Ручные электрические машины для обработки дерева
При ручной столярной работе много сил и времени отнимают заготовка материала и его черновая обработка. Облегчить и ускорить заготовку помогают ручные электрические машины для обработки дерева (рис. 8).
Промышленность выпускает в розничную продажу электрические рубанки и пилы на 220 В однофазного и трехфазного тока, а также универсальные деревообрабатывающие станки однофазного и трехфазного тока на 220 В. Двигатели трехфазного тока более мощны и могут работать в непрерывном режиме, однофазного — требуют периодической остановки для охлаждения. При выполнении небольших по объему работ и те и другие двигатели пригодны, но однофазные легче приспособить к электропитанию через бытовую сеть.
Преимущество работы ручными электромашинами заключается в их высокой производительности за счет повышения количества ударов по дереву за единицу времени, нежели при ручной работе. Чистота обработки поверхности также зависит от количества режущих ударов. Так; при одном и том же числе оборотов пила с мелкими зубьями даст более чистый пропил, чем пила с крупными зубьями; валик, имеющий четыре ножа, будет строгать чище двухножевого и т. д. Повышает чистоту работы и уменьшение скорости подачи детали на режущую часть.

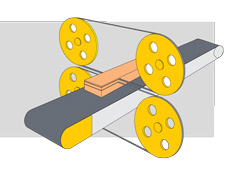
Рис. 8. Станки аля обработки дерева:
7 — универсальный станок с ножевым пильным валиком и фрезерным патроном: а — станок встроен в верстак; б — подъем зарезцовой части стола рубанка; 2 — фрезерный настольный станок: а — переставной упор; б — шарошки; 3 — настольный круглопильный станок: а — подвижный упор; б — скользящий упор для усовых запилов; в — подъемное устройство для стола; г — рассвет упорного бруска при распиловке; д — приспособление для точного пиления тонких деталей; 4 — формы зубьев круглых пил: а — для продольного пиления с разводом зубьев; б — заточка зубьев металлорежущей фрезы; в — для ’’бархатного” пиления (применяется и для пиления металла): 5 — обработка кривых кромок на фрезерном станке с помощью шаблона; 6 — обработка проушин и шипов с помощью сверла на фрезерном столике универсального станка
Обрабатывать дерево ручными электромашинами можно двумя способами: перемещая машину по детали или деталь по неподвижно закрепленной машине. Для столярного дела более пригоден второй способ, так как он дает мастеру возможность чувствовать характер обработки и видеть поверхность детали. Первый способ можно применять лишь для грубой обдирки и раскроя. Поэтому, если электромашину нельзя прикрепить к верстаку подошвой вверх, то для столярной работы она не годится.
В этом отношении универсальный переносной станок удобнее, чем электропила и электрорубанок, так как нож и пила в нем уже встроены как нужно, и деталь по плоскости рабочего стола перемещают руки мастера. Основным недостатком встроенных переносных универсальных станков по сравнению с электрорубанком является меньшая чистота строгания. Это объясняется тем, что частота вращения валика и пилы в таком станке одинаковы, в то время как в электрорубанке валик, вращаемый за ремень, имеет в четыре раза большую скорость, чем электропила (соответственно 10—12 тыс. и 2,5 тыс. об/мин). Другие недостатки таких станков — их малая масса, отчего детали обрабатываются неточно из-за вибрации, и небольшие размеры рабочей плоскости, на которой трудно удержать большую деталь или щит. Чтобы этого избежать, необходимо увеличить размер рабочего стола, поэтому целесообразно встроить станок в верстак заподлицо с его верхней плоскостью. В этом случае большая деталь может лежать на рабочем месте и продвигаться без перекоса.
Если характер работы зуба ручной пилы не отличается от работы зуба электропилы, то строгание ножевым валиком принципиально отличается от строгания рубанком. Валик выбирает серпообразную в сечении стружку небольшой длины. Поэтому остроганная электрорубанком поверхность дерева имеет поперечные бугорки — волны, заметные глазом и наощупь. Избежать их можно, лишь работая на специальных массивных станках с очень высокой частотой вращения вала (до 20 тыс. об/мин или при очень малой непроизводительной подаче). Поэтому строгая на станке деталь, необходимо оставлять всякий раз припуск на чистовую обработку вручную.
Для чистой столярной работы ручные строгальные электромашины малопригодны, правда сучки и завитки вокруг сучков ими обрабатывают быстрее и чище, чем вручную.
Каков бы ни был характер строгальных электромашин, к ним необходимо прикрепить сбоку опорный брусок или массивную пластину так, чтобы ее боковая плоскость составляла с подошвой рубанка или столиц ка универсального станка 90°. Прижимая остроганную плоскость детали к этому боковому брусу — упору, нижняя прострагиваемая часть детали образует с боковой прямой угол. Без этого получить прямой угол смежных плоскостей так же трудно, как и вручную: потребуются подстрагивание и постоянная выверка.
Так как электрорубанок снимает за один проход довольно толстый слой (до 2 мм), то нужно внимательно следить, чтобы не перестрогать. В строгальных устройствах плоскость стола за валиком должна быть выше плоскости перед валиком на глубину строгания (см. рис. 8,1 б); при этом выпуск ножа должен точно совпадать с поднятой задней плоскостью. Проверяют это стальной массивной линейкой. Если подъема не делать и ножи будут выше, чем поднятая задняя плоскость, то на изделии при каждой остановке в строгании и при его окончании будет получаться седлообразная выемка, могущая испортить деталь. Практически такая выемка получается всегда, особенно в коротких деталях. Это надо учитывать при разметке длины заготовок.
В электромашинах с регулируемым подъемом плоскости всегда нужно делать такую проверку выпуска ножа. Все ножи должны при этом находиться в одинаковом положении. Поскольку после строгания электромашиной необходима ручная зачистка, небольшими забоинами ножей можно пренебречь, так как остающиеся от детали полоски легко счищаются.
Очень удобна при малообъемной столярной работе электропила. Мелкозубая хорошо отточенная круглая пила может дать поверхность разреза, практически не требующую строгания; после ипсурения такая поверхность пригодна для отделки. Электропилой можно нарезать какой угодно толщины и ширины бруски и раскладки. Используя упор-фиксатор, можно нарезать абсолютно одинаковые по размерам детали, выбирать пазы и четверти, снимать фаску и т. д. Но для этого необходимо, чтобы рабочий стол; по которому продвигается деталь, имел подъем, позволяющий менять выпуск пилы за плоскость стола по усмотрению. Кроме того, нужны продольный передвигаемый брус-упор, вертикальный прижим-ограничитель для разрезания очень тонких деталей, несколько пильных дисков, имеющих разные заточку и размер зубьев, угловой упор, косая шайба для „пьяной” пилы, позволяющей вырезать проушины для шипов. Все это можно устроить на столике с универсальным станком, так, как показано на рис. 8,5, либо встроив пилу в специальное самодельное устройство.
И электропилу и электрорубанок можно сделать самим в виде рабочего валика, укрепленного на уровне рабочей плоскости стола и двигателя, размещаемого ниже. Вращение валику передается через клиновой ремень. Имея набор шкивов, можно в существенных размерах изменять скорость вращения валика.
Для сложных столярных работ применяют фрезерный станок (см. рис. 8,2) самодельного устройства (фабричные фрезерные станки слишком мощны, велики и тяжелы). Наиболее распространенная конструкция фрезерного станка такова: стальной довольно массивный стол с двигателем, имеющим длинный (10-15 см) рабочий шпиндель, на который навертывают или закрепляют гайкой режущие ножи — шарошки. Двигатель укрепляется под столом так, что шпиндель вертикально выходит за рабочую поверхность стола. На столе проделывают ряд отверстий для болтов, крепящих опорные угольники.
При обработке прямолинейных профилей, пазов детали, укрепляемые на подкладке, перемещают вдоль этого упора. При необходимости сделать криволинейный профиль на шпиндель ниже резца надевают гладкое кольцо, а подкладку, несущую деталь, отбортовывают по шаблону (см. рис. 8,6). Упираясь шаблоном на гладкое кольцо, деталь продвигается, а резец снимет с нее излишек точно по шаблону. На фрезерном станке можно обрабатывать таким способом кривые любой формы — эллипсы, круги и т. п.
Станина станка должна быть устойчивой во всех направлениях, так как усилия прижатия детали к резцу направлены горизонтально в разные стороны в отличие от рубанка и пилы, где они направлены сверху вниз.
Резцы фрезерного станка (шарошки) — звездообразной формы с малым количеством зубьев. Обычно это двузубые резцы, изготовленные кузнечным или слесарным способом.
Если на вал фрезерного станка надеть круглый пильный диск, то его можно использовать и для распиливания материала, только пильный шов здесь будет горизонтальным, а пила при работе видна Целиком, что более опасно, чем при полускрытом диске.
Следует отметить, что при работе и электропилой, и фрезерным станком, и электрорубанком нужно соблюдать осторожность, ни в коем случае не приближая руки к движущимся режущим частям до их полной остановки. Нельзя также работать в перчатках или рукавицах.
Итак, главное преимущество ручных электромашин — это возможность производить большое количество однотипных деталей, погонажа, раскладок, без которых невозможно обойтись при столярной отделке помещений, изготовлении рамок и карнизов. Ручными электромашинами можно обрабатывать также пластик, металл и эбонит (последний на невысоких оборотах, смачивая водой), используя их в качестве вставок для инкрустации.
Из других электромашин следует упомянуть ручную шлифовальную электромашину с возвратно-поступательным движением шлифовального столика, в котором закрепляется шкурка. Эта машина удобна в работе, надежна и существенно облегчает труд при обработке больших, а также выпуклых поверхностей, особенно в тех случаях, когда для изделия выбрана твердая порода дерева. Помимо шлифования непосредственно дерева ею можно шлифовать и нитролаковую поверхность, заменив шкурку фетром.
Ручные сверлильные электромашины трудноуправляемы в столь податливом материале, как дерево, но все же небольшая электромашина пистолетного типа (до 8 мм) может пригодиться, особенно при работе с щитами из древесностружечных и древесноволокнистых плит, а также при большом количестве крепежных деталей в виде шурупов и нагелей разного рода.
В книге не приводятся марки ручных электромашин ввиду довольно большого количества образцов, которые к тому же все время меняются, улучшаются и получают при этом новые названия. Весьма различны они и по стоимости. Самое главное — это уяснить принципиальные преимущества и возможности такого инструмента в зависимости от тех целей, которые ставятся при их приобретении и использовании.
Все электромашины требуют заточки й наладки режущих частей — ножей, пил, фрез.
При заточке строгальных ножей необходимо выдержать прямолинейность режущей кромки и угол заточки (30°). На руках нож точно выточить нельзя, поэтому нужно сделать к точилу приспособление, подобное тому, что показано на рис. 8. Править на оселке резец не обязательно.
Поскольку в поперечном пилении нет особой надобности, нужно иметь разные диски только для продольного пиления. Зубья диска разводятся не менее чем на 1/3 толщины, отгиб проверяют приспособлением. Чем диск тоньше, чем легче пилить, тем меньше опилок. Заточка ведется с двух сторон вразноточку с уклоном напильника к плоскости диска на 75-80° или на плоском наждачном круге со скошенной фаской. Металлорежущие дисковые фрезы, используемые для обработки дерева, затачивают вразноточку с уклоном 60° и для отвода опилок снабжают прорезями через два зуба. Глубина прорезей около 8 мм. Разводить фрезу нельзя — она сломается.
Следует все же отметить, что для серьезных занятий столярным делом наличие циркульной электропилы в наборе инструмента обязательно. Это даст возможность сосредоточить внимание на основном — качестве ручной работы и художественном использовании дерева.
6 основных операций по обработке древесины на станках

Содержание:
Два типа станков для пиления, три вида для строгания, четыре – для шлифования. Все они могут использоваться на предприятиях по производству мебели, так как процесс ее изготовления состоит из множества этапов. Для выпуска погонажных изделий потребуется одна или две распиливающие машины.
Выбор домашнего мастера также определяется задачами, которые он будет выполнять. В любом случае важно, чтобы оборудование обеспечивало качественный результат работы. Поэтому мы расскажем вам, какие деревообрабатывающие станки и оборудование лучше использовать для основных операций, существующих в деревообработке.
Пиление
Разделение материала на части – начало начал в деревообработке. И на лесопильных предприятиях, в мебельном производстве, в строительстве. Станки позволяют быстро получать заготовки требуемого размера с наименьшим количеством опилок. Для пиления применяют два вида машин: ленточные и дисковые. Их выбор зависит от задач, которые планируется выполнять.
Например, для распиливания длинных заготовок вдоль по толщине применяют горизонтальные ленточные станки. То есть из одной толстой доски с их помощью можно сделать две, такой же длины, но более тонкие. Эту работу выполняет однопильный ленточно-делительный станок, например, High Point HP-12.
 Агрегаты с двумя пильными лентами, аналогичным образом распиливают доску или брус на три части. У них две замкнутые ленты вращаются на шкивах. Такой станок называется двупильным ленточно-делительным. Как и в однопильном, в нем, кроме главного движения, реализовано движение подачи, что обеспечивает высокую производительность. Горизонтальные ленточные станки применяют на предприятиях, выпускающих погонажные изделия, щиты, обрабатывающих горбыль.
Агрегаты с двумя пильными лентами, аналогичным образом распиливают доску или брус на три части. У них две замкнутые ленты вращаются на шкивах. Такой станок называется двупильным ленточно-делительным. Как и в однопильном, в нем, кроме главного движения, реализовано движение подачи, что обеспечивает высокую производительность. Горизонтальные ленточные станки применяют на предприятиях, выпускающих погонажные изделия, щиты, обрабатывающих горбыль.
 В столярном деле для изготовления мебели, окон, элементов внутренней и наружной отделки дома применяют готовые доски, бруски. Их распиливают вдоль и поперек, чтобы получить заготовки нужного размера для последующей обработки. Для этого применяют вертикальные ленточные пилы. Они оборудованы одной режущей лентой. Скорость ее движения можно регулировать, в зависимости от особенностей обрабатываемой древесины, размеров заготовки и рекомендаций производителя ленты. Для выбора режима резания пользуются справочниками — правильный подбор скорости обеспечивает высокую производительность и долгий срок службы оснастки. Подача заготовки осуществляется вручную. Это позволяет выполнять не только прямолинейные, но и криволинейные распилы.
В столярном деле для изготовления мебели, окон, элементов внутренней и наружной отделки дома применяют готовые доски, бруски. Их распиливают вдоль и поперек, чтобы получить заготовки нужного размера для последующей обработки. Для этого применяют вертикальные ленточные пилы. Они оборудованы одной режущей лентой. Скорость ее движения можно регулировать, в зависимости от особенностей обрабатываемой древесины, размеров заготовки и рекомендаций производителя ленты. Для выбора режима резания пользуются справочниками — правильный подбор скорости обеспечивает высокую производительность и долгий срок службы оснастки. Подача заготовки осуществляется вручную. Это позволяет выполнять не только прямолинейные, но и криволинейные распилы.
Расходные материалы для станков поставляются отдельными полосами. Перед установкой ленту нужно спаять в круг. На крупных предприятиях для этого используется специальный электрический аппарат для контактной стыковой сварки. В мастерских применяют клещи для точечной сварки или паяльную лампу. Припой может быть медным, латунным или серебряным.
 Распиливать заготовки из дерева вдоль, поперек и под углом удобно с помощью циркулярных (распиловочных) станков. Их режущий инструмент – пильный диск. Он выступает над рабочим столом. Оператор продвигает заготовку к нему и выполняет распил. На крупных предприятиях дисковые пилы используются на вспомогательных операциях, так как на основных применяют машины с автоматической подачей заготовки. В мастерской циркулярная пила – один из основных инструментов, но и ленточнопильные установки также популярны. Если вы не знаете, что из этих станков купить, воспользуйтесь таблицей, где выделены возможности этих устройств.
Распиливать заготовки из дерева вдоль, поперек и под углом удобно с помощью циркулярных (распиловочных) станков. Их режущий инструмент – пильный диск. Он выступает над рабочим столом. Оператор продвигает заготовку к нему и выполняет распил. На крупных предприятиях дисковые пилы используются на вспомогательных операциях, так как на основных применяют машины с автоматической подачей заготовки. В мастерской циркулярная пила – один из основных инструментов, но и ленточнопильные установки также популярны. Если вы не знаете, что из этих станков купить, воспользуйтесь таблицей, где выделены возможности этих устройств.
| Возможности | Ленточнопильный станок | Циркулярный станок |
| Криволинейный пропил | да | нет |
| Глубина пропила | До 400 мм | До 127 мм |
| Пропил в середине детали | нет | да |
| Замена расходных материалов | требуется пайка | Диск легко заменить новым, оснастка всегда есть в продаже. |
Строгание
 Для устранения дефектов материала — шероховатостей, рисок, покоробленности, для придания заготовки нужного размера — выполняют строгание. В ходе этого процесса резец или ножи снимают слой материала, в результате обработки получается гладкая поверхность. При изготовлении мебели ее затем шлифуют, а в строительстве часто ограничиваются одним строганием. Операция выполняется вручную или механически. В последнем случае достигается наибольшая производительность.
Для устранения дефектов материала — шероховатостей, рисок, покоробленности, для придания заготовки нужного размера — выполняют строгание. В ходе этого процесса резец или ножи снимают слой материала, в результате обработки получается гладкая поверхность. При изготовлении мебели ее затем шлифуют, а в строительстве часто ограничиваются одним строганием. Операция выполняется вручную или механически. В последнем случае достигается наибольшая производительность.
Для механической обработки заготовок применяют строгальные, фуговальные и рейсмусные станки. Первые два имеют схожее устройство (ножевой вал у них находится под рабочим столом) и назначение. Заготовку вручную подают к ножам, затем, поворачивают на бок, и, ведя обработанной стороной вдоль направляющей, выполняют строгание в угол. Большее число ножей в фуговальной машине обеспечивает лучшее качество обработки по сравнению с простым строгальным станком. Поэтому в производственных условиях предпочтение отдается устройствам фуговальным, а для домашней мастерской можно приобрести более дешевый по цене строгальный станок.
 У рейсмуса ножевой вал находится над столом. С его помощью выполняют строгание заготовки в размер, т. е. можно быстро получить доску или брусок определенной толщины и с гладкой поверхностью. Сторона, по которой она базируется должна быть предварительно отфугована. Поэтому на предприятиях часто используют и фуговальный, и рейсмусный станки. Существуют устройства, на которых можно выполнить обе операции, они подходят для небольших цехов и мастерских.
У рейсмуса ножевой вал находится над столом. С его помощью выполняют строгание заготовки в размер, т. е. можно быстро получить доску или брусок определенной толщины и с гладкой поверхностью. Сторона, по которой она базируется должна быть предварительно отфугована. Поэтому на предприятиях часто используют и фуговальный, и рейсмусный станки. Существуют устройства, на которых можно выполнить обе операции, они подходят для небольших цехов и мастерских.
Фрезерование
Основное назначение операции – обработка кромок плоских деталей, что наиболее востребовано в мебельном производстве. Фрезерованием получают фасонный профиль, который украшает фасады и двери предметов интерьера. Кроме обработки деталей по внутреннему и внешнему контуру, отделки кромок, с помощью фрез нарезают шипы, калевки, проушины.
Все эти работы можно выполнить на вертикальном фрезерном станке. У него ось шпинделя проходит перпендикулярно поверхности рабочего стола. Оборудование применяется для изготовления строительных материалов (вагонка, плинтусы), окон и дверей (наличники, филенка), в мебельном производстве. Некоторые вертикальные фрезерные станки оснащаются шипорезной кареткой. С ее помощью подготавливают детали для соединения на шипы.
 В серийном производстве требуется изготавливать детали с одинаковым криволинейным контуром в большом количестве. Быстрее и с максимальной точностью эту задачу можно выполнить, если фрезеровать заготовки по шаблону. Для этого применяют копировально-фрезерные станки. Они работают следующим образом: шаблон устанавливают внизу заготовки, где об его край упирается копир. Фреза опускается на обрабатываемую деталь сверху на требуемую глубину. Заготовки перемещают вдоль копира. Таким образом, можно обрабатывать доски, фанеру. Оборудование применяется в мебельном производстве для изготовления деталей с арками, орнамента. При выборе станка обращают внимание на размеры стола и ход шпинделя, которые должны соответствовать размерам заготовок.
В серийном производстве требуется изготавливать детали с одинаковым криволинейным контуром в большом количестве. Быстрее и с максимальной точностью эту задачу можно выполнить, если фрезеровать заготовки по шаблону. Для этого применяют копировально-фрезерные станки. Они работают следующим образом: шаблон устанавливают внизу заготовки, где об его край упирается копир. Фреза опускается на обрабатываемую деталь сверху на требуемую глубину. Заготовки перемещают вдоль копира. Таким образом, можно обрабатывать доски, фанеру. Оборудование применяется в мебельном производстве для изготовления деталей с арками, орнамента. При выборе станка обращают внимание на размеры стола и ход шпинделя, которые должны соответствовать размерам заготовок.
Сверление
Для соединения деталей в заготовках выполняют сквозные и глухие отверстия. Для этой операции точность важна не меньше, чем для всех остальных. В частности из-за отклонений могут возникнуть проблемы при сборке мебели. В цехах и мастерских дрель используют редко. Сверление выполняют на станках, так как они обеспечивают требуемую точность. Оператору работать на них легче. Даже от самой маленькой дрели при больших объемах работы руки оператора устают.
Среди машин самые востребованные — вертикально-сверлильные станки. У них шпиндель расположен вверху, рабочий стол можно поднять или опустить вниз. Эти устройства можно увидеть в домашних и ремесленных мастерских, на производстве. У некоторых моделей стол может поворачиваться под углом 45 градусов, что позволяет выполнять наклонное сверление. При выборе станка значение имеет его высота, от нее зависит, какого размера заготовку можно будет обработать.
При отсутствии в мастерской фрезерного оборудования гнезда и пазы в заготовках можно изготовить на сверлильной машине. Но лучше с этой работой справится долбежный станок, на котором применяются специальные резцы. С их помощью также выполняют прямоугольные отверстия и шипы. Но нужно отметить, что после долбления может потребоваться доработка, так как по качеству реза этот процесс уступает фрезерованию. Выбирая долбежный станок, учитывайте, что большие возможности по обработке можно получить с такими функциями, как наклон рабочего стола, дополнительные опоры. Например, можно делать углубления для дверных замков и выемки для соединения деталей.
Точение
 Заготовки, являющиеся телами вращения, обрабатывают на токарных станках. В результате они приобретают цилиндрическую, коническую или сложную форму. Мастера вытачивают деревянную посуду, игрушки, балясины для лестниц, детали для мебели и многое другое.
Заготовки, являющиеся телами вращения, обрабатывают на токарных станках. В результате они приобретают цилиндрическую, коническую или сложную форму. Мастера вытачивают деревянную посуду, игрушки, балясины для лестниц, детали для мебели и многое другое.
Токарные станки выпускаются в настольном и напольном исполнении. Первые предназначены для использования в быту, они рассчитаны на обработку деталей длиной не более 1 метра.
Шлифование
Чтобы сделать поверхность гладкой, ее обрабатывают абразивами: шкуркой или кругом. Если использовать ручные инструменты, работа займет много времени. Если деталь большая, процесс может растянуться на час. Время, которое потратит станок на туже задачу, исчисляется секундами. Поэтому он незаменим на крупном предприятии и в ремесленной мастерской, где шлифовать нужно много. Кроме того, механизация этого процесса обеспечивает стабильно высокое качество продукции — в ручном труде результат в большей степени зависит от мастерства исполнителя.
Существует несколько разновидностей шлифовальных станков.
| Название | Назначение |
| Барабанные | Листы, щиты, доски по пласти. |
| Дисковые | Бруски, рейки, планки под прямым или углом от 0 до 45 градусов, подходят для мастерских. |
| Кромкошлифовальные | Обработка кромки по длине в мебельном производстве. |
| Комбинированные | Шлифование заготовки по пласти, кромке и в угол. |
| Осцилляционные | Обработка криволинейных поверхностей, цилиндрических деталей. |
Для шлифования поверхности деталей мебели из массива древесины или из древесностружечных плит, облицованных натуральным шпоном, применяют барабанный станок. Эта операция обеспечивает красивый внешний вид изделий (фасадов, дверей). Для обработки торцов и кромок деталей мебели, заготовок для строительства используют дисковые, кромкошлифовальные, комбинированные и осцилляционные станки. Важное отличие последних – максимально удобный процесс шлифовки выгнутых и вогнутых поверхностей. Он осуществляется за счет втулки или валика, установленной на вертикальном шпинделе.
Любую шлифовальную машину выбирают в соответствии с максимальной длиной, шириной и толщиной ваших заготовок. Значение имеет и производительность, которой обладает та или иная модель. Она определяется мощностью двигателя и скоростью движения ленты. Например, у барабанных станков, которые применяют для серийного производства крупных деталей на фабриках, мощность составляет 5,5 – 18 кВт. Для выпуска единичной продукции в мастерских покупают установки на 1,3-2,3 кВт.
В интернет-магазине «ВсеИнструменты.ру» вы можете приобрести оборудование, которое наилучшим образом справится с вашими задачами. Станки помогут вам выпускать высококачественную продукцию и увеличить объемы ее производства. А сотрудничая с нами, вы сбережете средства при покупке за счет низких цен и получите свой заказ в максимально короткий срок.