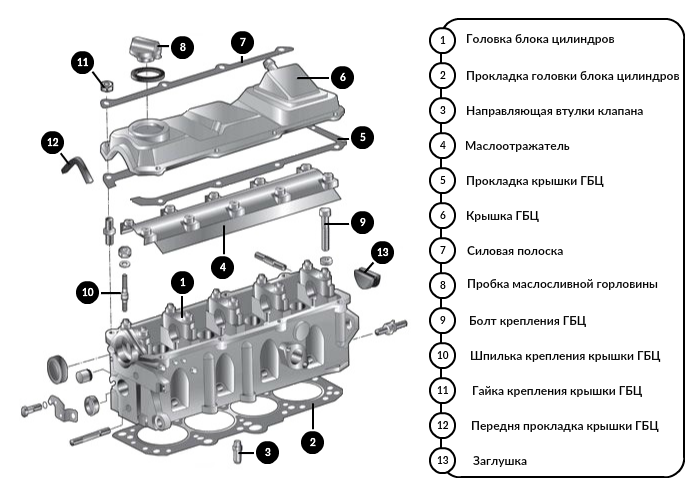
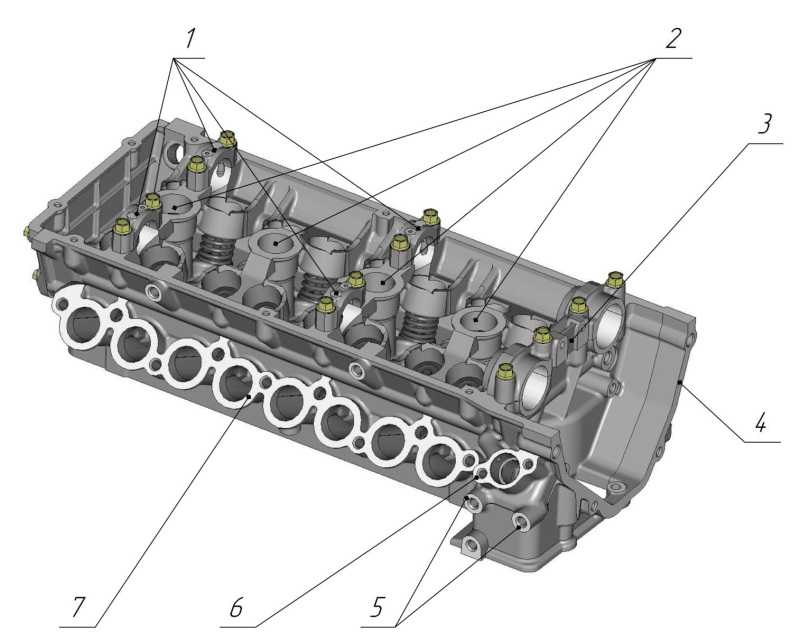
ГБЦ в сборе состоит из следующих элементов:
- корпус с камерами сгорания, патрубками, масляными и каналами системы охлаждения;
- газораспределительный механизм (впускные и выпускные клапаны, коромысла и толкатели);
- распределительные валы с приводом от коленвала;
- отверстия для свечей зажигания;
- впускные и выпускные коллекторы для подачи воздуха и отвода отработавших газов;
- прокладка ГБЦ.
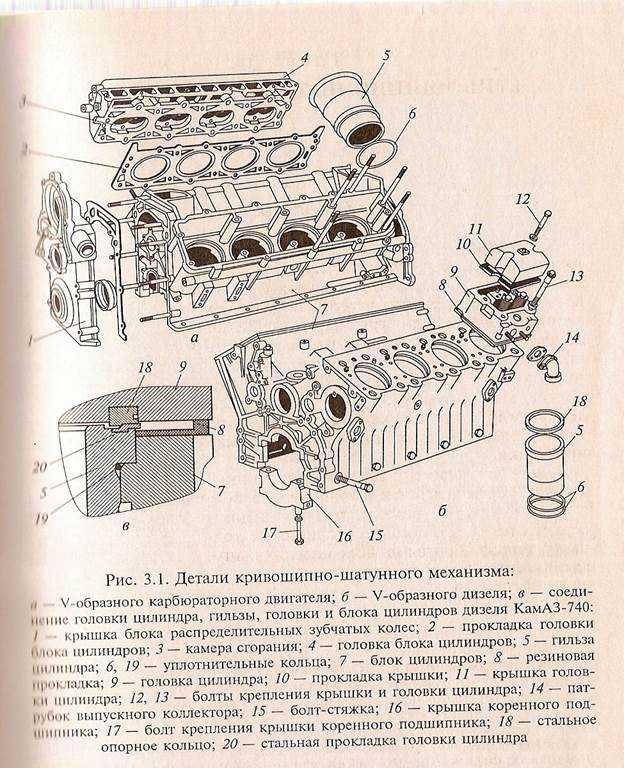
На современных двигателях клапаны ГРМ и распредвал находятся именно в головке блока. Но раньше были моторы с нижним распредвалом. В V-образных двигателях на каждый ряд цилиндров устанавливается отдельная головка блока.
В передней части ГБЦ находится цепной или ременный привод газораспределительного механизма. По обеим сторонам на фланце крепятся впускной и выпускной коллекторы. Также рядом расположены патрубки для подвода охлаждающей жидкости.
Клапанная крышка
Клапанная крышка закрывает ГБЦ и газораспределительный механизм. Она крепится к головке с помощью болтов. Между головкой и крышкой также устанавливается прокладка для плотного и герметичного соединения. Это нужно, чтобы масло в процессе работы не вытекало наружу, а внутрь не попадали грязь и пыль. Также на крышке располагается маслозаливная горловина.
 Клапанная крышка Chevrolet Lacetti
Клапанная крышка Chevrolet Lacetti
Ранее крышки изготавливались из стали, но на современных двигателях отдают предпочтения алюминиевым или пластиковым. Это снижает уровень шума, повышает надежность и доступность детали.
Блок цилиндров и головка блока цилиндров составляют основу двигателя. Многое зависит от материалов и качества их изготовления. При правильной эксплуатации и своевременном обслуживании они прослужат очень долго.
Устройство блока цилиндров двигателя: просто о сложном
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия. Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.

Восстановление блока цилиндров гильзами ремонтного размера
При значительном повреждении рабочей поверхности гильзы, или необходимости восстановления БЦ с гильзами крайнего размера ремонтного, гильзы можно заменить. Они просто растачиваются до полного их удаления.Новым гильзам необходимо иметь наружный диаметр на 0,05 – 0,07 мм. больше посадочного места в блоке и упорный выступ вверху. Такой натяг и нанесение герметика вверху и внизу гильзы при её установке, не даёт охлаждающей жидкости просочиться в цилиндр и поддон. Так же посадка гильзы с натягом обеспечивает хороший отвод тепла от её стенок к алюминиевому блоку. Но при посадке чугунной гильзы в алюминиевый блок с таким натягом нельзя применять запрессовку.Дело в том, что чугун гильзы твёрже алюминия блока и при прессовании легко образует задиры. В районе задира стенка гильза не прилегает своей поверхностью к посадочному месту. В этом месте не будет отводиться тепло и может возникнуть местный перегрев. Кроме того, при расточке и хонинговании гильзы после её запрессовки, стенка гильза в месте не прилегания к посадочному месту будет «дышать», ухудшая точность обработки рабочей поверхности. Выход из этой ситуации, установка «от руки» гильзы, охлаждённой в жидком азоте в нагретый блок цилиндров.
Преимуществами алюминиевых блоков цилиндров с сухими гильзами
Преимуществами алюминиевых БЦ (блоков цилиндров) с сухими гильзами являются меньший вес мотора с таким блоком, его более быстрый прогрев и меньший объём антифриза, требующийся для нормального охлаждения, по сравнению с моторами на основе чугунного БЦ.Однако разница коэффициентов расширения алюминиевого поршня и чугунной гильзы при нагреве во время работы мотора никуда не делась. Из-за этой разницы, промежуток промеж цилиндра и поршня нельзя уменьшить менее 0,025 – 0,04 мм. По причине постоянного изменения зазора (при запуске холодного мотора, зазор больше, а после нагрева до рабочей температуры, уменьшается), скорость износа поршневой группы не отвечала современным требованиям. Как следствие, повышенный угар масла, мешающий выполнять современные нормы экологии двигателем.





Изготовление поршня из алюминия покрытого железом
Что бы как можно больше уменьшить промежуток промеж цилиндра и поршня, нужно делать их из металла с одинаковым тепловым расширением, т.е. из алюминия. Но алюминий по алюминию работать не может. Из-за его низкой твёрдости, при работе алюминиевого поршня по алюминиевому цилиндру, происходят задиры вплоть до заклинивания.Фирма Mahle решила эту проблему, покрыв алюминиевый поршень тонким слоем (порядка 0,03 мм.) железа.
Такой поршень нормально работает по алюминию цилиндра. Поскольку расширение алюминиевых поршня и цилиндра одинаковы, стало возможным сделать зазор между ними не более 0,02 мм. Для повышения износостойкости цилиндров, в алюминиевом сплаве БЦ увеличили содержание кремния более 18%.При изготовлении такого блока после расточки цилиндров, применяется химическое травление их стенок, для оголения кристаллов кремния на их поверхности. Такое покрытие производитель назвал Silumal.
Расточка и хонингование алюминевых блоков Silumal
Ремонт таких блоков цилиндров производится так же, как и чугунных, расточкой до ремонтного размера и последующим хонингованием.Однако хонингование алюминиевых блоков сильно отличается от чугунных. Обработка обычно делается в три приёма. При этом применяются бруски с разными размерами абразива.От самого крупного к самому мелкому. Абразивные частицы таких брусков содержат карбид кремния, т.к. при хонинговании нужно резать не только мягкий алюминий, но и очень твёрдый кремний. Так же состав покрытия брусков хон-головки не позволяет прилипать к ним алюминиевой стружке, которая может стать причиной основательных задиров на стенке цилиндра. После хонингования нужна ещё одна операция.Надо оголить кристаллы кремния. Вместо химического травления, при ремонте применяют полировку специальной силиконовой пастой с содержанием небольшого количества кремния. При этом снимается тонкий слой алюминия (0,001мм.), а кристаллы кремния на стенках цилиндра не затрагиваются.Все самое интересное и актуальное Вы можете узнать на нашем сайте quality21.
Сколько стоит?
Цена гильзовки блока цилиндров может существенно отличаться. Обычно в эту стоимость включают работы по расточке с хонингованием цилиндров. Так, для автомобилей марки ВАЗ весь комплект работ стоит 5 тысяч 300 рублей без учета самих втулок.
Гильзовка ДВС УАЗа — 6 тысяч 500 рублей. Для ГАЗелей с моторами ЗМЗ данная услуга составляет 4 тысячи 300 рублей. Для двигателей «Камминз» — на 2 тысячи дешевле. Что касается иномарок, стоимость гильзовки чугунного блока (без расточки и хонингования) составляет 2 тысячи 300 рублей за один цилиндр. Те же работы, но с алюминиевым блоком на 200 рублей дороже.
Где производится гильзовка блока цилиндров? СПб и Москва — не единственные города, в которых предлагается данная услуга. Найти хорошего мастера по гильзовке можно и в гораздо меньших населенных пунктах.
Разновидности
Существует несколько типов гильз:
Первый устанавливается в блок двигателя, который не имеет контакта с охлаждающей жидкостью. Мокрые гильзы с одной стороны вступают в контакт с антифризом. Такие элементы оснащены специальными прокладками, которые исключают утечку жидкости из системы охлаждения и ее проникновение в цилиндр. Также данный уплотнитель предотвращает прорыв отработавших газов в СОД.
Основные требования к гильзам:
- Устойчивость к перепадам температур.
- Коррозионная защита.
При подборе данных элементов, обращают внимание на толщину стенок цилиндров, их эллипсность и конусность. Учитываются допуски под расточку гильзы после ее установки в двигатель
Следите за нами в соцсетях
Устройство блока цилиндров
Блок цилиндров двигателя должен удовлетворять следующим требованиям: обеспечение соосности всех постелей, а также соблюдение равного диаметра постелей. Также существуют блоки, в которых эти требования не соблюдаются, но это только специальные и экспериментальные конструкции.






Как мы заметили ранее, блок цилиндров является основой для других агрегатов. Его основные детали следующие:
- Цилиндр двигателя. Чем они больше, чем мощнее мотор. Объем суммируется и конечная цифра озвучивается в характеристиках автомобиля. Главной деталью цилиндров являются гильзы, которые бывают двух типов. Первый тип используется только в алюминиевых блоках – это впрессованные непосредственно в блок цилиндров гильзы. Второй тип – съемные гильзы. Они бывают «сухие» и «мокрые».
- Головка блока. Состоит из мест для крепления ремня ГРМ, камеры сгорания, отверстий для свечей, впускных и выпускных каналов, а также рубашки охлаждения и каналов смазки. Крепится головка сверху самого блока цилиндров. Но если другие агрегаты в автомобиле крепят просто «на глаз», то есть до того момента когда болт не повернуть, то здесь болты затягивают с помощью динамометрического ключа. У каждого автомобиля свои параметры и схемы для затяжки, которые нельзя нарушать.
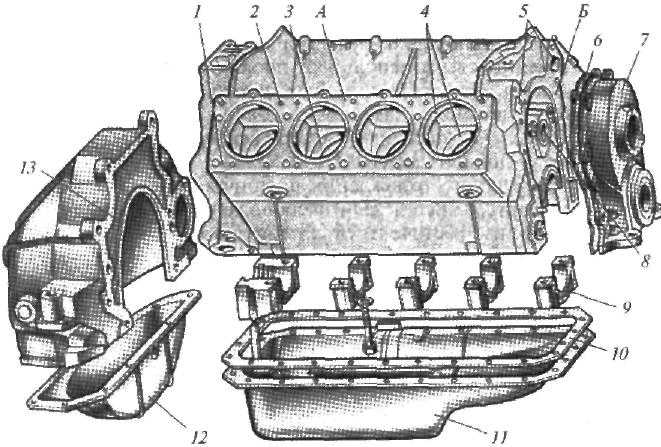
- Картер. Во всех двигателях внутреннего сгорания картеры можно назвать именно частью блока, а не навесным агрегатом. Представляет собой корпус для кривошипно-шатунного механизма. Крепят картера снизу блока цилиндров, для защиты закрывают специальные поддоном.
Какими бы надежными ни были двигатели внутреннего сгорания, рано или поздно их ресурс подходит к концу. Особенно это касается ДВС старых автомобилей ВАЗ. Гильзовка блока цилиндров — одна из частых операций, которая производится в ходе капитального ремонта двигателя. В чему суть данной технологии, что она дает и как делается? Обо всем этом читайте далее в нашей статье.
Альтернативная технология
Вышеописанный метод подразумевает предварительную расточку блока. Но существуют блоки (это касается алюминиевых), которые не растачиваются перед установкой гильз. Как поступают в таком случае? Гильзовка блока цилиндров сопровождается нанесением герметика в посадочное гнездо.
Далее втулка запрессовывается на специальном станке. Температура гильзы и блока одинаковы. Качественная гильзовка позволяет эксплуатировать ДВС на протяжении 150 тысяч километров при условии своевременной замены масла.
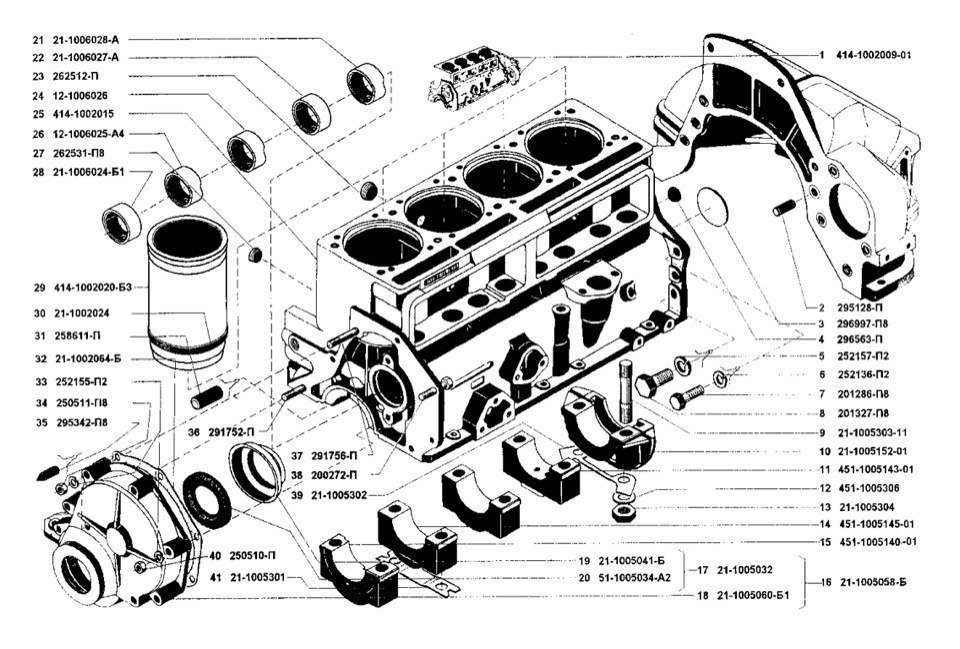
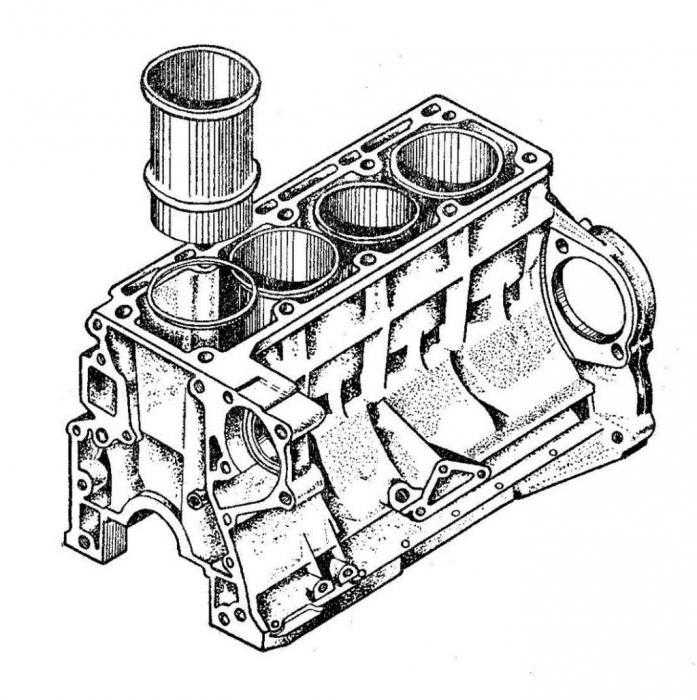
Чугунный блок двигателя
Особенно важна эта процедура для двигателей тяжёлых грузовиков и строительной техники.
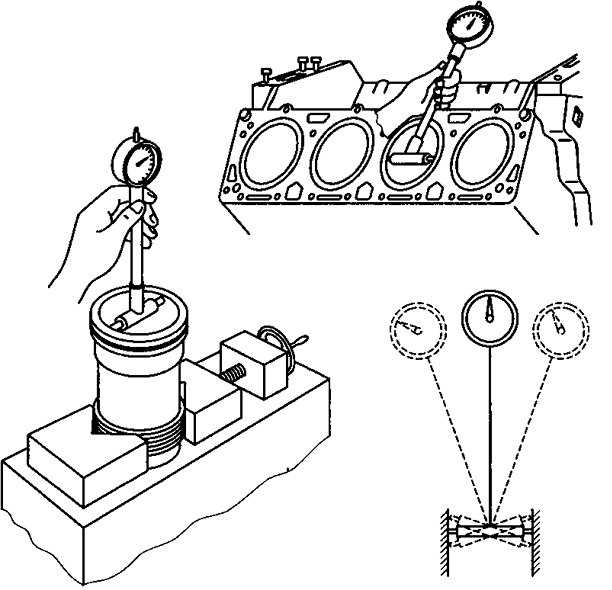
Крышки коренных опор и их посадочные места тщательно очищаются от загрязнений, после чего крышки устанавливаются на свои места, а крепёжные болты затягиваются предписанным моментом с помощью динамометрического ключа. Индикаторный нутромер настраивается на требуемый размер (номинальный диаметр постели коленчатого вала). Промеряем каждую опору в нескольких плоскостях. Отличия полученных размеров от номинального не должны быть более 0,02 мм. В противном случае необходимо произвести операцию по ремонту постели коленчатого вала.
Подобным же образом проверяются и посадочные отверстия под различные втулки. Их можно отремонтировать путём установки новых втулок с увеличенным наружным диаметром.
Если по всем вышеизложенным параметрам блок пригоден к дальнейшей эксплуатации, необходимо выполнить ремонтные работы. После ремонта блок цилиндров должен быть тщательно промыт и продут сжатым воздухом для удаления за грязнений.
Похожие страницы:
… , расположенные по обеим сторонам блокацилиндров. К передней части блокацилиндров крепится крышка распределительных шестерен … поворота блокацилиндров электромеханический Частота вращения блокацилиндров, об/мин 4,07 Углы поворота блокацилиндров, град …
… для этого в блокецилиндров выполнены каналы для смазки и охлаждения. В картере блокацилиндров выполнены постели … технология производства блокацилиндров двигателя внутреннего сгорания. В которой я описал сам блокцилиндров и проанализировал условия …
Ремонт блокацилиндров Материал блокацилиндров — серый чугун. Возможные дефекты блокацилиндров: пробоины и трещины на стенке … гильз. Ремонт базовых поверхностей блокацилиндров. У блокацилиндров происходят значительные искажения геометрической формы …




… блокацилиндров на двигатель. 6 Проверка технического состояния и ремонт Головка блокацилиндров. Тщательно вымойте головку блокацилиндров …
… полостей. Стенд для испытания блокацилиндров на герметичность 5 Сверлильная … Промыть и продуть блокцилиндров Установка для мойки блоковцилиндров ОМ-3600 компрессор. … Содержание перехода 1 2 3 4 5 6 Установить блокцилиндров под углом 45о на приспособлении …
Хочу больше похожих работ…
Как проводится портинг ГБЦ
Перед тем как провести портинг ГБЦ, нужно проверить наличие у себя нескольких компонентов:
- Каналы впускного/выпускного типа;
- Втулки направляющего образца;
- Клапаны;
- Пружины/тарелки для втулок;
- Камеры сгорания.
Далее следуем инструкции:
- Возьмите ГБЦ и удалите все присутствующие на ней клапаны.
- Осмотрите каналы, запомните места, где присутствуют дефекты.
- Снимайте направляющие.
- Используйте вспомогательные шпильки для насаждения коллектора впускного типа.
- При помощи болтов вкрутите вспомогательные шпильки в отдельные каналы, предназначенные для смеси охлаждения. В шпильках можно проделать маленькие отверстия для сохранения нормального подогрева.
- Совмещаем коллектор с ГБЦ.
- Запиливайте коллектор впускного типа.
- Когда работа над коллектором подойдёт к завершению, придётся совместить каналы. Состыковку можно произвести, воспользовавшись пластилином.
- Воспользуйтесь зубилом, чтобы удалить неровности на клапанах выпускного типа.
- Подвергайте остальные каналы тщательной полировке, чтобы избавиться от всех дефектов поверхности.
Результатом проведения всех вышеописанных манипуляций будет являться то, что ГБЦ будет иметь более совершенные характеристики:
- Диаметр каналов впускового типа – 32 миллиметра;
- Диаметр каналов выпускного типа – 29 миллиметров;
- Диаметр клапанных стеблей – 8 миллиметров;
- Валы распределительные ГБЦ, спортивные — стандартные – 13,5 миллиметров;
- Длина втулок направляющего типа превышает стандартную.
Таким образом, благодаря осуществлению доработки головки блока цилиндров можно добиться максимального раскрытия потенциала автомобильного двигателя.
Возможные неисправности
В процессе эксплуатации главный тормозной цилиндр, как и все механизмы автомобиля, приходит в негодность, что влечет за собой ремонт либо замену деталей. В основном причиной может стать неравномерное распределение тормозной жидкости внутри конструкции. Диагностику неисправностей проводят сначала, используя внешний осмотр: проверяют наличие дефектов и протечки тормозной жидкости. Затем проверяют работоспособность узла: при обычном надавливании штока заеданий и проваливания не должно быть.
Рабочий тормозной цилиндр, как правило, при долгом использовании подвергается износу, а также поражается ржавчиной с внутренней стороны. Это – следствие попадания посторонних веществ (воды, кислорода) в тормозную жидкость. Существуют и такие нюансы, как: изнашивание уплотнительной манжеты и пружин возврата, их задирания, также ветхость зеркала устройства. Такие нарушения требуют обязательного ремонта либо замены.
Среди других факторов, по которым колесный тормозной цилиндр ломается, выделяют разгерметизацию его. Выявляется это при внешнем осмотре: остается характерный след и присутствует сильный запах, уровень жидкости будет быстро понижаться. Колесный тормозной цилиндр, в котором набухли уплотнительные чехлы снаружи, свидетельствует о негодности и внутренних уплотнителей.



Материалы блока цилиндров
Издавна блок цилиндров изготавливался из чугуна. Это довольно прочный и жесткий материал, неподверженный перегреву. Эти качества и были нужны автопроизводителям, ведь двигатель может набирать довольно высокую температуру при своей работе. Чугун обычно применялся с примесями никеля и хрома. Последние два материала придают большую долговечность конструкции. Конечно, главным минусом чугуна является его масса, автомобили теряли в маневренности и скорости.
Поэтому блоки цилиндров стали изготавливать из алюминия. Данный металл гораздо лечге чугуна, а также имеет меньшую теплопроводность. Естественно алюминий не является идеальным решением, ведь главной проблемой является подбор материала для исполнения блока.
Существует и третий вариант – магниевый сплав. Конечно, магний гораздо легче алюминия и чугуна, а также обладает жесткостью и твердостью последнего. Однако, установка подобного блока дороже, следовательно, для широкого пользования не подходит. Магниевые блоки ставятся при тюнинге двигателя с целью обеспечить максимальный разгон и маневренность. Главным образом такие конструкции используются на гоночных авто.
Алюминиевые блоки в данный момент изготавливают посредством двух технологий: Locasil и Nicasil. Первая включает в себя запрессовку гильз из сплава кремния и алюминия, а вторая покрытие алюминиевой поверхности блока никелем. Конечно, последняя технология имеет большой недостаток, ведь при обрыве шатуна или прогаре одного из поршней никелевое покрытие уже не функционирует должны образом, а сам блок цилиндров нельзя отремонтировать. В этом случае выигрывает чугунный двигатель, который можно расточить и подвергнуть гильзованию с помощью ремонтного комплекта.
Как проверить масло в АКПП?
Самый простой способ проверки масла в автоматической коробке передач – это взять его пробу. Определить «на звук» или по характеру движения автомобиля, что требуется смена масла в коробке, практически невозможно, если речь не идет о критических случаях.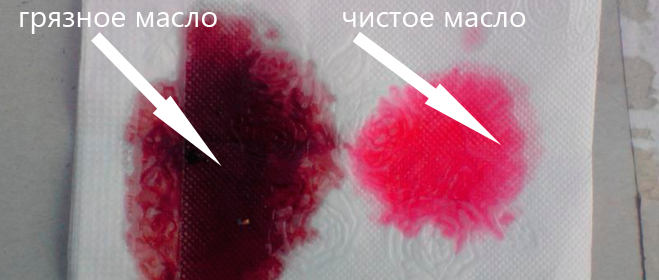
Чтобы проверить масло в АКПП следует взять немного его на пробу и капнуть на белый лист бумаги или ветоши. Далее остается определить степень загрязнения масла по цвету, в соответствии со следующими правилами:
- Масло прозрачное. Если масло прозрачное, то его замена не требуется. При этом не стоит обращать внимания на цвет масла. В процессе работы масло розового цвета может стать черным, но главное, чтобы оно оставалось прозрачным;
- Масло мутное. Если сквозь масло не видно белого листа, значит оно загрязнено мелкими частицами, и его следует поменять. В данной ситуации водитель может выбрать полную замену масла или частичную;
- Масло с вкраплениями стружки. Если в пробе масла, взятого из коробки, отчетливо видны детали металлической стружки или других частиц, значит, с трансмиссией вскоре будут большие проблемы. Также такое масло отличается едким запахом гари. Чаще всего при появлении металлической стружки замена масла уже не сможет спасти АКПП от разрушения.
При появлении подозрений на начало разрушения коробки передач, можно полностью слить масло и снять поддон, чтобы диагностировать проблему с коробкой передач. Чистый поддон покажет, что опасения были ложными. Если на него налипла небольшая металлическая стружка (так называемые «ежики»), следует понимать, что началось разрушение АКПП, и вскоре трансмиссия перестанет работать должным образом. Заметив на поддоне явные куски металла, которые по диаметру могут быть больше 1 мм, можно диагностировать фактически разрушение коробки передач и необходимость срочного капитального ремонта.
Химический состав и термическая обработка
Литейные алюминиевые сплавы, которые применяют для изготовления блоков цилиндров автомобилей, обычно включают сплавы 46200 и 45000 по Европейскому стандарту EN 1706 (громоздкая приставка “EN AC-“ опущена). Химические «формулы» этих сплавов имеет соответственно вид AlSi8Cu3 и AlSi6Cu4. Их американскими аналогами – более известными – являются сплавы А380.2 и А319. Эти доэвтектические алюминиево-кремниевые сплавы обычно производят из вторичного алюминия. Из них отливают автомобильные блоки цилиндров различными методами гравитационного литья.
Таблица – Химический состав и состояния
алюминиевых литейных сплавов для блоков цилиндров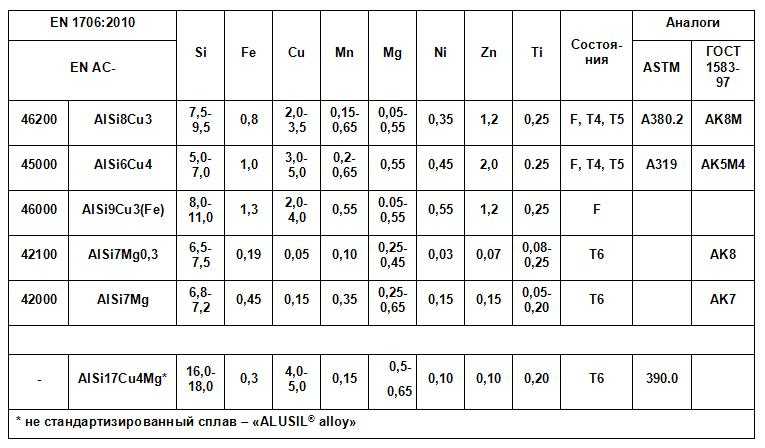
Относительно высокое содержание меди позволяет этим сплавам сохранять свою прочность при повышенных температурах и, кроме того, обеспечивает им хорошую обрабатываемость резанием. Обычно для этих сплавов – 46200 и 45000 (А380.2 и А319) – применяют состояния F (литое состояние), Т4 (закалка и естественное старение) и Т5 (неполная закалка и искусственное старение). Для отливок из этих сплавов может также применяться и состояние Т6, но для многих изделий из этих сплавов достаточно стабилизирующего состояния Т5.
Почти все блоки цилиндров, которые отливают методом литья под высоким давлением, изготавливают из сплава 46000 (AlSi9Cu3(Fe)). Обычно этот сплав не требует термической обработки, кроме умеренного отпуска для снижения остаточных напряжений.

Блоки цилиндров из алюминиевых сплавов 42100 (AlSi7Mg0,3) и 42000 (AlSi7Mg) получают высокую прочность и удлинение при комнатной температуре, когда подвергаются термической обработке на состояние Т6. В этом случае необходимо внимательно контролировать остаточные напряжения, которые возникают при закалке отливки для достижения состояния Т6. Более высокое сопротивление растрескиванию этих сплавов дают им возможность противостоять термическим усталостным нагрузкам. Это происходит за счет определенного ухудшения обрабатываемости резанием и повышения стоимости из-за дополнительных расходов на термическую обработку на состояния Т6 или Т7. Выполнение требования по пониженному содержанию примесей, таких как железо, марганец, медь и никель, также требует дополнительных расходов по сравнению со вторичными сплавами, которые упоминались выше.
Блоки цилиндров из заэвтектоидных алюминиево-кремниевых сплавов (AlSi17CuMg) обычно отливают методом литья при низком давлении с последующей термической обработкой на состояние Т6. Этот сплав также более дорогой, чем стандартные литейные сплавы из вторичного алюминия.