Кузовной ремонт: Способы соединения деталей — Пайка

Пайка оловянным припоем. Этот способ пайки обеспечивает соединение путем осаждения легкоплавкого сплава. Пайку оловянным припоем в ремонтных работах применяют для соединения наконечника с концом электрического провода, для напайки олова на листовые детали, готовящиеся под покраску, для выполнения некоторых соединений, которые невозможно получить штамповкой листов.
В качестве припоя чистое олово не применяют, так как оно является недостаточно жидкотекучим, чтобы проникнуть (просочиться) между опорными поверхностями соединяемых деталей, а при охлаждении оно становится хрупким.
В качестве сварочного металла, или припоя, применяют сплав свинца с оловом. Процентное соотношение каждого из металлов зависит от выполняемых работ. В большинстве случаев припой, применяемый для пайки в жестяном деле, представляет собой сплав, содержащий 67 % свинца и 33 % олова. Припой применяют в виде литых стержней различной толщины, проволоки диаметром 3 мм, навитой на катушку, и лудильного порошка. Температура плавления припоя 230–250 °C.
Первой операцией при выполнении пайки оловянным припоем является подготовка деталей. Необходимо, чтобы детали припаивались. Среди металлов, применяемых для изготовления автомобилей, мягкая сталь или сталь с покрытием, медь, латунь, сталь подвергаются пайке оловом. Алюминий и его сплавы оловянным припоем не паяют, однако для их пайки есть специальные сплавы.
Детали должны быть идеально чистыми. Металл должен быть очищен от инородных частиц и собственных соединений. Следует удалить все жировые вещества, для чего детали промывают в бензине или трихлорэтилене.
Краску с соединяемых поверхностей удаляют шабером. Окислы или сам металл начисто зачищают напильником. Стеклянную шкурку для зачистки необходимо использовать с большой предосторожностью. Порошок стекла наклеен на поверхность ткани, и пока шкурка новая, нет опасности осаждения порошка, но по мере ее износа трение вызывает образование теплоты, приводящее к расплавлению клея. Тогда клей начинает прилипать к деталям, частички клея, невидимые глазом, противодействуют соединению металла припоя с металлом детали. На производстве детали чаще всего подвергают очистке с помощью кислот.
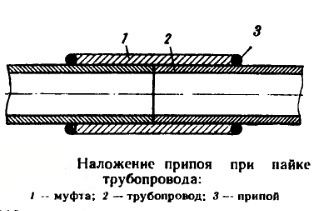
Пайка встык не является прочной, так как припой обладает низкой механической прочностью. При пайке детали устанавливают друг на друга с перекрытием.
Для нагревания деталей и плавки припоя применяют паяльники или пламя сварочной горелки.
Рабочая часть паяльника является аккумулятором для частиц, которые, благодаря высокой теплопроводности меди, передаются в зону пайки с того момента, когда паяльник находится в контакте с деталями. Боек паяльника не должен выполняться в виде острия, он должен иметь сплющенную форму.
Массивная медная головка паяльника устанавливается в державке из стали, на конце которой выполнена ручка из теплоизоляционного материала. Чтобы поддерживать в них нужную температуру, большинство паяльников выполняются самонагревающимися. Для выполнения небольших работ нагрев паяльников может осуществляться электрическими спиралями. Для выполнения крупных работ паяльники нагревают пламенем воздушно-газовой смеси (бытовой газ, ацетилен, бутан, пропан).
Паяльник не надо нагревать докрасна. При нагревании паяльника докрасна капельки оловянного припоя испаряются, медь окисляется, в результате чего ухудшаются условия пайки.
Перед пайкой лезвие паяльника необходимо залудить в припое.
Для нагрева паяльника можно использовать пламя сварочной кислородно-ацетиленовой горелки. Регулирование пламени осуществляют при небольшом избытке ацетилена. Можно также применять воздушно-газовые горелки.
Разогрев паяльника пламенем обычно применяют для залужения больших поверхностей или в том случае, когда не хватает мощности паяльника. Однако применять сильно сконцентрированный источник огня нельзя.
Независимо от выполняемых работ, будь то соединение двух деталей либо нанесение припоя на листовые детали, необходимо сначала залудить поверхности, подвергаемые пайке.
Хотя поверхности, подвергаемые лужению, зачищаются до чистого металла, все равно, если не будут приняты специальные меры, в процессе нагрева поверхность металла, а также поверхность металлического припоя подвергаются окислению, а возникающая при этом окисная пленка противодействует схватыванию припоя с деталью.
При пайке оловянным припоем для предотвращения окисления перед нагревом и в процессе пайки поверхности, подвергаемые пайке, покрывают флюсом. В качестве флюсов может применяться хлористый цинк, который получают растворением цинка в соляной кислоте. Эту операцию выполняют в свинцовой емкости, в процессе ее выполнения происходит выделение водорода. После окончания реакции остается хлористый цинк.
Детали, пайка которых выполняется с применением хлористого цинка, после пайки необходимо сразу промыть, чтобы избежать возможного воздействия кислоты.
В качестве флюса применяют также нейтральные вещества на базе хлористого цинка. В большинстве случаев достаточно протереть или при необходимости обезжирить места, подвергаемые пайке.
В качестве других флюсов применяют канифоль для пайки медных электрических проводов, стеарин и густую смазку-флюс для выполнения водопроводных работ.
Если лужение выполняется с помощью паяльника, то припой приближают к лезвию паяльника и выжидают, пока припой не начнет стекать на деталь, т. е. начнется смачивание. Затем постепенно перемещают паяльник в контакте с припоем, нанося тонкий слой припоя на поверхность детали. При этом необходимо периодически покрывать конец припоя флюсом.
Лужение с применением открытого пламени может выполняться с использованием припоя в виде брусков или, что более удобно, в виде лудильного порошка. В последнем случае деталь нагревают и протирают тканевым тампоном, на который насыпают немного лудильного порошка. При соприкосновении с деталью оловянный припой плавится и сцепляется с металлом. При лужении вертикально или наклонно расположенных деталей необходимо протирать поверхность в направлении снизу вверх.
Пайку двух деталей выполняют после лужения, предварительно покрыв сопрягаемые поверхности флюсом и окончательно установив их относительно друг друга. Детали слегка сжимают либо с помощью зажимов, либо другим способом, не мешающим нагреву деталей. Затем прикладывают боек паяльника к сопрягаемым поверхностям и прогревают их до расплавления припоя. При необходимости для добавки припоя расплавляют небольшой кусочек от пластинки припоя.
Итак, наносить припой на листовые детали можно двумя способами:
– с помощью паяльника. Конец бруска или проволоки припоя расплавляют и прижимают к детали. При этом необходимо следить, чтобы нагрев был не очень сильным и жидкий припой не стекал вдоль наклонных частей;
– с помощью открытого пламени. Лист нагревают до такой степени, чтобы при протирке поверхности бруском припоя на ней оставался пастообразный слой. После того как вся поверхность будет покрыта припоем, ее слегка подогревают для превращения припоя в пастообразное состояние, затем заглаживают, протирая поверхность тампоном из ткани, покрытым флюсом.
Для нанесения припоя на вертикальные участки или толстые стыки можно изготовить форму из металла, не соединяющегося с оловянным припоем. Форму прижимают к листам, и припой стекает из формы на деталь. После нанесения припоя следы флюса следует удалить, затем обработать поверхность напильником с целью придания ей нужной формы. Окончательную доводку поверхности при необходимости осуществляют полировальной машинкой или вручную.
Пайка латунным припоем. При этом способе пайки жесткое неразъемное соединение получается осаждением латуни с кремнием, которые в результате плавления растекаются и обеспечивают достаточно прочное соединение. Затвердевший шов латуни закрепляет соединенные детали.
Пайка латунным припоем применяется при ремонте кузовов автомобилей для заглушивания отверстий после высверливания точек сварки; для соединения деталей, которые нельзя нагревать до плавления; при опасности возникновения трудно выправляемых деформаций; для соединения разнородных металлов, а также для пайки деталей, которые не подвергаются автогенной пайке.
В качестве припоя применяют сплав меди с цинком, т. е. латунь с добавками, которые предназначены для уменьшения испарения цинка и снижения текучести расплава. Припой выпускают в виде круглых прутков с обработанными торцами.
В кузовных работах соединение с помощью указанного припоя осуществляется при нагреве деталей примерно до 650 °C. Диаметр прутков припоя находится в пределах 1,6–8,0 мм. Перед моментом сварки нагретый конец прутка должен быть помещен в банку с порошкообразным флюсом на основе бората натрия. Роль флюса заключается в удалении окислов, образующихся при нагревании в зонах пайки.
Этот же металлический припой выпускается с покрытием флюсом, которое наносится протягиванием прутка на прессе. Такое исполнение исключает непроизводительные операции с порошкообразным флюсом.
Участки, подвергаемые пайке, должны быть тщательно очищены, металл должен быть обнажен путем опиливания напильником или шлифованием.
Детали можно соединять встык, внахлестку или под углом. Если предусматривается пайка встык, то припой должен не только просочиться между соединяемыми кромками, но и образовать шов, возвышающийся над основным металлом на величину около 10 % толщины металла. Чтобы обеспечить хорошее скрепление, шов должен быть симметричным, шириной, равной трем толщинам металла. Отверстия, подвергаемые запайке, должны быть зачищены по всей окружности на ширину, равную трем толщинам металла.
Для нагрева наиболее часто применяют пламя кислородно-ацетиленовой горелки. При пайке стальных листов, которые чаще всего сваривают при кузовных работах, расход сварочной горелки составляет 60 л ацетилена в 1 ч при 1 мм толщины пайки. При большом объеме сварочных работ обеспечивают небольшой излишек ацетилена, что дает возможность паяльщику быть уверенным, что пламя не будет вызывать окисление.
Первоначальное соединение деталей осуществляют короткими паяльными швами (точечная пайка). Горелку наклоняют под углом около 30°. Нагретый конец металлического припоя многократно погружают во флюс (если пруток без покрытия флюсом). Сварщик – «правша» держит горелку в правой руке и перемещает ее справа налево. Сварщик – «левша» выполняет пайку при симметричном расположении горелки и припоя.
После выполнения точечной пайки производят пайку непрерывным швом. При этом горелка наклонена в сторону охлаждающей части, конец пламени удерживают на расстоянии около 5 мм от плавящегося металла. Как только металл деталей покраснеет, расплавляют покрытый флюсом конец прутка. Жидкий припой растекается по участку, нагретому докрасна. Если возникает опасность скатывания припоя, надо слегка приподнять горелку на короткое время, которое обеспечит мгновенное затвердевание припоя. Так создается последовательность жидких участков, тщательно и равномерно связанных друг с другом. Если металл деталей недостаточно разогрет, припой не растекается. Если детали перегреты или они были недостаточно очищены, то металл припоя соскальзывает с деталей, не схватываясь с ними. При пайке без флюса возникают те же трудности.
После пайки латунным припоем флюс образует на паяной поверхности небольшие стеклянные капельки. Их можно удалить легким скалыванием или опиливанием напильником.
Пайка припоем легких сплавов. Этот способ применяется при пайке деталей кузова, материал которых известен, однако жестянщик может столкнуться с необходимостью пайки деталей из легких сплавов, состав которых ему незнаком, и тогда возникает вопрос подбора флюсов. Пайка этим припоем позволяет соединить края легких сплавов без их плавления, следовательно, без изменения их строения.
Широко распространенными припоями этого типа являются А-510 и аналогичные ему, температура плавления которых около 580 °C. Для этих припоев необходимо применять специальные флюсы, которые вызывают коррозию алюминиевых сплавов, поэтому после пайки флюсы необходимо удалять промывкой.
Пламя горелки должно быть с избытком ацетилена, обеспечивающего приблизительно в 3 раза большую длину пламени, чем обычно. Соединяемые кромки деталей обрабатывают шабером или напильником. При стыковой пайке следует предусмотреть небольшой зазор (0,2–0,3 мм). Пруток припоя покрывают флюсом путем нагревания его и погружения в порошок, либо составляют пасту вода-флюс, погружают в нее пруток и прокручивают для получения покрытия.
Линию пайки предварительно просушивают. Расплавляют на ней часть флюса, не доводя до плавления металлический припой. Затем расплавляют припой и непрерывно притирают пруток припоя к поверхности пайки. Расплавленный металл стекает на деталь, которая, однако, не должна плавиться. Затем дается выдержка до окончательного затвердевания.
Охлаждение применяют плавное, а затем шов промывают в проточной воде, протирая щеткой.
Пайке такими припоями могут подвергаться все легкие сплавы, за исключением тех, которые содержат более 1,5 % магния.
Сущность паяния. Область применения при ремонте ремонте машин.
Пайка – процесс получения неразъемного соединения металла, находящегося в твердом состоянии, при помощи расплавленного металла или сплава, имеющего температуру плавления ниже, чем соединяемые металлы.
При ремонте автомобиля пайку используют для устранения трещин и пробоин в радиаторе, топливных и масляных баках, трубопроводах, приборов электрооборудования и т.д.
Пайка имеет следующие преимущества:
+ простота технологического процесса, применяемого оборудования.
+ сохранение точной формы, размеров, химического состава деталей.
+ возможность соединения деталей, изготовленных из разнородных металлов.
+ достаточно высокая прочность соединения деталей.
+ низкая себестоимость восстановления деталей.
Основной недостаток – некоторое снижение прочности соединения деталей по сравнению со сваркой.
Легкоплавкие припои представляют собой сплавы цветных металлов. Наибольшее применение получили оловянно-свинцовые припои (ПОС): ПОС-18, ПОС-30, ПОС-40, ПОС-50 (цифры – содержание олова). Эти припои применяются для восстановления деталей, работающих при высоких температурах и небольших нагрузках (радиатор, топливный бак, электрические провода).
Тугоплавкие припои представляют собой чистые цветные металлы и их сплавы. Медно-цинковые припои марок ПМЦ-54, ПМЦ-48 (цифры указывают процентное содержание меди в припое) применяют для пайки меди, бронзы, латуни и других металлов. Лучшие тугоплавкие припои – серебряно-медно-цинковые ПСр10, ПСр25, ПСр12М (цифра указывает %-ное содержание серебра в припое). Эти припои позволяют получать высокопрочные и пластичные соединения, но очень дорогие.
Не нашли, что искали? Воспользуйтесь поиском:
Область применения пайки при ремонте автомобилей пайка деталей низкотемпературными припоями
Восстановление деталей пайкой
Пайкой (паянием) называют процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, при помощи расплавленного вспомогательного (промежуточного) металла или сплава, имеющего температуру плавления ниже, чем соединяемые металлы.
При ремонте автомобилей пайку применяют для устранения трещин и пробоин в радиаторах, топливных и масляных баках и трубопроводах, приборах электрооборудования, кабин, оперения и т. д.
Пайка как способ восстановления деталей имеет следующие преимущества:
простота технологического процесса и применяемого оборудования;
высокая производительность процесса;
сохранение точной формы, размеров и химического состава деталей (а при пайке легкоплавкими припоями — сохранение структ¬ры и механических свойств металла);
простота и легкость последующей обработки, особенно после пайки тугоплавкими припоями;
небольшой нагрев деталей (особенно при низкотемпературной пайке);
возможность соединения деталей, изготовленных из разнородных металлов;
достаточно высокая прочность соединения деталей;
низкая себестоимость восстановления детали.
Основной недостаток пайки — некоторое снижение прочности соединения деталей по сравнению со сваркой.
Припой в процессе паяния в результате смачивания образует с поверхностью спаиваемой детали зону промежуточного сплава, причем качество паяния в таком случае при наличии чистых металлических поверхностей будет зависеть от скорости растворения данного металла в припое: чем скорость растворения больше, тем качество пайки лучше.
Иначе говоря, качество паяния зависит от скорости диффузии.
Увеличению степени диффузии способствуют:
наличие чистых металлических поверхностей спаиваемых деталей. При окисленной поверхности степень диффузии припоя значительно уменьшается или полностью отсутствует;
предотвращение окисления расплавленного припоя в процессе пайки, для чего применяются соответствующие паяльные флюсы;
паяние при температуре, близкой к температуре плавления спаиваемой детали;
медленное охлаждение после паяния.
В зависимости от назначения спаиваемых деталей швы пайки подразделяются:
на прочные швы (должны выдерживать механические нагрузки);
плотные швы (не должны пропускать жидкостей или газов, находящихся под слабым давлением);
прочные и плотные швы (должны выдерживать давление жидкостей и газов, находящихся под большим давлением).
В паяемых конструкциях применяют стали всех типов, чугуны, никелевые сплавы (жаропрочные, жаростойкие, кислотостойкие), медь и ее сплавы, а также легкие сплавы на основе титана, алюминия, магния и бериллия.
Ограниченное применение имеют сплавы на основе тугоплавких металлов: хрома, ниобия, молибдена, тантала и вольфрама.
Родственным пайке процессом является лужение, при котором поверхность металлической детали покрывают тонким слоем расплавленного припоя, образующего в контакте с основным металлом припой-сплав переменного состава с теми же зонами, что и зоны при пайке.
Лужение можно применять как предварительный процесс с целью создания более надежного контакта между основным металлом и припоем или как покрытие для защиты металлов от коррозии.
Технологический процесс паяния состоит из следующих операций:
механической (шабером, напильником, шлифовальной шкуркой) или химической очистки. Промежуток между двумя поверхностями должен быть везде одинаков и не превышать 0,1. 0,3 мм. Такой небольшой промежуток необходим для образования капиллярных сил, которые способствуют засасыванию припоя на значительную глубину от кромки. Если спаиваемые поверхности имеют следы жира или масла, то их обрабатывают горячим раствором щелочи. Обычно берут 10 %-ный раствор соды. Если механически очистить детали по какой-либо причине нельзя, то применяют травление деталей в кислотах. Обычно берут 10%-ный раствор сер¬ной кислоты для меди и ее сплавов, а для деталей из черных металлов — 10 %-ный раствор соляной кислоты, причем раствор должен быть подогрет до 50 — 70 °С;
нагревания (паяльником, паяльной лампой и другим способом);
предварительного облуживания припоем (паяльником, или на-тиранием, или погружением в припой). Предварительное лужение имеет весьма важное значение, так как в этом случае достигаются повышенные прочность и плотность спая. В случае невозможности предварительного лужения паяние ведут и по чистой поверхности, но результаты будут более низкими. Для предварительного лужения применяется тот же припой, какой применяется и для последующего паяния;
скрепления мест для спаивания, покрытия их флюсом и нагревания. Детали скрепляют, чтобы места соединений не расходились при небольших механических воздействиях, например при наложении паяльника;
введение припоя, его расплавление и удаление излишков припоя, а также остатков флюса.
Метод паяния в значительной мере зависит от типа применяемого припоя.
Наиболее характерные случаи паяния:
паяльником с применением мягких припоев;
ручной паяльной лампой с применением обычно твердых припоев;
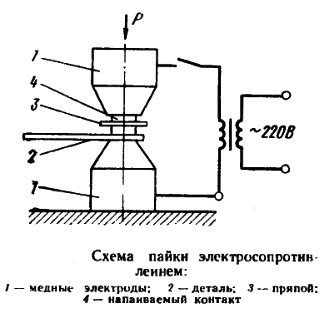
электрическое паяние (место спая служит сопротивлением, через сопротивление пропускается ток низкого напряжения).
При паянии паяльником обычно применяют припои, температура плавления которых не выше точки плавления свинца (327 °С).
Такое паяние производят тогда, когда детали не подвергаются большим нагрузкам или требуют в дальнейшем распаивания.
Если детали подвергаются в процессе работы нагреванию до высоких температур, паяние паяльником с применением мягких припоев исключается.
Подготовку паяльника для работы производят одновременно с подготовкой деталей.
Паяльник слегка проковывают (частично для удаления нагара и окислов), зажимают в тиски и опиливают так, чтобы рабочая часть его была полукруглой.
Если опиливать паяльник без предварительной проковки, то он скоро изнашивается.
Конец паяльника делают полукруглым потому, что в этом случае он не так быстро охлаждается, как острый, лучше прогревает места спайки и равномернее разъедается жидким припоем.
После механической подготовки паяльник облуживают, для чего нагревают его не выше 400 °С; конец паяльника опускают в водный раствор хлористого цинка, после чего горячим паяльником трут о кусок припоя до тех пор, пока вся рабочая часть не покроется слоем полуды.
При работе паяльник должен иметь температуру, удовлетворяющую следующему требованию: если паяльник приложить рабочим местом к прутку припоя, часть припоя, прилегающая к паяльнику, должна расплавиться через 0,5. 1 с.
Во время работы температура паяльника должна быть такова, чтобы капли припоя, приставшие к паяльнику, были в жидком состоянии.
Более удобный способ облуживания паяльника заключается в следующем: в куске нашатыря (хлористого аммония) делают небольшие углубления и туда кладут кусочки припоя.
Проводя горячим паяльником вперед и назад по твердому нашатырю, одновременно касаются и припоя.
Таким образом паяльник облуживается быстрее.
Если нагретым паяльником коснуться шва и одновременно к шву подложить кусок припоя в виде прутка, ленты или проволоки, то припой расплавится и проникнет в шов.
Излишек припоя разглаживают по шву паяльником.
Припой также наносят на шов паяльником, так как к паяльнику всегда прилипают капли припоя, и если концом паяльника проводить по шву, жидкий припой всасывается в шов.
Чтобы новые капли припоя перешли на паяльник, его снова отнимают от шва и прикладывают к куску припоя.
Технологический процесс лужения состоит из следующих операций:
очистки поверхности от посторонних веществ металлической щеткой, песком, известью или шлифовальной шкуркой;
обезжиривания бензином или горячим водным раствором соды или едкого натра;
промывки в воде;
химической чистки от окислов травления в кислотах;
покрытия флюсами (хлористым цинком) кистью или погружением в водный раствор флюса;
подогревания до температуры плавления полуды и лужения.
Лудят небольшие предметы паяльником.
Лужение больших предметов производят методом натирания.
Для этого изделие смачивают раствором хлористого цинка и нагревают до температуры плавления олова, после чего посыпают порошкообразной смесью олова с хлористым аммонием (нашатырем).
Олово при этом плавится и, растертое паклей, образует на поверхности ровный слой.
После лужения остатки флюса отмывают горячей водой.
Чугун
Чтобы запаять трещину или иной дефект в чугунной детали мягким припоем, производят тщательную механическую очистку места паяния и хорошо смачивают его соляной кислотой.
Затем это место обрабатывают водным раствором хлористого цинка, посыпают порошком нашатыря (хлористого аммония) и подогревают паяльником или паяльной лампой.
Нагревать место пайки надо до тех пор, пока не станет плавиться поднесенный к нему припой.
Тогда натирают припоем место спайки и сейчас же протирают его порошком нашатыря, нанесенного на густую металлическую щетку или паклю.
Эта операция — предварительное лужение перед паянием.
Пока деталь еще горячая, запаивают трещины или иные дефекты паяльником, перемещая его от одного конца трещины к другому.
Если припой не проходит в трещину, необходимо с обоих краев ее снять небольшую фаску, вылудить это место и снова произвести паяние.
Излишек припоя снимается шабером или напильником.
Алюминий
Для паяния алюминия на паяльник надевают рифленый наконечник (рабочая часть его пропилена трехгранным напильником).
Насадку изготовляют из стали и закаливают, с тем чтобы зубцы не срабатывались.
Насадку вытачивают на токарном станке, и ее конец спиливают.
Трубку насадки пропиливают ножовкой на четыре части, это создает пружинистость насадки, и она плотно вставляется в рабочую часть обычного паяльника.
Диаметр отверстия в насадке высверливают в соответствии с диаметром рабочего конца паяльника.
Места спая тщательно очищают до блеска, на зубчики насадки берут расплавленную канифоль и наносят на спаиваемое место.
Когда в процессе облуживания канифоль начнет покрывать алюминий, паяльник короткими движениями передвигают взад и вперед, и зубцы будут скоблить металл.
Таким методом очищают всю поверхность места спая, после чего облуживают очищенные места.
Затем приступают к паянию.
Для этого берут на паяльник каплю олова, предварительно посыпанную канифолью, и подносят к облуженному месту.
Если оно шероховатое, то паяльником снимают эту шероховатость, которая представляет собой пористое олово, смешанное с частичками окиси алюминия, образующейся из за недостатка флюса.
Предварительно на место спая насыпают канифоль, берут на паяльник каплю олова и наносят на спаиваемый шов.
Как только олово смочит место спая, паяльник снимают с металла.
Затем паяние производят вторично, для этого место спая снова посыпают канифолью.
При паянии алюминия, особенно в процессе его лужения, паяльник следует хорошо разогреть и длительное время держать на одном месте и после прогрева металла медленно водить по спаиваемому шву.
Для паяния алюминиевых сплавов рекомендуются припои ПОС- 50 и ПОС-90.
Флюсом служит минеральное масло (особенно рекомендуется оружейное).
Предварительно на спаиваемые швы наносят флюс и затем зачищают места пайки.
Паяние ведут мощным, хорошо прогретым паяльником.
Перед началом паяния металл следует хорошо прогреть.
Для паяния алюминиевых сплавов выпускается и специальный припой П-250А, он состоит из 80 % олова и 20 % цинка.
Флюсом служит смесь йодида лития (2. 3 г) и олеиновой кислоты (20 г).
Перед работой паяльник необходимо облудить указанным припоем, пользуясь канифолью.
Спаиваемые поверхности очищают от остатков флюса марлевым тампоном, смоченным в ацетоне.
Металл или сплав, при помощи которого ведется пайка, называется припоем.
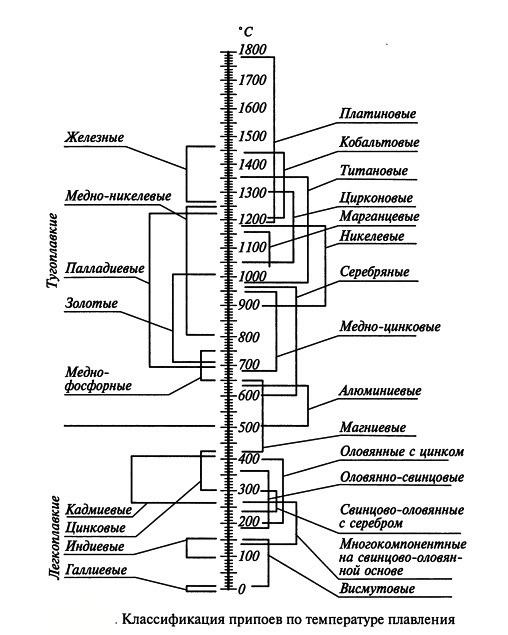
По температуре плавления припоев процессы пайки подразделяются на два основных вида:
пайка легкоплавкими (мягкими) припоями
пайка тугоплавкими (твердыми) припоями
К легкоплавким относятся припои, температура плавления которых ниже 450 °С, а к тугоплавким — припои, температура плавления которых выше 450 °С.
К припоям предъявляются следующие основные технологические требования:
высокая жидкотекучесть и хорошая смачиваемость соединяемых поверхностей;
устойчивость к коррозии;
достаточная прочность и пластичность;
температура плавления ниже, чем у соединяемых металлов
Легкоплавкие припои представляют собой сплавы цветных металлов.
Наибольшее применение получили оловянно-свинцовые припои ПОС-18, ПОС-ЗО, ПОС-40, ПОС-50 и ПОС-61.
Цифры показывают процентное содержание олова в припое.
Эти припои имеют хорошую смачиваемость поверхности большинства металлов и высокую пластичность.
Их низкая температура плавления (менее 450 °С) позволяет проводить пайку простейшими средствами (паяльниками).
С увеличением содержания олова в припое повышается механическая прочность и коррозийная стойкость соединения, но также увеличивается и стоимость припоя.
Свинец повышает пластичность припоя.
Эти припои применяют для восстановления деталей, работающих при высоких температурах и небольших нагрузках, т. е. для радиаторов, коллекторов генераторов, топливных баков, электропроводов и др.
Легкоплавкие припои оловянно-цинковые типа П-200, П-250А дспользуют для пайки алюминия, его сплавов и меди.
Тугоплавкие припои представляют собой чистые цветные металлы и их сплавы.
Для пайки черных металлов применяют медные припои марок М1 и М2.
Они весьма жидкотекучи, хорошо смачивают поверхности и дают прочные и пластичные соединения.
Недостаток — высокая температура плавления (1083 °С).
Медно-цинковые припои марок ПМЦ-36, ПМЦ-48, ПМЦ-54, Л-62 и Л-68 (цифры указывают процентное содержание меди в припое) применяют для пайки меди, бронзы, латуни и черных металлов.
С увеличением содержания цинка в этих припоях уменьшается прочность и возникает хрупкость, но цинк снижает температуру плавления припоя.
Поэтому пайку латуни проводят припоем ПМЦ-36, а сталь и чугун лучше паять припоем Л-62.
Лучшие тугоплавкие припои — серебряно-медно-цинковые марок ПСр10, ПСр12М, ПСр25, ПСр45, ПСр65 и ПСр70 (цифры указывают процентное содержание серебра в припое) — позволяют получать высокопрочные и пластичные соединения, но очень дорогие.
Эти сплавы применяют для пайки ответственных деталей из стали, меди и ее сплавов.
Флюсы при пайке используют жидкие и твердые.
В случае применения легкоплавких припоев берут жидкие флюсы, представляющие собой водные растворы хлористого аммиака (нашатырь) и хлористого цинка (цинк, протравленный соляной кислотой).
Концентрация раствора в пределах 25. 50%.
Для пайки меди (проводов) в качестве флюса часто используют чистую канифоль или соединения на ее основе.
Пайку тугоплавкими припоям ведут с твердыми флюсами, представляющими собой порошки буры и ее смеси с борной кислотой и борным ангидридом.
Наибольшее применение имеет чистая бура, прокаленная перед употреблением при температуре 400. 460 °С.
Для пайки алюминия и его сплавов удобны флюсы Ф320А, Ф380А и другие, содержащие хлористый литий, фтористый натрий и хлористый цинк, активно разрушающие окисную пленку алюминия.