Радиально-обжимные машины
При небольшом перепаде размеров в поперечных сечениях поковки целесообразно осуществлять штамповку не набором и высадкой, а обжимом в радиальном направлении, моделируя процесс протяжки в вырезных бойках на молоте или гидропрессе. В этом случае заготовка должна совершать два движения: поступательное в направлении подачи под бойки и вращательное в процессе обжима по одному сечению. Рабочий инструмент — бойки — совершает возвратно-поступательное движение в направлении поковки. На молоте или гидропрессе нет жесткой связи между двигателем и рабочим инструментом, поэтому обжим может осуществляться последовательно на заданный перепад размеров в любом сечении.
В кривошипной машине обычной конструкции при заданной настройке механизма обжим всегда соответствует крайнему положению исполнительного органа. Для того чтобы получить регулируемую величину обжима в процессе обработки, необходимо изменять это положение, например, за счет изменения положения оси вращения ведущего вала. Другим условием является необходимая точность поковки при строгой круговой форме ее сечений, что может быть достигнуто одновременным обжатием в нескольких местах по данному сечению при помощи встройки в машину не одного, а нескольких (двух, трех и более) исполнительных механизмов обычного кривошипно-ползунного типа с неподвижными направляющими ползуна или в виде кривошипно-шатунного механизма бесползунного типа. В последнем случае шатун имеет качающиеся направляющие и инструмент крепится непосредственно к нему.
Реализация указанных принципов нашла свое выражение в конструкциях радиально-обжимных машин. Принципиальная схема привода и механизма исполнения одной из таких машин приведена на рис. 22.5.
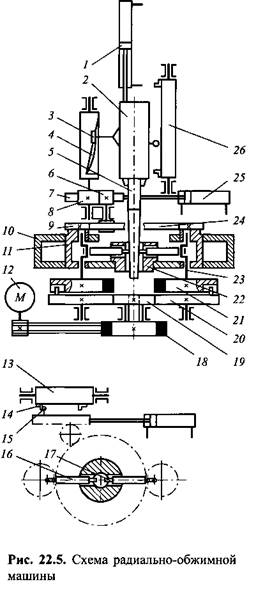
От электродвигателя 12 через клиноременную передачу и маховик 18 вращение подается на ведущую шестерню 19 с последующей раздачей на отдельные исполнительные механизмы. На маховик 21 ведущего эксцентрикового вала 23 движущий момент подается через шип шестерни 20. Сам вал с некоторым эксцентриситетом посажен в картерную обойму 77, проворачивающуюся относительно корпуса станины 10. Шатун 16 с бойком 17 перемещается в поворотной направляющей втулке 22. Изменение величины обжима при деформации поковки происходит так. Рейка 7, связанная со штоком гидроцилиндра 25, может вращать зубчатый валик 6, центральное зубчатое колесо 24 и сцепляющуюся с ним шестерню 9 картерной обоймы. Однако перемещение рейки блокируется при ковке конических поковок 5 копиром 4, профиль которого упирается в ролик 3, закрепленный на кронштейне зажимной головки 2. Только при движении головки вверх вал копира может повернуться: его движение через шестерню 8 передается картеру и тем самым обеспечивается требуемое смещение оси эксцентрикового вала. Если это смещение происходит в направлении поковки, величина обжима возрастает, при обратном смещении -уменьшается.
При ковке цилиндрических ступенчатых валов управление машиной осуществляется при помощи распределительного барабана 13. В этом случае бойки сближаются до тех пор, пока ролик 15 рейки не коснется упора 14 и, смещая барабан, не изменит положение гидроклапана, сбрасывающего давление жидкости в цилиндре 25. После этого бойки немедленно разводятся (копир снят!) и обжим заканчивается. Поворотом барабана в рабочую позицию устанавливают новые упоры, обеспечивающие ковку на другой размер сечения.
Возвратно-поступательное движение поковки вдоль линии подачи осуществляется при помощи гидроцилиндра 7, к штоку которого прикреплен корпус зажимной головки. Жидкость в гидроцилиндр подается распределительным барабаном 26, упоры которого ограничивают ход ролика зажимной головки. При этом длина участков поковки будет соответствовать времени движения штока цилиндра и всей головки при работающих бойках.
Захват и вращение заготовки производятся при помощи зажимной головки, в корпусе которой на шпинделе укреплены сменные губки. Вращение шпинделя и, следовательно, губок с зажатой заготовкой осуществляется через червячную пару от фланцевого электродвигателя, укрепленного на корпусе головки.
В схеме радиально-обжимной машины (см. рис. 22.5) перемещение заготовки происходит по вертикали, поэтому машину классифицируют как вертикального типа, хотя исполнительные механизмы у нее располагаются в горизонтальной плоскости. Они предназначены для обработки коротких деталей и их применяют в условиях массового и серийного производства. Машины горизонтального типа чаще всего специализированы для обработки длинных заготовок, например труб или прутков. Они также применяются в инструментальном производстве, например для профилирования метчиков. Современные радиально-обжимные машины выпускают с номинальным усилием до 5 МН на один боек при числе ходов до 250 в минуту, что позволяет обрабатывать валы диаметром до 250 мм и трубы диаметром до 320 мм.
Многопозиционные распределительные барабаны, обеспечивающие синхронизацию движения всех механизмов машины, позволяют вести обработку в автоматическом режиме по предварительно заданной программе (определенная расстановка упоров на барабанах), однако поскольку они не имеют бункерных устройств, установку заготовок производят вручную. Радиально-обжимные машины следует отнести к классу полуавтоматов.
Гидравлический пресс — устройство и принцип работы
Принцип работы гидравлического пресса
Работа гидравлического пресса основана на принципе гидравлического рычага.
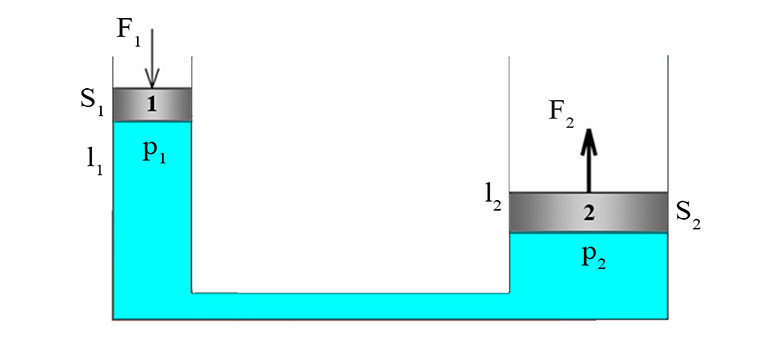
На рисунке показана схема простейшего гидравлического пресса, состоящего из поршней большего и малого диаметров, установленных в сообщающихся цилиндрах, под поршнями находится жидкость. На поршень малого диаметра площадью S1 оказывается усилие F1, определим усилие F2, которое сможет преодолеть поршень площадью S2.
Давление под поршнем 1 можно вычислить по формуле:
Давление под поршнем 2 будет определяться зависимостью:
Согласно закону Паскаля давление, приложенное к жидкости передается всем точкам этой жидкости одинаково во всех направлениях.
Сила на втором поршне будет увеличена пропорционально соотношению площадей поршней. Чем больше площадь второго поршня, и чем меньше площадь первого тем больший коэффициент усиления можно получить на гидравлическом рычаге.
Величина перемещения поршня 2 зависит от объема жидкости, вытесненного поршнем 1. Определим величину перемещения второго поршня l2, при перемещении поршня 1 на расстояние l1.
Так как первый поршень меньше второго, то расстояние на которое переместится второй поршень будет меньше расстояния, на который переместится первый поршень.
Получается, что представленная конструкция позволила значительно увеличить усилие, но при этом произошло снижение величины перемещения. Каким образом можно увеличить величину хода поршня 2, не увеличивая конструкцию?
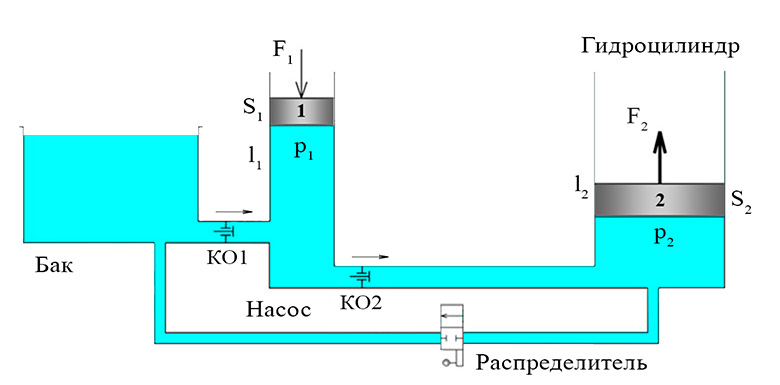
Добавив в конструкцию два обратных клапана, и бак с дополнительным объемом рабой жидкости, мы сможем увеличить величину перемещения поршня 2, увеличивая число циклов перемещения поршня 1. Для возврата поршня 2 в исходное состояние добавим задвижку или распределитель, позволяющий при необходимости вытеснить жидкость из под поршня 2 обратно в бак.
Рассмотрим как работает гидравлический пресс в данном случае.
Во время перемещения поршня вниз под действием давления жидкости клапан 1 прижимается к седлу — закрывается, а клапан 2 открывается, жидкость поступает под поршень 2, заставляя его перемещаться и при необходимости преодолевать усилие нагрузки.
По достижении крайнего нижнего положения поршень начинает перемещаться вверх, увеличивая объем под поршнем, в результате создавшегося разряжения клапан 1 откроется, а клапан 2 закроется жидкость из бака будет поступать под поршень 1. После достижения крайнего положения поршень начнет движение вниз вытесняя рабочую жидкость, цикл повториться.
Таким образом увеличивая число циклов, можно достигнуть необходимой величины перемещения поршня 2 с увеличенным, за счет разницы площадей, усилием.
Представленную конструкцию можно назвать простейшим гидравлическим прессом, поршень 1 совместно с обратными клапанами 1 и 2 является поршневым насосом, поршень 2, установленный в цилиндрической камере — гидроцилиндром одностороннего действия, управление потоками жидкости осуществляется с помощью распределителя или задвижек.
Устройство гидравлического пресса
В реальных прессах используются объемные насосы различных типов, от насоса по трубопроводам жидкость поступает к одному или нескольким гидроцилиндрам. Параметры потока — давление, расход могут регулироваться с помощью предохранительных и редукционных клапанов, дросселей, регуляторов расхода.
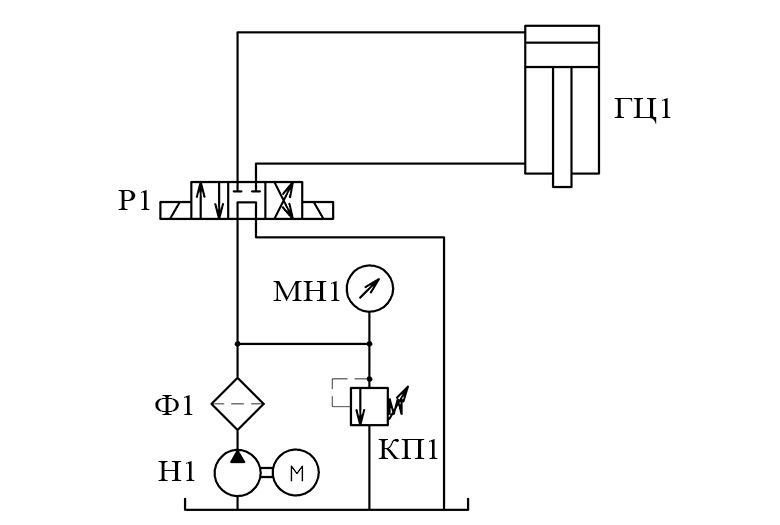
Рассмотрим, принципиальную схему реального гидравлического пресса.
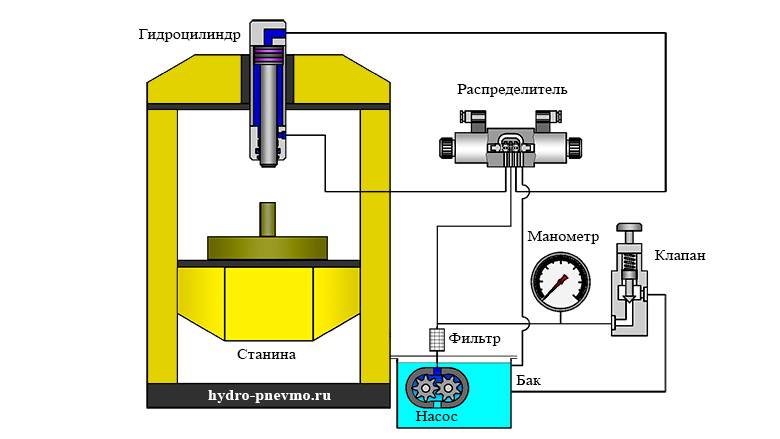
Жидкость от насоса через фильтр поступает на вход трехпозиционного распеределителя. В нейтральном положении золотник жидкость через распределитель отправляется на слив. При переключении распределителя жидкость направляется в поршневую или штоковую полость гидроцилиндра установленного на гидравлическом прессе.
Во время подачи жидкости в поршневую полость осуществляется рабочий ход — прессование. Во время подачи жидкости в штоковую полость — обратный ход.
Усилие прессования определяется как произведение площади поршня на давление в полости гидроцилиндра:
Максимальное давление в системе определяется настройкой предохранительного клапана и контролируется по манометру, установленному в напорной линии.
Гидравлическая схема пресса показана на рисунке.
Классификация гидравлических прессов
Наиболее часто используют классификации прессов по следующим признакам.
По расположению рабочих цилиндров :
- горизонтальные
- вертикальные
- с верхним цилиндром
- с нижним цилиндром
- угловые (с вертикальным и горизонтальным цилиндрами)
По количеству рабочих цилиндров:
- с одним цилиндром
- с двумя и более цилиндрами
По типу привода:
- с ручным приводом
- с приводом от двигателя внутреннего сгорания
- с приводом от электродвигателя
Характеристики гидравлических прессов
Гидравлический привод позволяет реализовать различные усилия и скорости перемещения выходного звена пресса. Скорость перемещения выходного звена может варьироваться в диапазоне от 0,1 мм/с до 300 мм/с.
Усилие гидравлического пресса
Одним из ключевых преимуществ гидравлических прессов является простота регулирования силы и возможность реализации больших усилий.
Силу, развиваемую гидравлическим прессом можно определить как произведение давления в полости гидроцилиндра на площадь поршня:
В зависимости от конструкции гидравлические прессы способны развивать усилие от нескольких тонн, до 70 000 тс (тонн силы).
Достоинства гидравлических прессов
- Возможность получения огромных усилий
- Большой коэффициент усиления
- Простота регулирования и контроля усилия
- Простота регулирования скорости выходного звена
- Высокая надежность
- Кинематическим звеном гидравлического пресса является жидкость, движение который осуществляется по трубопроводам, в том числе и гибким, это позволяет передавать энергию даже к подвижным элементам конструкции.
Недостатки гидравлических прессов
- Меньший, по сравнению с механическими прессами, КПД
- Относительно высокая стоимость комплектующих и обслуживания
- Возможность попадания масла в зону прессования
Применение гидравлических прессов
Гидравлические прессы применяют:
- при штамповке деталей из пластмасс, резины, стали, алюминия и других металлов
- для запрессовки металлических деталей
- для прессования угольных блоков, угольно графитовых электродов
- для прессования древесной стружки при производстве фанеры, древесных плит
Гидравлические прессы широко используют в металлургии для для горячей и холодной штамповки, выдавливания, прошивки, гибки, правки, резки металла.
В пищевой промышленности из-за недопустимости попадания частиц масла в продукты используют пневматические прессы.
реферат радиально-обжимные машины
При небольшом перепаде размеров в поперечных сечениях поковки целесообразно осуществлять штамповку не набором и высадкой, а обжимом в радиальном направлении, моделируя процесс протяжки в вырезных бойках на молоте или гидропрессе. В этом случае заготовка должна совершать два движения: поступательное в направлении подачи под бойки и вращательное в процессе обжима по одному сечению. Рабочий инструмент — бойки — совершает возвратно-поступательное движение в направлении поковки. На молоте или гидропрессе нет жесткой связи между двигателем и рабочим инструментом, поэтому обжим может осуществляться последовательно на заданный перепад размеров в любом сечении.(слайд 2)
300545534290В кривошипной машине обычной конструкции при заданной настройке механизма обжим всегда соответствует крайнему положению исполнительного органа. Для того чтобы получить регулируемую величину обжима в процессе обработки, необходимо изменять это положение, например, за счет изменения положения оси вращения ведущего вала. Другим условием является необходимая точность поковки при строгой круговой форме ее сечений, что может быть достигнуто одновременным обжатием в нескольких местах по данному сечению при помощи встройки в машину не одного, а нескольких (двух, трех и более) исполнительных механизмов обычного кривошипно-ползунного типа с неподвижными направляющими ползуна или в виде кривошипно-шатунного механизма бесползунного типа. В последнем случае шатун имеет качающиеся направляющие и инструмент крепится непосредственно к нему.(слайд 3)
Реализация указанных принципов нашла свое выражение в конструкциях радиально-обжимных машин. Принципиальная схема привода и механизма исполнения одной из таких машин приведена на рис. 22.5.
От электродвигателя 12 через клиноременную передачу и маховик 18 вращение подается на ведущую шестерню 19 с последующей раздачей на отдельные исполнительные механизмы. На маховик 21 ведущего эксцентрикового вала 23 движущий момент подается через шип шестерни 20. Сам вал с некоторым эксцентриситетом посажен в картерную обойму 77, проворачивающуюся относительно корпуса станины 10. Шатун 16 с бойком 17 перемещается в поворотной направляющей втулке 22. Изменение величины обжима при деформации поковки происходит так. Рейка 7, связанная со штоком гидроцилиндра 25, может вращать зубчатый валик 6, центральное зубчатое колесо 24 и сцепляющуюся с ним шестерню 9 картерной обоймы. Однако перемещение рейки блокируется при ковке конических поковок 5 копиром 4, профиль которого упирается в ролик 3, закрепленный на кронштейне зажимной головки 2. Только при движении головки вверх вал копира может повернуться: его движение через шестерню 8 передается картеру и тем самым обеспечивается требуемое смещение оси эксцентрикового вала. Если это смещение происходит в направлении поковки, величина обжима возрастает, при обратном смещении — уменьшается.
3539490-789940При ковке цилиндрических ступенчатых валов управление машиной осуществляется при помощи распределительного барабана 13. В этом случае бойки сближаются до тех пор, пока ролик 15 рейки не коснется упора 14 и, смещая барабан, не изменит положение гидроклапана, сбрасывающего давление жидкости в цилиндре 25. После этого бойки немедленно разводятся и обжим заканчивается. Поворотом барабана в рабочую позицию устанавливают новые упоры, обеспечивающие ковку на другой размер сечения.
Возвратно-поступательное движение поковки вдоль линии подачи осуществляется при помощи гидроцилиндра 7, к штоку которого прикреплен корпус зажимной головки. Жидкость в гидроцилиндр подается распределительным барабаном 26, упоры которого ограничивают ход ролика зажимной головки. При этом длина участков поковки будет соответствовать времени движения штока цилиндра и всей головки при работающих бойках.(слайд 4)
Захват и вращение заготовки производятся при помощи зажимной головки, в корпусе которой на шпинделе укреплены сменные губки. Вращение шпинделя и, следовательно, губок с зажатой заготовкой осуществляется через червячную пару от фланцевого электродвигателя, укрепленного на корпусе головки.
В схеме радиально-обжимной машины (см. рис. 22.5) перемещение заготовки происходит по вертикали, поэтому машину классифицируют как вертикального типа, хотя исполнительные механизмы у нее располагаются в горизонтальной плоскости. Они предназначены для обработки коротких деталей и их применяют в условиях массового и серийного производства. Машины горизонтального типа чаще всего специализированы для обработки длинных заготовок, например труб или прутков. Они также применяются в инструментальном производстве, например для профилирования метчиков. Современные радиально-обжимные машины выпускают с номинальным усилием до 5 МН на один боек при числе ходов до 250 в минуту, что позволяет обрабатывать валы диаметром до 250 мм и трубы диаметром до 320 мм.
Многопозиционные распределительные барабаны, обеспечивающие синхронизацию движения всех механизмов машины, позволяют вести обработку в автоматическом режиме по предварительно заданной программе (определенная расстановка упоров на барабанах), однако поскольку они не имеют бункерных устройств, установку заготовок производят вручную. Радиально-обжимные машины следует отнести к классу полуавтоматов.(слайд 5)
Заключение : Преимущества ковки в четырехбойковом ковочном устройстве:
Использование радиально-обжимных устройств на гидравлических ковочных прессах обеспечивает следующие преимущества в сравнении с традиционными технологиями ковки двумя бойками:
возможность ковки малопластичных и труднодеформируемых сталей и сплавов, обусловленная благоприятным напряженно-деформированным состоянием металла в очаге деформации;
увеличение производительности процесса ковки в среднем в 2 раза, благодаря отсутствию бокового уширения, а значит меньшему количеству ходов пресса, которое требуется для получения поковки заданного размера и формы;
снижение удельных затрат электроэнергии на ковку, а также затрат энергоносителей на подогрев металла и уменьшение потерь металла в угар, благодаря сокращению количества межоперационных подогревов заготовки;
повышенная размерная точность поковок после калибровки в устройстве, что позволяет уменьшить в 2-2,5 раза допуски и в 1,5 раза припуски на последующую механическую обработку;
увеличение выхода годного металла на 10-12%;
высокая гибкость в работе и быстрая настройка оборудования на изменяющийся сортамент обрабатываемых слитков и заготовок;
относительно невысокая стоимость, низкие эксплуатационные издержки и высокая надежность четырехбойкового ковочного устройства, подтвержденная многолетним опытом промышленной эксплуатации.(слайд 6)
 15937676
15937676
Размер файла: 229 kB Загрузок: 5
 15937676
15937676