Как научиться читать гидравлические схемы
Гидравлическая схема представляет собой элемент технической документации, на котором с помощью условных обозначений показана информация об элементах гидравлической системы, и взаимосвязи между ними. Согласно нормам ЕСКД гидравлические схемы обозначаются в шифре основной надписи литерой «Г» (пневматические схемы — литерой «П»).
Как видно из определения, на гидравлической схеме условно показаны элементы, которые связаны между собой трубопроводами — обозначенными линиям. Поэтому, для того, чтобы правильно читать гидравлическую схему нужно знать, как обозначается тот или иной элемент на схеме. Условные обозначения элементов указаны в ГОСТ 2.781-96. Изучите этот документ, и вы сможете узнать как обозначаются основные элементы гидравлики.
Обозначения гидравлических элементов на схемах
Рассмотрим основные элементы гидросхем.
Трубопроводы
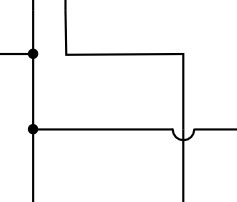
Трубопроводы на гидравлических схемах показаны сплошными линиями, соединяющими элементы. Линии управления обычно показывают пунктирной линией. Направления движения жидкости, при необходимости, могут быть обозначены стрелками. Часто на гидросхемах обозначают линии — буква Р обозначает линию давления, Т — слива, Х — управления, l — дренажа.
Соединение линий показывают точкой, а если линии пересекаются на схеме, но не соединены, место пересечения обозначают дугой.
Бак в гидравлике — важный элемент, являющийся хранилищем гидравлической жидкости. Бак, соединенный с атмосферой показывается на гидравлической схеме следующим образом.

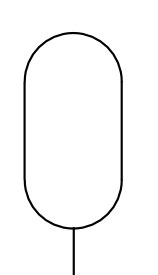
Закрытый бак, или емкость, например гидроаккумулятор, показывается в виде замкнутого контура.
Фильтр
В обозначении фильтра ромб символизирует корпус, а штриховая линия фильтровальный материал или фильтроэлемент.
Насос
На гидравлических схемах применяется несколько видов обозначений насосов, в зависимости от их типов.
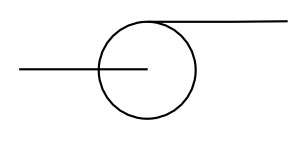
Центробежные насосы, обычно изображают в виде окружности, в центр которой подведена линия всасывания, а к периметру окружности линия нагнетания:
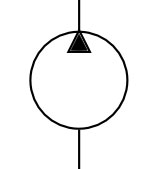
Объемные (шестеренные, поршневые, пластинчатые и т.д) насосы обозначают окружностью, с треугольником-стрелкой, обозначающим направление потока жидкости.
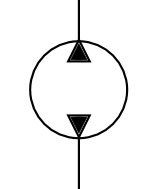
Если на насосе показаны две стрелки, значит этот агрегат обратимый и может качать жидкость в обоих направлениях.
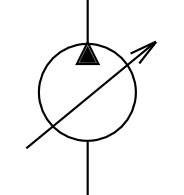
Если обозначение перечеркнуто стрелкой, значит насос регулируемый, например, может изменяться объем рабочей камеры.
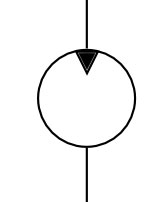
Гидромотор
Обозначение гидромотора похоже на обозначение насоса, только треугольник-стрелка развернуты. В данном случае стрелка показывает направление подвода жидкости в гиромотор.
Для обозначения гидромотра действую те же правила, что и для обозначения насоса: обратимость показывается двумя треугольными стрелками, возможность регулирования диагональной стрелой.
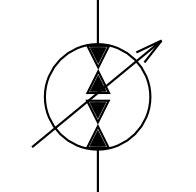
На рисунке ниже показан регулируемый обратимый насос-мотор.
Гидравлический цилиндр
Гидроцилиндр — один из самых распространенных гидравлических двигателей, который можно прочитать практически на любой гидросхеме.
Особенности конструкции гидравлического цилиндра обычно отражают на гидросхеме, рассмотрим несколько примеров.
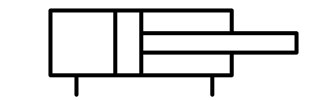
Цилиндр двухстороннего действия имеет подводы в поршневую и штоковую полость.
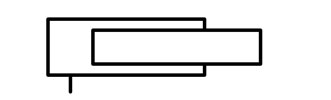
Плунжерный гидроцилиндр изображают на гидравлических схемах следующим образом.
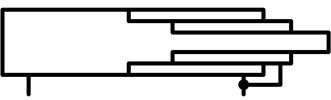
Принципиальная схема телескопического гидроцилиндра показана на рисунке.
Распределитель
Распределитель на гидросхеме показывается набором, квадратных окон, каждое из которых соответствует определенному положению золотника (позиции). Если распределитель двухпозиционный, значит на схеме он будет состоять из двух квадратных окон, трех позиционный — из трех. Внутри каждого окна показано как соединяются линии в данном положении.
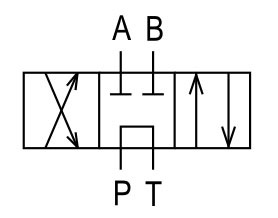
На рисунке показан четырех линейный (к распределителю подведено четыре линии А, В, Р, Т), трех позиционный (три окна) распределитель. На схеме показано нейтральное положение золотника распределителя, в данном случае он находится в центральном положении (линии подведены к центральному окну). Также, на схеме видно, как соединены гидравлические линии между собой, в рассматриваемом примере в нейтральном положении линии Р и Т соединены между собой, А и В — заглушены.
Как известно, распределитель, переключаясь может соединять различные линии, это и показано на гидравлической схеме.
Рассмотрим левое окно, на котором показано, что переключившись распределитель соединит линии Р и В, А и Т. Этот вывод можно сделать, виртуально передвинув распределитель вправо.
Оставшееся положение показано в правом окне, соединены линии Р и А, В и Т.
На следующем ролике показан принцип работы гидрораспределителя.
Понимая принцип работы распределителя, вы легко сможете читать гидравлические схемы, включающие в себя этот элемент.
Устройства управления
Для того, чтобы управлять элементом, например распределителем, нужно каким-либо образом оказать на него воздействие.
Ниже показаны условные обозначения: ручного, механического, гидравлического, пневматического, электромагнитного управления и пружинного возврата.
Эти элементы могут компоноваться различным образом.
На следующем рисунке показан четырех линейный, двухпозиционный распределитель, с электромагнитным управлением и пружинным возвратом.
Клапан
Клапаны в гидравлике, обычно показываются квадратом, в котором условно показано поведение элементов при воздействии.
Предохранительный клапан
На рисунке показано условное обозначение предохранительного клапана. На схеме видно, что как только давление в линии управления (показана пунктиром) превысит настройку регулируемой пружины — стрелка сместиться в бок, и клапан откроется.
Редукционный клапан
Также в гидравлических и пневматических системах достаточно распространены редукционные клапаны, управляющим давлением в таких клапанах является давление в отводимой линии (на выходе редукционного клапана).
Пример обозначения редукционного клапана показан на следующем рисунке.
Обратный клапан
Назначение обратного клапана — пропускать жидкость в одном направлении, и перекрывать ее движение в другом. Это отражено и на схеме. В данном случае при течении сверху вниз шарик (круг) отойдет от седла, обозначенного двумя линиями. А при подаче жидкости снизу — вверх шарик к седлу прижмется, и не допустит течения жидкости в этом направлении.
Часто на схемах обратного клапана изображают пружину под шариком, обеспечивающую предварительное поджатие.
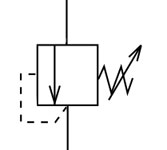
Дроссель
Дроссель — регулируемое гидравлическое сопротивление.
Гидравлическое сопротивление или нерегулируемый дроссель на схемах изображают двумя изогнутыми линями. Возможность регулирования, как обычно, показывается добавлением стрелки, поэтому регулируемый дроссель будет обозначаться следующим образом:
Устройства измерения
В гидравлике наиболее часто используются следующие измерительные приборы: манометр, расходомер, указатель уровня, обозначение этих приборов показано ниже.
Реле давления
Данное устройство осуществляет переключение контакта при достижении определенного уровня давления. Этот уровень определяется настройкой пружины. Все это отражено на схеме реле давления, которая хоть и чуть сложнее, чем представленные ранее, но прочитать ее не так уж сложно.
Гидравлическая линия подводится к закрашенному треугольнику. Переключающий контакт и настраиваемая пружина, также присутствуют на схеме.
Объединения элементов
Довольно часто в гидравлике один блок или аппарат содержит несколько простых элементов, например клапан и дроссель, для удобства понимания на гидросхеме элементы входящие в один аппарат очерчивают штрих-пунктирой линией.
Порядок чтения гидралической схемы
Для чтения большинства гидравлических схем необходимо знать символы, обозначающие основные элементы и следовать алгоритму:
- Рассмотреть гидросхему, ознакомиться прочитать технические требования, характеристики, примечания (если они имеются);
- Ознакомиться с перечнем элементов, который должен сопровождать схему, сопоставить обозначения на гидравлической схеме с данными в перечне;
- Найти на схеме источники и накопители энергии жидкости (насосы, аккумуляторы, напорные башни питающие магистрали);
- Приблизительно оценить величину давления на различных участках системы, определить линии высокого давления, линии слива и дренажа;
- Найти на схеме клапаны регулирующие давление и расход — дроссели, редукционные и предохранительные клапаны, регуляторы расхода, краны;
- Подробно изучить работу гидравлических распределителей, представленных на схеме, понять какие участки схемы задействуются при переключении распределителей, разобраться с механизмами управления гидрораспределитлями;
- Найти на схеме исполнительные механизмы — гидроцилиндры;
- Провести анализ работы различных участков гидравлической системы;
- На основе анализа отдельных участки сделать вывод о работе всей гидравлической системы. При необходимости ознакомиться с технической документацией на ответственные пневмоаппараты.
Для того, чтобы правильно читать гидравлическую схему нужно знать условные обозначения элементов, разбираться в принципах работы и назначении гидравлической аппаратуры, уметь поэтапно вникать в особенности отдельных участков, и правильно объединять их в единую гидросистему.
Для правильного оформления гидросхемы нужно оформить перечень элементов согласно стандарту. Узнать как оформить перечень элементов на схеме.
Ниже показана схема гидравлического привода, позволяющего перемещать шток гидроцилиндра, с возможностью зарядки гидроаккумулятора.
Скачать схемы гидравлических элементов
Участники нашей группы в контакте могут скачать схемы гидравлических элементов. Среди ни обзначения различных тпиов:
- гидроцилиндров
- распределителей
- клапанов
- регуляторов расхода
- трубопроводов и линий связи
Литьевые машины поршневого типа
Принципиальная схема литьевой машины поршневого типа с гидравлическим приводом механизма впрыска и гидромеханическим приводом механизма запирания 1 форм 2.
 (рисунок а) — рабочий процесс начинается с объемного дозирования и последующей подачи материалов из бункера 3 при помощи поршня-дозатора 4 в обогревательный (инжекционный) цилиндр 5. В этот период плунжер 6 занимает крайнее правое положение.
(рисунок а) — рабочий процесс начинается с объемного дозирования и последующей подачи материалов из бункера 3 при помощи поршня-дозатора 4 в обогревательный (инжекционный) цилиндр 5. В этот период плунжер 6 занимает крайнее правое положение.
(рисунок б) — в положении, указанном рис. обе половинки формы сомкнуты под действием гидромеханического устройства механизма запирания 1.
(рисунок в) — далее гидравлический поршень 7 перемещается с плунжером 6; при этом сопло обогрев. цилиндра плотно прижимается к входному отверстию формы, масса выдавливается в форму 2 и заполняет ее рабочую полость.
Термопластавтомат ТП-63
Машина состоит из следующих основных механизмов и узлов:
 1 -станины,
1 -станины,
2 — дозирующего устройства,
3 — механизма впрыска,
4 — обогревательного цилиндра,
6 — механизма запирания формы,
Термопластавтомат ТП-63 является одноцилиндровой горизонтальной машиной поршневого типа с разъемом пресс-форм в вертикальной плоскости. Наибольший объем впрыскиваемого материала за один цикл при температуре пластикации не более 575° К-63 см 3 .
Механизм впрыска с дозирующим устройством
 Все части механизма смонтированы на плитах 1 и 2, установленных на станине машины. К левой плите1 крепится обогревательный цилиндр 3, к правой 2 — гидравлический цилиндр 4, в котором установлен поршень 5. Шток поршня при помощи муфты 6 соединен с инжекционным плунжером 7. Муфта состоит из двух половинок, которые скрепляются рычагом 8. Диаметр поршня 5 принимается в несколько раз большим, чем диаметр инжекционного плунжера.
Все части механизма смонтированы на плитах 1 и 2, установленных на станине машины. К левой плите1 крепится обогревательный цилиндр 3, к правой 2 — гидравлический цилиндр 4, в котором установлен поршень 5. Шток поршня при помощи муфты 6 соединен с инжекционным плунжером 7. Муфта состоит из двух половинок, которые скрепляются рычагом 8. Диаметр поршня 5 принимается в несколько раз большим, чем диаметр инжекционного плунжера.
Схема работы: материал подается из бункера 10 через отверстие А в камеру 11, в которой смонтирован дозирующий поршень 12. При поступательном движении поршня 12 материал из камеры выталкивается и по рукаву 13 направляется в приемную часть 14 инжекционного цилиндра. Количество материала, подаваемого в машину, регулируется питающим поршнем 12, ход которого изменяется. Поршень 12 приводится в движение от инжекционного плунжера 7.
Диаметр плунжера 7 определяют по формуле:
 Dn= √(0,004×V) / (Jp×t)
Dn= √(0,004×V) / (Jp×t)
V- объем полимера, впрыскиваемого за 1 цикл в форму,
t – время заполнения формы при впрыске(1-3 с.),
J — скорость впрыскивания (скорость плунжера).
Обогревательный цилиндр
 Материал, поступающий в приемную часть обогревательного цилиндра, должен быть нагрет до температуры, при которой он переходит в пластическое состояние, что обеспечивает возможность впрыска в форму. В связи с тем, что термопласты обладают низким коэффициентом теплопередачи и плохой теплопроводностью, необходимо их прогревать в тонком слое. Для этого в корпус 1 обогревательного цилиндра устанавливается торпеда 2.
Материал, поступающий в приемную часть обогревательного цилиндра, должен быть нагрет до температуры, при которой он переходит в пластическое состояние, что обеспечивает возможность впрыска в форму. В связи с тем, что термопласты обладают низким коэффициентом теплопередачи и плохой теплопроводностью, необходимо их прогревать в тонком слое. Для этого в корпус 1 обогревательного цилиндра устанавливается торпеда 2.
Торпеда имеет осевые сверления, через которые материал проходит тонким слоем, быстро разогреваясь при этом. Материал поступает в пространство между торпедой и соплом 3 и впрыскивается в пресс-форму через литниковую втулку, к которой плотно прижимается сопло 3. Обогревательный цилиндр обогревается электроэлементом (1600 и 800 Вт). Торпеда прогревается за счет теплопередачи от стенок цилиндра.
Рабочий процесс: начинается с запирания формы. Далее автоматически подается команда на перемещение гидравлического поршня с плунжером, вследствие чего происходит впрыск в форму разогретого пластицированного материала. Он выдерживается под давлением (иначе при охлаждение усадка). После окончания периода выдержки под давлением подается команду на отвод плунжера в исходное положение. Команда на раскрытие пресс-формы.
Торпеды
 1 — концентричная с четырьмя стержневыми нагревателями 1, расположенными на одинаковом расстоянии один от другого. Для лучшей теплопроводности желобки заполняются распыленной медью. Часть торпеды имеет канавки, которые проходят по всей длине. В средней части торпеды диаметр ее резко увеличивается и она почти соприкасается со стенками обогревательного цилиндра; в этом месте поверхность торпеды представляет собой плавники А. Материал поступает в сопло через четыре питающих канала Б, расположенные симметрично. Для контроля температуры имеются термопары 2.
1 — концентричная с четырьмя стержневыми нагревателями 1, расположенными на одинаковом расстоянии один от другого. Для лучшей теплопроводности желобки заполняются распыленной медью. Часть торпеды имеет канавки, которые проходят по всей длине. В средней части торпеды диаметр ее резко увеличивается и она почти соприкасается со стенками обогревательного цилиндра; в этом месте поверхность торпеды представляет собой плавники А. Материал поступает в сопло через четыре питающих канала Б, расположенные симметрично. Для контроля температуры имеются термопары 2.
Достоинства: эффективного обогрева, большой поверхности торпеды пластифицирующая способность увеличивается в 1,5—2 раза по сравнению с конструкцией торпеды машины ТП-63.
 2 – эксцентричная для инжекционных цилиндров небольшого диаметра применяются торпеды с внутренним обогревом эксцентричной конструкции. Сопло 1 несколько смещено относительно центральной оси, но параллельно ей. Стержневые электронагреватели 2 расположены в торпеде параллельно. Расплав поступает в желобки между лопатками торпеды 3 в вязком состоянии, а так как расстояние от лопаток до стенок цилиндра 4 около 0,25 мм, то расплав двигается в каждом канале А с одинаковой скоростью и с этой же скоростью поступает в кольцевое пространство в конце цилиндра. Достоинства: за счет турбулентности, хорошее перемешивание материала с сухими красками;- нагревание просто; лопатки торпеды значительно увеличивают поверхность теплоотдачи; пластификационная производительность больше в 1,5 раза.
2 – эксцентричная для инжекционных цилиндров небольшого диаметра применяются торпеды с внутренним обогревом эксцентричной конструкции. Сопло 1 несколько смещено относительно центральной оси, но параллельно ей. Стержневые электронагреватели 2 расположены в торпеде параллельно. Расплав поступает в желобки между лопатками торпеды 3 в вязком состоянии, а так как расстояние от лопаток до стенок цилиндра 4 около 0,25 мм, то расплав двигается в каждом канале А с одинаковой скоростью и с этой же скоростью поступает в кольцевое пространство в конце цилиндра. Достоинства: за счет турбулентности, хорошее перемешивание материала с сухими красками;- нагревание просто; лопатки торпеды значительно увеличивают поверхность теплоотдачи; пластификационная производительность больше в 1,5 раза.
Недостаток: возможное попадание в изделие воздуха, захватываемого вместе с матриалом.
 3 – вращающаяся дальнейшим усовершенствованием инжекционных цилиндров является применение вращающейся торпеды, которая исключает перепады температур в расплаве, обеспечивает общее повышение степени и скорости пластикации, а также позволяет быстро очищать цилиндр при смене перерабатываемого материала и красителя. Торпеда снабжена продольными и носовыми выступами, обеспечивающими оптимальное смешение и текучесть материала.
3 – вращающаяся дальнейшим усовершенствованием инжекционных цилиндров является применение вращающейся торпеды, которая исключает перепады температур в расплаве, обеспечивает общее повышение степени и скорости пластикации, а также позволяет быстро очищать цилиндр при смене перерабатываемого материала и красителя. Торпеда снабжена продольными и носовыми выступами, обеспечивающими оптимальное смешение и текучесть материала.
Сопла
Качество отливаемых изделий зависит не только от степени пластикации и гомогенизации материала, но также и от конструкции и работы инжекционного сопла.
Сопла бывают: 1 – открытые
2 –самозапирающиеся: — сопла с запорными клапана
— со смещением обогревательного цилиндра
В зависимости от сечения инжекционного канала сопла бывают:
1 — с коническим каналом (при этом сопротивление течению расплава велико);
2 — с узким цилиндрическим каналом на выходе из сопла длиной не более 3 мм (при этом сопротивление течению расплава оказывается минимальным);
3 —с каналом, расширяющимся на выходе, что обеспечивает свободный выход из сопла загустевшего материала;
4 — с каналом и промежуточной камерой (при впрыске м-ла через точечный литник).
В зависимости от нагрева сопла бывают:
— с наружным и — внутренним обогревом.
 Открытые сопла.Для машин высокой производительности, когда небольшое вытекание расплава из сопла в период между двумя впрысками неопасно, применяются открытые сопла. Сопло состоит из наконечника 1 и корпуса 2, который ввертывается в обогревательный цилиндр 3. На сопле и цилиндре установлены наружные электрические нагреватели 4. Впрыск материала в форму осуществляется червяком с конусом 5, острый конец которого доходит до выхода из сопла.
Открытые сопла.Для машин высокой производительности, когда небольшое вытекание расплава из сопла в период между двумя впрысками неопасно, применяются открытые сопла. Сопло состоит из наконечника 1 и корпуса 2, который ввертывается в обогревательный цилиндр 3. На сопле и цилиндре установлены наружные электрические нагреватели 4. Впрыск материала в форму осуществляется червяком с конусом 5, острый конец которого доходит до выхода из сопла.
 Плавающие сопла. Применяют при переработке материалов со средней и низкой вязкостью и для машин, которые запираются за счет давления массы в цилиндре. Сопло состоит из головки 1, корпуса 2 и запирающей втулки 3. Давлением материала в обогревательном цилиндре втулка и головка отжимаются влево (по чертежу), что препятствует вытеканию материала. После упора головки в форму детали сопла перемещаются вправо и расплав из цилиндра через каналы А и Б впрыскивается в форму.
Плавающие сопла. Применяют при переработке материалов со средней и низкой вязкостью и для машин, которые запираются за счет давления массы в цилиндре. Сопло состоит из головки 1, корпуса 2 и запирающей втулки 3. Давлением материала в обогревательном цилиндре втулка и головка отжимаются влево (по чертежу), что препятствует вытеканию материала. После упора головки в форму детали сопла перемещаются вправо и расплав из цилиндра через каналы А и Б впрыскивается в форму.