Разрыхлительно-трепальный агрегат
В зависимости от характера перерабатываемого хлопка в разрыхлительно-трепальный агрегат могут входить машины различных конструкций и в разных комбинациях. Существуют агрегаты для переработки средневолокнистого хлопка (кардная система прядения) и тонковолокнистого хлопка (гребенная система прядения).
Для кардной системы прядения в настоящее время существуют два типа агрегатов: новый однопроцессный с автоматическим питанием хлопком и старый агрегат с ручным питанием.
На новом агрегате кипы целиком загружаются в автоматические питатели, предварительно разрыхленный хлопок попадает в смесители непрерывного действия, где смешиваются волокна различных партий, затем в наклонном чистители и наклонном чистители с конденсером происходит дальнейшее разрыхление и очистка хлопка от сора. Поток хлопка направляется в бункеры трепальных машин.

Схема питателя-сместителя разрыхлительно-трепального агрегата
Рыхление хлопка на питателях-смесителях проходит следующим образом: подготовленные 6-12 кип устанавливают около машины, затем пласты хлопка берут из каждой кипы и накладывают на питающую решетку 1 питателя-рыхлителя, которая подводит их к движущейся наклонной игольчатой решетке 2. Иглы последней захватывают клочки хлопка и подводят их к разравнивающему валику 4, который мелкие клочки пропускает, а крупные сбрасывает обратно на решетку 1. Мелкие клочки, прошедшие валик, снимаются с решётки съемным валиком 5. Затем они, ударяясь о колосниковую решетку 6, счищаются частично от крупных сорных примесей и сбрасываются на длинную смесительную решетку 7.
Клочки хлопка, оставшиеся на колках валика 4, сбрасываются в камеру очистительным валиком 3. Пыль, выделяющаяся при этом, отсасывается вентилятором. Сбрасываемые валиком клочки попадают на новые подаваемые пласты хлопка. Следовательно, на питателе-смесителе происходит рыхление, частичная очистка и смешивание волокон хлопка.

Схема горизонтального рыхлителя разрыхлительно-трепального агрегата
Хлопок с решетки 6 направляется в головной питатель. На этом питателе рыхление, частичная очистка и смешивание повторяются. Из головного питателя хлопок подается воздухом по трубе 1 горизонтального рыхлителя и присасывается в виде тонкого слоя к перфорированной поверхности барабана 2. С него волокно снимается валиком 3 и передается в бункер 4. Далее хлопок уплотняется плющильными валиками 5 и питающими цилиндрами 6 и подается к ножевому барабану 7, который вращается со скоростью 700-800 оборотов в минуту.
Ножевой барабан представляет собой диски, насаженные на горизонтальный вал 8. Под ножевым барабаном имеется решетка 9. Ножами мелкие клочки хлопка отделяются от бородки, под действием центробежной силы ударяются о колосниковую решетку и частично очищаются.
Сорные примеси отводятся в камеру 10. Из помещения через отверстия заслонки 11 засасывается воздух и разрыхленный хлопок по трубе 12 выводится из машины.
Дальше рыхление и очистку хлопка от минеральных и растительных примесей производят на однопроцессной трепальной машине. Хлопок подается в бункер, где с помощью плющильных валиков уплотняется и подается питающими цилиндрами к ножевому барабану. Барабан, вращаясь со скоростью 700-800 оборотов в минуту, его разрыхляет.
Далее, ударяясь о колосниковую решетку, хлопок очищается от примесей. Затем посредством тяги воздуха, создаваемой вентилятором, он присасывается в виде тонкого слоя к поверхности сетчатых барабанов.
С барабана хлопок снимается валиком и передается к питающим валикам. Последние подводят его под удары бил трепала, которые вращаются со скоростью 900-1000 оборотов в минуту. Волокно, ударяясь о колосниковую решетку, очищается от примесей. Вентилятор через отверстия заслонки и щели засасывает воздух из помещения, который обеспечивает присасывание хлопка, поступившего в патрубок, к поверхности конденсатора. Валик сбивает его с поверхности конденсатора в бункер, где он уплотняется валиком и передается с помощью валика к цилиндру, который прижимает волокнистый слой к носику педали, игольчатое трепало, вращаясь по часовой стрелке, отделяет и сбрасывает клочки хлопка на колосники. Далее с помощью воздуха, создаваемого вентилятором, волокна присасываются к поверхности сетчатых барабанов.
Сформированный тонкий равномерный волокнистый слой валиками уплотняется, а затем наматывается на пруток.
Разрыхлительно-трепальные машины




![]()
![]()
Цель работы
Изучить устройство, работу и регулировку основных механизмов разрыхлительно-трепального агрегата:
2. Разрыхлитель – чиститель;
3. Трепальная машина.
Задание
1. Изучить назначение, устройство, работу и регулировку основных механизмов питателя – смесителя разрыхлительно-трепального агрегата для хлопка.
2. Изучить назначение, устройство, работу и регулировку основных механизмов разрыхлителя – чистителя разрыхлительно-трепального агрегата для хлопка.
3. Изучить назначение, устройство, работу и регулировку основных механизмов трепальной машины разрыхлительно-трепального агрегата для хлопка.
Основные сведения
Питатель-смеситель.
Кипы с хлопком устанавливаются возле группы питателей-смесителей. Хлопок из кип загружается на питающую решетку 1 (рис. 1), рабочая ширина которой 975 мм. Питающая решетка подводит хлопок к игольчатой решетке 2. Скорость движения питающей решетки 0,08—0,2, игольчатой — 0,19—0,47 м/с. Слой хлопка на игольчатой решетке разделяется на два потока. Первый выровненный поток, прошедший между решеткой и разравнивающим валиком 3, снимается лопастным барабаном 5 и перемещается им по колосниковой решетке 6, а затем поступает на последующую машину. Угары через колосниковую решетку попадают в угарную камеру 7. Диаметр разравнивающего барабана—200 мм, лопастного барабана—400 мм.
Второй поток возвращается в рабочую камеру машины 9, где установлена регулирующая заслонка 10. При недостатке хлопка в камере заслонка отклоняется вправо и включает зеленую сигнальную лампу. После наполнения камеры хлопок воздействует на заслонку и заставляет ее отклониться влево, зеленая лампа гаснет и зажигается красная.
Во время работы в камере выделяется много пыли, которая отсасывается через патрубок 8 пылеотсасывающей системы. Чистильный валик 4 диаметром 200 мм снимает клочки хлопка с разравнивающего барабана. В камере 9 с обеих сторон предусмотрены двери для доступа внутрь машины при ее очистке и ремонте. Остов машины смонтирован из чугунных рам и связей. Привод всех механизмов — от одного электродвигателя мощностью 1 кВт при п = 960 об/мин. Длина машины 2875 мм, ширина 1550 мм, высота 1920 мм. Производительность 0,01—0,09 кг/с.
Разрыхлитель-чиститель.
Хлопок поступает в приемный патрубок 1 (рис. 2) наклонного чистителя. Колковые барабаны 2—7 диаметром по колкам 350 мм имеют винтовое расположение колков, которые не только направляют хлопок по окружности, но и перемещают его вдоль своих осей. С первого колкового барабана 2 хлопок снимается барабаном 3. Нарушению осевого движения хлопка препятствуют съемные ножи 15. Колки на барабане 3 также расположены по винтовой линии, но с обратным направлением относительно барабана 2. Благодаря такой конструкции машины клочки хлопка совершают зигзагообразное движение, что значительно увеличивает время воздействия на них рабочих органов, улучшает очистку и разрыхление хлопка. Сорные примеси интенсивно выделяются через колосниковую решетку 16 и попадают в закрытую угарную камеру 8.
С колкового барабана 7 хлопок снимается отбойным ножом и поступает в выпускной патрубок, а затем в резервный бункер 9. Уровень хлопка в бункере регулируется вилкой 10. Из бункера хлопок питающими валиками 11 подается к ножевому барабану 12 диаметром 610 мм. Между ножевым барабаном и колосниковой решеткой 13 происходит интенсивная очистка и разрыхление хлопка. Сорные примеси выпадают в угарную камеру 14. Центробежной силой и потоком воздуха хлопок выводится из машины. Габариты разрыхлителя-чистителя: длина 3240 мм, ширина 1760 мм, высота 2360 мм.
Трепальная машина.
Хлопок из разрыхлительного агрегата грабельным или пневматическим распределителем подается в бункер 1 секции ножевого барабана (рис. 3). Бункеры применяются для образования резерва в машинах, агрегируемых между собой, и для создания равномерного потока волокнистого материала вдоль машины. Выводные валики 2 подают хлопок к питающим цилиндрам 4, а оттуда к ножевому барабану 5. Колосниковая решетка 6 охватывает 2 /3 окружности ножевого барабана и способствует хорошей очистке и разрыхлению волокна.

Далее хлопок по каналу 7 направляется к двум сетчатым барабанам 8. В барабанах вентилятором 9 создается разрежение, обеспечивающее формирование равномерного слоя хлопка по ширине машины и очистку его от мелких сорных примесей и пыли. Запыленный воздух от сетчатых барабанов направляется к фильтрам, установленным вне машины. С сетчатых барабанов хлопок снимается выводными валиками 14 и по наклонному столику подается к питающим цилиндрам 15, которые подают хлопок к трехбильному планочному трепалу 16, откуда разрыхленные клочки хлопка перемещаются по направляющему патрубку 18 к сетчатому барабану 19. Для обеспечения выделения угаров в камеру 21 воздух для транспортировки хлопка засасывается не только через колосниковую решетку 17, но и через регулируемую щель 22. С сетчатого барабана хлопок снимается лопастным валиком 23 и подается в бункер 24. Уровень хлопка в бункере контролируется двумя заслонками 25 и 26. При отклонении нижней заслонки питающие цилиндры 4, 15 и выводные валики 2, 14 переключаются на скорость, уменьшенную на 12%. При отклонении верхней заслонки подача хлопка прекращается.
Выводные валики 27 и дополнительный валик 28 направляют хлопок в питающий прибор последнего трепала. Питающий прибор состоит из педального цилиндра 29 и педалей 30, которые в зависимости от толщины слоя хлопка регулируют скорость его подачи в последнюю секцию машины. Пройдя игольчатое трепало 31, хлопок по патрубку подается к сетчатым барабанам //. После сетчатых барабанов и выводных валиков 34 хлопок по направляющей доске 35 подводится к плющильным валикам 36, 37, 38 и 39. На пути к скатывающим валикам 41 холст зажимается валиками 40, чтобы приблизить к скатывающим валикам место отрыва холста при его отсечке и сохранить его натяжение.
Габариты машины: длина 7720 мм, ширина 2000 мм и высота 2750 мм. Производительность машины 180—200 кг/ч.
Рекомендуемая литература
1. Н.И. Максимов «Теория производительности рабочих машин»
МТИ. 1976г.
2. А.И. Макаров «Расчет и конструирование машин прядильного
производства». М., Машиностроение, 1981г.
3. Н.И. Труевцев. «Технология и оборудование текстильного
производства». М., Машиностроение, 1978г.
Разрыхлительио-трепальный агрегат типа РТА
ПРЯДИЛЬНОЕ ПРОИЗВОДСТВО
ОСОБЕННОСТИ ОРГАНИЗАЦИИ И НОРМИРОВАНИЯ ТРУДА ПО ПЕРЕХОДАМ ТЕКСТИЛЬНОГО ПРОИЗВОДСТВА
Технологическая цепочка машин в хлопкопрядении в основном зависит от системы и способа прядения, но во всех случаях первоначальную обработку волокно проходит в сортировочно-трепальном отделе на разрыхлительно-трепальных агрегатах.
Сформированные холсты с разрыхлительно-трепальных агрегатов передаются на чесальные машины. Однако в настоящее время осуществляется агрегатирование разрыхлительно-трепальных агрегатов с чесальными машинами, все большее распространение получают поточные линии кипа — лента.
Начинают применяться и поточные линии кипа—лента, в состав которых входят разрыхлительно-очистительные агрегаты (без трепальных машин) и чесальные машины.
Лента в тазах с только что упомянутых чесальных машин поступает или в ленточно-ровничный, или непосредственно в прядильный отдел.
В производстве крученой пряжи используются тростильные, кольцекрутильные, а также тростильно-крутильные и прядильно-крутильные машины.
В шерстопрядильном производстве число переходов значительно больше, чем в хлопкопрядильном, однако оборудование, как правило, имеет аналогичное назначение. В приготовительном отделе практически все оборудование (включая смесительные и кардочесальные машины) сагрегатировано в поточную линию, выпускающую чесальную ленту. Далее полуфабрикат проходит подготовку (при производстве пряжи гребенным способом) на ленточных машинах с последующей обработкой на гребнечесальных машинах. Лента после нескольких переходов
190 ленточных (лентогладильных) машин передается на ровничные
машины, а затем в прядильный или прядильно-крутильный отдел.
В аппаратном прядении шерсти применяется более короткая технологическая цепочка. Подготовка компонентов смеси и приготовление ровницы осуществляется на автоматизированной поточной линии. Пряжа же вырабатывается на кольцевых прядильных, пневмомеханических или роторных машинах.
Содержание трудового процесса рабочих при обслуживании разрыхлительно-трепальных агрегатов состоит в выполнении следующих вспомогательно-технологических работ: доставка и распаковка кип; снятие, заправка и взвешивание холстов; уход за оборудованием (чистка машин, выгребание угаров, ремонт оборудования и т. п.); осуществление транспортных операций (перевозка кип, холстов, угаров). Многие из этих работ в настоящее время уже механизированы и автоматизированы (можно указать, к примеру, на автоматический съем холстов, пневматическое удаление угаров из-под машины и т. д.), что значительно сокращает трудоемкость обслуживания оборудования.
Основными рабочими, обслуживающими разрыхлительно-трепальные агрегаты, являются операторы.
 |
Нормирование производительности оборудования и труда на разрыхлительно-трепальных агрегатах ведется по основному оборудованию — трепальной машине; именно она определяет производительность всего агрегата. При автоматическом съеме холстов неперекрываемое вспомогательное время tBM = 0; следовательно, Ка = 1. Поскольку в поточных линиях кипа— лента процесс непрерывный, коэффициент Кя также равен 1.
Ниже приведен пример расчета нормы производительности трепальной машины Т-16 и нормы выработки оператора этой машины.
Исходные данные. Линейная плотность холста  текс, диаметр
текс, диаметр
скатывающих валов  диаметр шкива на валу
диаметр шкива на валу
электродвигателя  диаметр сменного шкива на валу машины
диаметр сменного шкива на валу машины 
= 220 мм, частота вращения шкива на валу электродвигателя  постоянное число передачи от электродвигателя к скатывающим валам i = 0,021, коэффициент скольжения
постоянное число передачи от электродвигателя к скатывающим валам i = 0,021, коэффициент скольжения  масса холста
масса холста  (по
(по
данным Барнаульского меланжевого комбината), длина вырабатываемого холста  = 53,4 м, число катушек с ровницей для обивки холста п = 9, длина ровницы на катушках
= 53,4 м, число катушек с ровницей для обивки холста п = 9, длина ровницы на катушках  Съем холстов — автоматический.
Съем холстов — автоматический.
Частота вращения скатывающих валов (мин’ 1 )

Теоретическая производительность машины (кг/ч)

Машинное время наработки холста (мин)

Время обслуживания рабочего места (на текущий ремонт и профилактический осмотр машины) = 15 мин. Время на личные надобности’  =10 мин.
=10 мин. 
Так как 


Норма производительности трепальной машины: в холстах за смену —
в килограммах за смену —

Время загруженности оператора трепальной машины (на машину за смену, при работе с автосъемом) см. в табл. 18. 
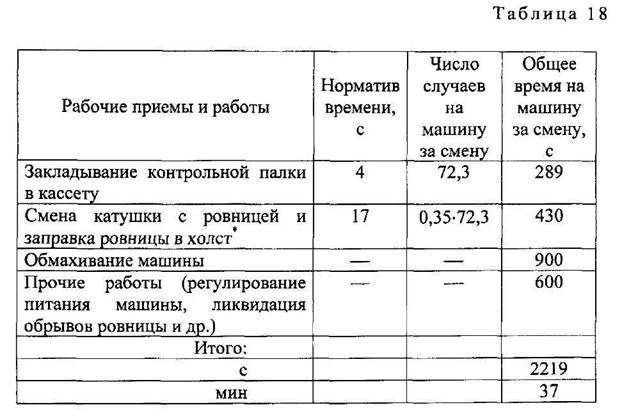
Повторяемость операции по смене катушки с ровницей.

Максимальное число машин, которое может обслуживать трепальщик при  =1,
=1,  = 1 и
= 1 и  = 0,5 (по данным наблюдений в условиях полной автоматизации съема холста),
= 0,5 (по данным наблюдений в условиях полной автоматизации съема холста),
Принимаем норму обслуживания с учетом расстановки оборудования  = 6 машинам.
= 6 машинам.
Норма выработки оператора трепальной машины за смену:

в  килограммах —
килограммах —
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет