Оборудование для металлообработки: виды, производство
Сегодня промышленные предприятия активно эксплуатируют разные виды станков для металлообработки. Прежде всего, высокопроизводительная техника требуется заводам машиностроения, которые непрерывно работают с металлическими листами. Для обработки подобных изделий приобретают дорогостоящее оборудование с высокой точностью, оснащенное программным управлением.

Виды металлообрабатывающих станков
Чтобы знать, какой вид устройства необходим для работы, следует внимательно изучить общую классификацию. Станки для металлообработки одного вида нередко различаются кинематикой, параметрами, конструктивными особенностями, способом управления и так далее.
В зависимости от универсальности:
- универсальные – применяют для создания изделий разного размера, наименования и формы (индивидуальные заказы);
- специализированные – подходят для изготовления продукции схожей маркировки, но различных габаритов (серии);
- специальные – рассчитаны на производство одинаковых по названию и параметрам деталей (массовый выпуск).
В зависимости от показателей точности:
В зависимости от уровня автоматизации:
- полуавтоматы – цикл работ автоматизирован, но загружает/выгружает детали сотрудник самостоятельно;
- автоматы – все процессы обработки совершаются в автоматическом режиме.
Для выпуска мелкосерийных деталей в автоматическом режиме разработаны устройства, имеющие специальное программное управление:
- цикловое (Ц) – настраивается цикл обработки, параметры помещения выставляются упрощенно;
- числовое (Ч) – постоянный контроль за процессом обработки с помощью уникальной управляющей программы (все данные записаны в цифровом формате).
Система управления для оборудования с ЧПУ бывает: цифровая индикация/координаты (ф1), позиционная (ф2), контурная (ф3) и универсальная (ф4).
В зависимости от массы:
- до 1 тонны – легкие;
- до 10 тонн – средние;
- от 16 до 30 тонн – крупные;
- от 30 до 100 тонн – тяжелые;
- от 100 тонн и выше – особенно тяжелые.
По роду осуществляемых работ и разновидностям режущих механизмов металлообрабатывающие станки делят на группы:
Название
Характеристика («О» – обработка, «РИ» – режущий инструмент)
Необходимы для «О» определенных поверхностей кручения. Резание (точение) происходит благодаря вращению заготовки
В эту группу входят расточные устройства. Главная задача – изготовление и «О» отверстий, имеющих круглую форму. Вращение инструмента/поступление подачи
«РИ» – круг для шлифования (абразивный)
Полировальные и доводочные
«РИ» – шлифующие ленты и бруски
Главная задача – «О» зубьев колес
«РИ» – приспособление с крутящимися резцами (фреза)
Резание происходит за счет движения резца или изделия вперед/назад
Главная задача – распиливание/разрезание прокатных профилей. «РИ» – дисковая пила или ножовочное полотно
«РИ» – специальная протяжка (приспособление для резки металла с лезвиями)
В эту группу не входят токарные устройства. Применяют для изготовления резьбы
Остальные устройства, не вошедшие в предыдущие категории
Изготовление оборудования для металлообработки осуществляется в соответствии с разработанными требованиями и нормами. Каждый этап тщательно контролируется, любые допущенные ошибки в процессе производства сделают дальнейшую эксплуатацию техники невозможной. Правильность и точность работы устройства определяют качественные характеристики обрабатываемой детали.
Передовые методы металлообработки
В промышленных условиях для обработки металла используют как новейшие, так и давно известные методы. Современные типы оборудования для металлообработки отвечают следующим требованиям:
- продуктивность – промышленные объемы требуют высокой скорости выполнения операций;
- точность – нужно выдерживать размеры при изготовлении даже мельчайших деталей;
- надежность и устойчивость к износу.
Промышленное оборудование для металлообработки подразделяется по типу воздействия на материал. Наиболее частой операцией на металлообрабатывающих предприятиях по праву можно считать резку.
Газовая резка металла
Такой способ известен давно, но выпускаемые на нынешний момент станки полностью автоматизированы. Это позволяет исключить неточности при раскрое листа, которые может спровоцировать человеческий фактор. Минусы метода – малая точность и термоусадка металла. Плюсы – низкая стоимость оборудования и большая скорость выполнения.

Плазменные станки для резки
Раскрой происходит с помощью узкой струи плазмы, что позволяет добиться высокой точности и произвольных форм заготовки. Высокое качество поверхности в месте среза, продуктивность и возможность вырезать почти любую деталь нивелируются одним недостатком – плазменные станки недешевы.

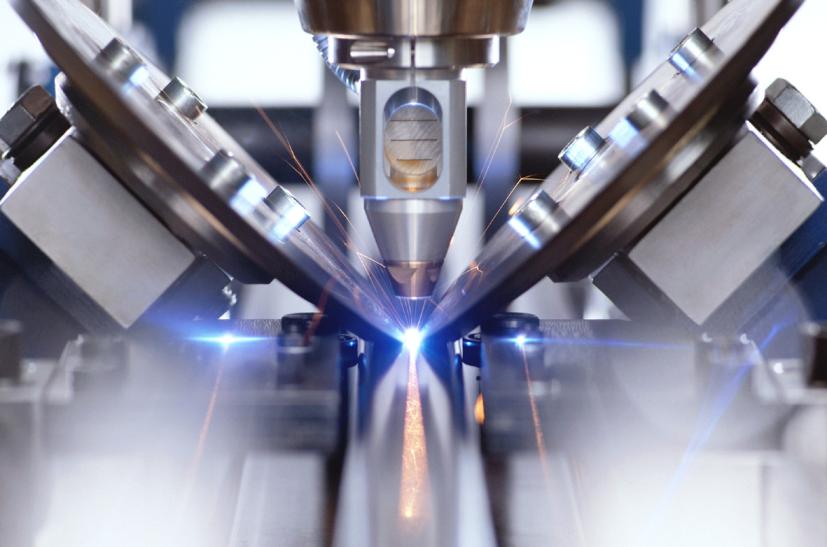
Лазерная обработка
Станки для лазерной резки точны и предупреждают потери материала в месте среза за счет малой его ширины. Применяется этот тип оборудования для обработки мягких цветных металлов: алюминия, латуни, бронзы (включая ценные). Нередко станки для лазерной резки применяют для изготовления заготовок под электронные платы, деталей для современной бытовой техники.
Гидроабразивные и электроэрозионные станки
Эти виды оборудования используются для точной резки любого металла произвольной толщины. Сравнительно невысокая скорость обработки компенсируется качеством. Оба способа гарантируют высокую точность и очень малый расход на припуск при резке. Станки гидроабразивного и электроэрозионного действия применяют в космической, электронной и других видах промышленности.

Портальные машины газовой резки металла
При обработке промышленных объемов металла на современных предприятиях используют портальные машины газовой резки. Устройство станка позволяет разместить в рабочей зоне лист размером от 1,5х3 м до 3х12 м.
Такой способ резки экономичен, но есть и небольшой недостаток. При обработке листового металла небольшой толщины возможна термоусадка и снижение точности реза. Оператору в работе с портальной машиной газовой резки потребуется максимальная внимательность и опыт.

Выставка оборудования металлообработки
Выставка металлообработки представляет собой серьезное событие узкоспециализированной направленности, которое собирает вместе профессионалов этой области. Прогрессивное оборудование, новые методики обработки поверхностей, современное ПО, комплектующие – все это представлено на организованной выставке. Здесь вас ждет: информация о последних научных достижениях, содержательное общение с экспертами и продуманная деловая программа.

Участники и посетители
Участниками события выступают компании с мировым именем, и малоизвестные производители/поставщики, которые стремятся к увеличению спроса и результативному товаропродвижению. Главная задача – демонстрация высокопроизводительной станочной продукции, инструментов, материалов и последних разработок в данной отрасли.
Среди посетителей выставки:
- генеральные директора и заместители;
- ведущие технологи;
- главные инженеры.
Здесь собираются профессионалы в таких промышленных отраслях, как судо- и машиностроение, металлургия, энергетика, строительство и так далее. Руководители производственных компаний и заводов выбирают высокопроизводительные станочные системы для эффективного выполнения поставленных задач.

Преимущества выставок
Каждая сторона получает выгодные положительные моменты, о которых поговорим подробнее.
Участники события могут в кратчайшие сроки:
- найти потенциальных покупателей, желающих приобрести специализированное оборудование и инструменты для металлообработки;
- увеличить число продаж;
- расширить территориальные границы продаж;
- устроить демонстрацию современных технологических решений и инновационных разработок компании;
- узнать непредвзятый анализ технических характеристик и эксплуатационных показателей выставленной техники;
- наладить общение с организациями-посредниками и руководителями компаний, применяющими предлагаемые станочные системы.
Для посетителей преимуществами станут:
- широкий ассортимент высокопроизводительных устройств;
- непосредственный анализ технических показателей;
- изучение последних разработок;
- проверка современных технологий в рабочем режиме;
- оформление сделок на выгодных условиях;
- рекомендации экспертов по правильному выбору металлообрабатывающей продукции.

Условия узкоспециализированных выставок позволяют участникам и посетителям начать деловые отношения, которые в дальнейшем приведут к долгому взаимовыгодному сотрудничеству.
Как выбрать шлифмашину: советы профессионала
Прошлые статьи мы посвятили шуруповёртам, болгаркам, цепным пилам , лобзикам, миксерам, краскопультам, торцовкам, отбойным молоткам, перфораторам. Сегодня же всё наше внимание будет приковано к инструменту, орудующему наждаком.
Отшлифовать или состарить деревянную деталь, снять лакокрасочное покрытие, удалить ржавчину, сточить заусенцы, затереть шпаклёвку, обработать пластик, отполировать камень — всё это и многое другое под силу современным шлифовальным машинам. Итак, предлагаем лозунг: «Выбирайте шлифмашину с нами, выбирайте как мы, выбирайте лучше нас!»
Шлифование: этот процесс у многих вызывает неприятные ощущения, даже при одном упоминании о нём. Что тут скажешь, шлифование — операция монотонная, трудоёмкая, кропотливая, пыльная, иногда шумная, немножечко вредная, но, к сожалению, неизбежная. Современные требования к отделочным работам достигли невиданных высот, никто уже не ставит под сомнение факт, что плоскости должны быть идеально ровными и гладкими. Финишные высокотехнологичные покрытия всё больше стремятся к тонкослойности и только подчёркивают недостатки основы. Даже укрупнённые, с готовым декоративным покрытием листовые строительные материалы приходится соединять, после чего следует заделка/шпаклевание или герметизация шва с последующей шлифовкой. Отечественные строители-отделочники и цеховики (производители мебели, «столярки», изделий из камня, объёмных полимеров, металла) медленно но верно привыкают к новым стандартам, неведомым ранее.
К счастью, матчасть отстала ненадолго: справиться с поставленной задачей рабочему люду помогает узкоспециализированный, относительно недорогой инструмент — всемогущие шлифовальные машины, без которых нам уже не обойтись. В прошлом остался до боли знакомый наждак, закреплённый на деревянном бруске, или зажатый в руках. Передовики капиталистического производства выдали на-гора много, очень много замечательных профессиональных аппаратов для шлифования, рассчитанных на любые случаи жизни, не обделив вниманием и домашних мастеров — любителей создавать что-либо собственными руками. Разобраться в многообразии шлифмашин и сделать правильный выбор на самом деле несложно, главное знать, для чего предназначен конкретный инструмент, а также ясно понимать, какие задачи вы будете ставить перед шлифмашиной.
Принято различать три основных типа шлифовальных машин: ленточные, эксцентриковые (орбитальные), плоскошлифовальные (вибрационные). Все они имеют свою специализацию и образуют своеобразный каскад возможностей, направленный от быстрой грубой обработки до деликатного финишного шлифования. Многие из тех, кто «по долгу службы» плотно связан со шлифованием, имеют в своём арсенале полный набор инструмента этого класса. Ленточные шлифмашины — тяжёлая артиллерия для снятия больших слоёв с обширных плоскостей. ПШМ ориентированы на финишную обработку. А ЭШМ способны давать ещё более качественный результат, граничащий с полированием, но, по сравнению с вибрационными машинами, они имеют другой принцип работы и другую начинку.
Ленточные шлифовальные машины
Выше мы неосторожно назвали ленточную шлифмашину тяжёлой артиллерией, на самом деле уместнее было бы сказать «танк». Рабочий элемент этого хорошо узнаваемого инструмента — абразивная лента, склеенная в виде бесконечного кольца, которая перемещается по двум концевым роликам и отчётливо напоминает трак гусеничной машины. Такие агрегаты сравнительно мощные, они имеют относительно простую надёжную конструкцию (угловой редуктор плюс клиноременная передача), низкий центр тяжести, солидную скорость движения абразивного материала. С помощью ленточной шлифовальной машины можно легко снять слой материала в несколько миллиметров, сделать на заготовке кромку или закругление, удалить старое лакокрасочное покрытие или ржавчину. Ей подвластны: дерево, металл, полимеры, минеральные строительные материалы… Очистить от краски полы — да, подкорректировать строганный брус — пожалуйста, выровнять с браком шпаклёванную стену — без проблем. Однако стоит понимать, что высокая производительность является не лучшим другом качества, обязательно будут царапины и раковины. Для финишного шлифования необходимо будет применить орбитальную или плоскошлифовальную машину.
Не секрет, что на производительность электрического инструмента прямо пропорционально влияет потребляемая мощность его мотора — чем она выше, тем больше мы можем выжать из конкретного агрегата. В случае с ЛШМ у потребителя есть возможность выбирать из моделей с двигателем от 0,5 до 1,2 кВт (Skil Masters 7660MA — 1200 Вт).
Обратите внимание, что инструмент китайских торговых марок зачастую заявляется с завышенными показателями мощности двигателя, либо, если там действительно имеются озвученные ватты, то они не сбалансированы с остальными характеристиками аппарата. Рекордной мощностью хвалятся те производители, которым показать больше нечего, кроме разве что большого веса и громоздкости «уникального» изделия.
Следующая важная для ленточной шлифовальной машины характеристика — это скорость. Очевидно, что её тоже нужно учитывать, для определения возможностей инструмента. Быстрая машинка и сделает больше, но вот придавить её не удастся, если выдающаяся скорость не будет подкреплена добавочной мощностью. Всему виной пресловутый крутящий момент, который говорит, что чем больше скорости у инструмента, тем меньше ему остаётся силы. Ответственный производитель тщательно балансирует эти характеристики, делает их взаимно изменяемыми, за что иногда отвечает умная электроника. Скорость движения ленты в данных шлифмашинах может находиться в пределах 150–550 метров в минуту (Фиолент МШЛ1–100 — 550 м/мин.).
Может возникнуть вопрос, а зачем вообще выпускать шустрые, но относительно слабомощные ЛШМ? Просто сверхпроизводительная (быстрая и одновременно сильная) машина сложнее управляется, она тяжелее, крупнее, дороже. Ею, при избыточном нажатии, легко испортить заготовку. В свою очередь маневренными скоростными легковесами удобно в короткие сроки, часто «по месту», обработать поверхность большой площади. Если вы ещё не знаете, какие нагрузки ожидают шлифмашину — выбирайте более медленную модель, на которую можно немного надавить, поэтому она будет более универсальной. Ещё многограннее являются ЛШМ с возможностью предустановки скоростного режима (Sparky MBS 976, DeWalt DW433). Среди них есть варианты с плавными или ступенчатыми регулировками.
Самое время сказать и об электронных системах, которые помогают в работе ленточными шлифмашинами. Эти машинки небогаты на электронную начинку, по сравнению с другими видами электрических инструментов . Всё обычно ограничивается регулированием скорости движения ленты. Переключатель, отвечающий за эту функцию, выполняется в виде ползунка или колёсика с делениями. Есть модели с защитой от перегрева (Metabo BAE 75). С некоторой натяжкой сюда можно отнести функцию фиксации пусковой кнопки во включенном положении.
Куда интереснее дело обстоит с механическими «прибамбасами». В комплекте может идти подставка или специальные струбцины, предназначенные для стационарного крепления инструмента (очень удобно для обработки мелких деталей). Шлифовальная рама служит своего рода ограничителем, который помогает избежать повреждения заготовки. Параллельный или угловой упор пригодится для получения точного скоса или ровной параллельной поверхности. Тонкий передний ролик в некоторых ЛШМ (Black&Decker KA88) имеет малый диаметр, что позволяет до минимума уменьшить мёртвую зону во внутренних углах. Автоматическая центровка ленты (хитрая бочкообразная форма одного из роликов) не позволяет последней предательски сползать в самый неподходящий момент. Дополнительная рукоятка с изменяемым наклоном или съёмная значительно увеличит функциональность машинки в «зажатых» местах — иногда ощутимо.
Отдельное внимание стоит уделить размерам рабочей плоскости — подошвы, соответственно, длине и ширине ленты. Широкие подошвы (100 мм) характерны для мощных профессиональных моделей, благодаря чему они становятся более стабильными и производительными. Класс «хобби» обычно ограничивают 75 миллиметрами. Длинная и широкая подошва дорогих ЛШМ имеет сложную конструкцию, состоящую из подложки и упругой пластины, что позволяет иметь постоянный равномерный контакт наждака с деталью, такой инструмент хорошо «держит плоскость». Нужно упомянуть «ленточки» с узкой оснасткой — это так называемые «электронапильники», которые не отличаются большой мощностью и универсальностью, но спецы ценят их за небывалую компактность (например, Makita 9032 с лентой шириной всего 9 мм).
Система пылеудаления есть во всех ленточных аппаратах, но не во всех она работает одинаково эффективно. Борьба с пылью ведётся либо с помощью подключаемого через патрубок пылесоса, либо сбором её в мешок, встроенный фильтр. Конечно, пылесос предпочтительнее, особенно при шлифовке минеральных оснований. В сверхдешёвых моделях крыльчатка, отвечающая за всасывание воздуха, со своей функцией не справляется, каналы быстро забиваются, в воздухе остаётся много вредной «муки».
Плоскошлифовальные (вибрационные) машины
Если брать во внимание чистоту обработки деталей, то плоскошлифовальные аппараты занимают промежуточное положение между ленточными и орбитальными. С их помощь осуществляют финишное шлифование плоских поверхностей, выполненных из самых разнообразных материалов — пластик, древесина, камень, металл… Благодаря сравнительно большой рабочей плоскости ПШМ пригодна для работы с серьёзной квадратурой. Секрет популярности вибрационных шлифмашин кроется в их умеренной стоимости, доступности элементов оснастки, а также в отсутствии мёртвых зон обработки (плоская вынесенная подошва легко обрабатывает углы).
Главный рабочий орган плоскошлифовальной машины — это плита, которая с небольшой амплитудой совершает частые возвратно-поступательные движения. Мотор в таких машинах располагается вертикально, что даёт возможность с помощью тандема «эксцентрик-противовес» вращательные движения вала перевести в поступательные движения платформы.
Большинство вибрационных шлифмашин традиционно могут похвастаться мотором мощностью в пределах 150–300 Вт, они довольно маневренны, в меру легки и компактны. Подобного уровня силовой установки практически всегда достаточно. Однако такое единомыслие производителей было бы, по меньшей мере, странным — существуют модели мощностью до 600 Вт (Makita 9046). Они, конечно, тяжелее и крупнее, но могут подолгу без перегрева работать на малых скоростях.
Важнейшим показателем ПШМ является амплитуда хода подошвы. В разных моделях она может разниться, хотя неизменно является сравнительно малой величиной. В среднем по классу платформа совершает перемещения на 1–3 мм, в более подвижных моделях могут фигурировать цифры 5–6 мм (Festool RS 100). Большая амплитуда помогает быстрее отшлифовать поверхность, но такая обработка вместе с тем будет и более грубой.
Ещё один нюанс — это частота хода подошвы. На высокой скорости машина быстро снимает относительно более толстый слой, а при меньшей частоте проще добиться точного финишного шлифования. Некоторые производители делают частоту движения платформы изменяемой, превышая отметку 20000 ходов в минуту (Bosch GSS 280 AE L-BOXX), что позволяет подстроиться под обработку различных видов материалов, под особенности конкретных поверхностей.
При выборе вибрационной шлифмашины отдельное внимание необходимо уделить платформе. С её размерами всё довольно просто, есть два варианта: своеобразный «стандарт» и модели «мини» — площадь плиты около 100 мм2 (Makita BO4557, Sparky MP 250). Малыши хорошо подходят для узких, зажатых мест. Очевидно, что подошва должна быть качественной, идеально плоской, с чёткими геометрическими формами. Бюджетные машинки оснащаются платформой из стали или высокопрочной пластмассы, а более дорогие аналоги — литыми площадками из сплавов с содержанием алюминия или магния (Festool RS 100). Хорошая подошва отличается точной балансировкой, что легко определяется малой степенью вибрации при работе без нагрузки (холостой ход). Немаловажно, из чего изготовлена накладка, самый подходящий вариант — это пористый полимер, он лучше, чем резина, «держит» плоскость.
В отдельный класс выделяют вибрационные шлифовальные аппараты с дельтовидной платформой, в народе их называют «утюг» (Hitachi SV12SH, Makita BO4565). Из-за миниатюрных размеров и хорошей «проходимости» их применяют для обработки предметов с небольшими деталями и сложных поверхностей, таких как мебель, столярка, элементы лестниц, кузов автомобиля. Их треугольные платформы бывают поворотными — можно продолжать работу неравномерно «съеденным» лепестком наждака (Festool Deltex DX 93E) или съёмными (с быстрой установкой другого типа площадки — для вогнутых/выпуклых поверхностей, для структурирования, полирования, натирки).
Наждак по-разному может крепиться к площадке. Удобнее, когда бумага фиксируется на липучках, но специальная оснастка стоит относительно дорого. Вариант с подпружиненными зажимами несколько сложнее, зато можно использовать недорогую шлифовальную бумагу, нарезанную собственноручно (стоит лишь в нужных местах проделать отверстия для пылеотвода).
Борьба с мелкой пылью, которая неизбежно образуется при работе шлифмашиной, ставит множество задач перед разработчиками. Им приходится усиленно работать над защитой всех механизмов. В данном случае применяется особая герметизация мотора, защищённые подшипники и переключатели, непроницаемый корпус, система каналов с принудительным пылеотсосом. Чтобы пыль удалялась из рабочей зоны и не насыщала воздух, её направляют в мешок-сборник или фильтр, в большинстве случаев к патрубку можно подключить пылесос — это самый действенный метод защиты.
Эксцентриковые (орбитальные) шлифовальные машины
Этот тип шлифмашин предназначен для высококачественной обработки. Деликатное шлифование и даже полирование — вот их стихия, хотя производительность таких аппаратов может быть не менее впечатляющей, чем у вибрационных машин. Они справятся с любым материалом, чаще всего ЭШМ вы встретите у деревянных дел мастеров, автомобильных маляров. В работе с профильными, объёмными, криволинейными предметами эксцентриковым шлифмашинам нет равных, с плоскостями у них тоже проблем не возникает. Единственное, где такая машинка спасует, это в углах и мелких углублениях — «тарелка» туда просто не достанет.
Так же как и плоскошлифовальные агрегаты, «орбиталки» имеют эксцентрик и противовес, с помощью которых круглая шлифовальная плита выполняет не только движение вокруг своей оси, но и по «орбите» с небольшой амплитудой. Интересно, что осевое движение происходит обычно по инерции, а в некоторых моделях, является принудительным (посредством шестерёнчатой передачи — Kress 900 MPS). Такое сложное перемещение рабочего полотна вкупе с высочайшей скоростью вращения как раз и позволяет получить поверхность отличного качества, без углублений, волн и царапин.
От 200 до 900 ватт — столько потребляют моторы современных ЭШМ. Те, что более мощные, естественно, будут и производительнее, они с лёгкостью потянут подошву покрупнее, до 150 мм в диаметре (например, 400-ваттная Bosch GEX 125–150 AVE или Интерскол ЭШМ-150/600Э).
По скорости поступательного движения орбитальные машины также имеют различия. Если говорить о вращении, то этот показатель может быть от 4 до 14 тысяч оборотов эксцентрика в минуту для моделей с регулировкой (Metabo SXE 425), и около 12000 для моделей без таковой. Если говорить о понятии «колебание» — то данные цифры будут вдвое меньше. На самом деле тут всё просто, чем выше скорость, тем грубее будет обработка, но тем быстрее можно выполнить работу.
Эксцентрик орбитальных машин может иметь не одинаковый «размах» — от 2 до 7 мм (Festool WTS 150/7 E-Plus). Это называется амплитудой колебания. Чем она меньше, тем меньше вибрации генерирует аппарат, тем компактнее ходит тарелка, тем меньшую площадь мы обрабатываем, но тем чище будет шлифование. В некоторых ЭШМ оператор может устанавливать определённую амплитуду, влияя на производительность и тонкость шлифования.
По сравнению со своими собратьями (ЛШМ и ПШМ) «орбиталки» обычно хорошо нашпигованы электроникой. Про установку скорости и амплитуды мы уже поговорили, вдобавок к этому профессиональный инструмент снабжают системой автоматического поддержания частоты (Bosch GEX 150 Turbo), чтобы она не падала под нагрузкой — это константная электроника. В некоторых моделях имеется электродинамический тормоз (AEG EX150ED K), который после отключения кнопки «пуск» мгновенно стопорит рабочую плиту, предотвращая порчу заготовки и снижая возможность травматизма. Для мощных профессиональных машин может быть предусмотрен ограничитель пусковых токов (Makita BO6040), который плавно разгоняет инструмент, не допуская стартового рывка и предохраняя сеть от кратковременной, но увеличенной в разы нагрузки.
К очень приятным опциям отнесём съёмный сетевой кабель, регулируемую или съёмную переднюю рукоятку, фиксацию пусковой клавиши, функциональный отвод пыли.
Обязательно нужно обратить внимание на тип шлифовальной подошвы. Во-первых, если нужна особо деликатная обработка, не гонитесь за большой тарелкой, у неё, кстати, и мёртвая зона больше, и амплитуда порядка 5–7 мм. Плита, сделанная из металла, обладает стабильностью, высокой прочностью и отлично отводит тепло. Эластичная тарелка хорошо совладает с выпуклыми поверхностями. Все они имеют липучку для фиксации наждака и отверстия для отсоса пыли. Эти отверстия у отдельных производителей могут быть разными по размеру, количеству и расположению, по этому признаку нужно подбирать подходящую оснастку.
Несколько общих советов касающихся выбора
Если финансовый вопрос имеет не последнее значение, то для домашней мастерской можно приобрести модель из разряда «хобби». Неплохие экземпляры предлагают фирмы Black&Decker, Skil, Sparky, Bosch. Посмотрите в сторону отечественного производителя — «Интерскол», «Фиолент» заметно подтянулись в плане качества и функциональности своего инструмента.
Обратите внимание на массу и габариты интересующего изделия, особенно если много работы планируется «по месту», на весу, на вытянутых руках. Отдайте предпочтение не слишком мощной машине, а более скоростной, она будет легче, компактнее и дешевле. А вот для регулярного выполнения операций на верстаке большой вес аппарата станет скорее плюсом, чем минусом.
Обязательно хорошенько «пощупайте» шлифмашину, найдите самую подходящую вам по эргономике. Определитесь с типом основной и дополнительной рукоятки, скорее всего вам придётся выбирать между «грибом» и «скобой». Посмотрите, удобно ли расположены переключатели, и как они работают, насколько легко меняется оснастка, не мешает ли сетевой шнур.
Проверьте подвижные части изделия на наличие люфтов. Посмотрите на точность подгонки деталей корпуса. Включите машину в магазине, хотя бы на холостом ходу оцените уровень шума и вибрации. Поинтересуйтесь стоимостью, ассортиментом и возможностью взаимозаменяемости расходных материалов.
Взвесьте все «за» и «против», не торопитесь с выбором, тогда весь ремонт пройдёт гладко.