Электрические силовые цепи основных типов контактных машин
1.Однофазная машина переменного тока.
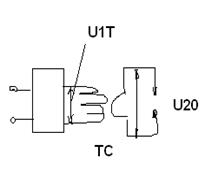
U20-напряжение холостого хода
Сердечник изготавливается из ферромагнитного материала
Способы регулирования величины сварочного тока в машинах
1) Ступенчатое регулирование , засчёт изменения коэффициента трансформации:Ктр=W1/W2=1=W1
2)Плавное фазное регулирование сварочного тока
Однофазные машины переменного тока применяются для сварки сталей никелевых сплавов титана до 3+3 мм
 2. Машины низкочастотные трёхфазные
2. Машины низкочастотные трёхфазные
Циклограмма процесса на низкочастотных машинах
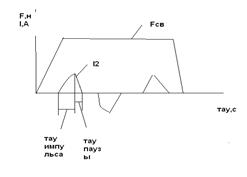
Способы регулирования сварочного тока
-плавное, засчёт изменения угла открывания тиристоров выпрямления
ОП: стали толщиной 4+4 мм, варят AL, магниевые и медные сплавы
3. Машины с выпрямлением тока во вторичном контуре:
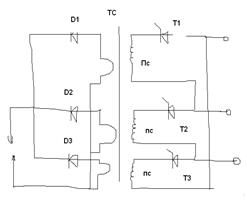
Можно изменять во вторичном напрвление засчёт изменения угла открывания тиристоров вся регулировка осущ в обмотке
ОП:Для св крупногабаритных конструкций из сталей и сплавов треб применения мягких режимов
(-)-наличие вентильного блока и падение напряжения в 2 раза
4. Конденсаторные машины
ОП: для счарки в микроэлектронике при сваруке Al и магниево медных сплавов
ОСНОВНЫЕ ЭЛЕМЕНТЫ ЭЛЕКТРООБОРУДОВАНИЯ МАШИН ДЛЯ КОНТАКТНОЙ СВАРКИ
ТРАНСФОРМАТОРЫ И ОСНОВНАЯ ПУСКОВАЯ И РЕГУЛИРОВОЧНАЯ АППАРАТУРА МАШИН ДЛЯ КОНТАКТНОЙ СВАРКИ
ОСНОВНЫЕ ЭЛЕМЕНТЫ ЭЛЕКТРООБОРУДОВАНИЯ МАШИН ДЛЯ КОНТАКТНОЙ СВАРКИ
Все машины для контактной сварки состоят из двух более или менее тесно связанных друг с другом частей: механической и электрической. Механическая часть машины обычно представляет собой устройство для закрепления, сжатия и перемещения свариваемых деталей. Часто отдельные элементы механизмов, помимо своей основной функции, проводят сварочный ток.
Электрическая часть машины для контактной сварки обычно состоит из следующих основных узлов: сварочной цепи машины (сварочного контура), подводящей ток от источника питания к электродам (роликам); источника питания (в большинстве сварочных машин—однофазного понизительного трансформатора); аппаратуры для регулирования мощности машины; пусковой аппаратуры.
Взаимодействие отдельных электрических узлов поясняется электрическими схемами, которые в зависимости от их назначения бывают трех типов: скелетные или блок-схемы, принципиальныеи монтажные.
Скелетная схема дает лишь самое общее представление о сварочной машине. На ней показываются в виде отдельных прямоугольников (блоков) основные агрегаты электрооборудования, а их взаимная связь обозначается одиночными линиями. Скелетная схема сварочной машины с электроприводом основных механизмов приведена на фиг. 120,а. В данном случае имеются четыре основных узла: сварочный контур 1, трансформатор с регулировочными устройствами 2, пусковая аппаратура 3 и электродвигатель привода 4. Схема, в частности, показывает, что пусковая аппаратура одновременно обслуживает как сварочный трансформатор, так и привод.
Принципиальная электрическая схема той же машины приведена на фиг. 120, б. Принципиальная схема показывает взаимодействие всех электрических узлов машины, однако сами узлы изображаются условно и размещаются на схеме так, чтобы обеспечить легкое ее чтение. Принципиальная схема служит для изучения и анализа работы машины.
Монтажная электрическая схема показывает с более или менее точным соблюдением масштаба расположение всего электрооборудования сварочной машины, расположение и сечение всех соединительных проводов и содержит другие сведения, необходимые для монтажа.
Устройство машин контактной сварки
 |
|
| Электрическое устройство
Электрическое устройство машины предназначено для обеспечения необходимой программы нагрева металла в зоне сварки. В качестве примера рассмотрим электрическое устройство точечной машины переменного тока (рис. 15), которое состоит из элементов вторичного контура 1-9, трансформатора 11, переключателя ступеней 12, контактора 13 и аппаратуры управления. Вторичный контур включает электроды 4, непосредственно контактирующие с деталями, подводящие ток и передающие усилие; электрододержатели 3, 5; нижнюю 2 и верхнюю 6 консоли; токопроводы 1,7,9 и гибкую шину 8. Жесткие элементы контура изготовляют из медного проката и отливают из меди или бронзы; гибкие шины чаще всего набирают из медной фольги. Принято также включать в число элементов вторичного контура машины вторичный виток трансформатора с выводными колодками 10. Электроды, электрододержатели, а иногда и консоли являются сменными частями машины, их конструкция и размеры определяются свариваемыми деталями. С целью электробезопасности обслуживающего персонала одну из ветвей вторичного контура соединяют с корпусом машины, который заземлен, а другую изолируют от корпуса. В современных точечных, рельефных и шовных машинах изолирована от корпуса верхняя ветвь (элементы, соединяющие колодку 10 с подвижным электродом), а в стыковых машинах — губка, установленная на неподвижной плите. Размеры вторичного контура (вылет электродов и раствор консолей) и сечения токоведущих элементов определяют полное электрическое сопротивление контура. Сопротивление вторичного контура шовных машин обычно больше, чем точечных рельефных и стыковых машин из-за наличия двух подвижных контактов в электродных головках. Чем больше вылет и раствор и меньше сечение, тем больше сопротивление, и для получения номинального сварочного тока требуется повышать напряжение вторичной обмотки трансформатора, а следовательно, и электрическую мощность машины. Поэтому необходимо обеспечить возможно более низкое сопротивление вторичного контура. Токоведущие элементы вторичного контура имеют болтовые, конусные или клиновые соединения. От надежности электрических контактов в этих соединениях зависит стабильность сопротивления вторичного контура, а следовательно, и сварочного тока. В процессе эксплуатации возможны окисление контактов и ослабление затяжки болтов, что приводит к увеличению сопротивления вторичного контура. Удельное электросопротивление меди и ее сплавов при нагреве существенно повышается (примерно 4% на 10°С), поэтому при нагреве элементов вторичного контура его сопротивление также возрастает и сварочный ток уменьшается. Для преобразования электрической энергии промышленной питающей сети в энергию, необходимую для контактной сварки, машины снабжают понижающим трансформатором, позволяющим получать большие сварочные токи (десятки кА). В связи с относительно небольшим полным сопротивлением вторичного контура (включая сопротивление свариваемых деталей) большие токи достигаются за счет низкого напряжения вторичной обмотки сварочного трансформатора (для стационарных машин не более 10 В). Для получения таких низких напряжений вторичную обмотку трансформатора обычно выполняют из одного или реже из двух витков. Трансформатор машин контактной сварки, как и любой трансформатор, состоит из трех основных узлов: сердечника (магнитопровода), первичной и вторичной обмоток. Трансформаторы работают в режиме кратковременных повторяющихся нагрузок с большими токами, поэтому их обмотки испытывают значительные динамические нагрузки. Необходимым требованиям высокой механической прочности лучше всего удовлетворяет трансформатор с сердечником броневого типа и чередующимися первичной и вторичной дисковыми обмотками (рис. 16).
Сердечник 9 имеет три стержня, из них средний, на котором расположены обмотки, по сечению в 2 раза больше, чем каждый из крайних стержней. Сердечник собирают из пластин специальной электротехнической стали толщиной 0,5 мм. Сборку сердечника выполняют внахлестку из отдельных штампованных из листа пластин П- или Ш-образной формы. Собранный сердечник зажимают между двумя сварными или литыми рамами 10 и стягивают изолированными шпильками 7. Рама служит также для закрепления обмоток и установки трансформатора в машине. Первичная обмотка трансформатора, состоящая из отдельных дисков (катушек) 2, выполнена из изолированного обмоточного медного провода прямоугольного сечения. Каждая катушка имеет выводы 8, которые присоединены к обмотке пайкой или сваркой. После намотки катушки изолируют, пропитывают лаком и сушат. Вторичная обмотка имеет один виток и выполнена из двух дисков 1, вырезанных из листовой меди. Диски соединены между собой параллельно посредством колодок 4, 6, служащих для присоединения шин вторичного контура. Диски вторичной обмотки охлаждаются водой, проходящей по медным трубкам 11, напаянным по наружному контуру каждого диска и по каналам в каждой колодке 4 я 6. Катушки первичной и диски вторичной обмоток расположены поочередно на среднем стержне сердечника 9 и плотно прижаты одна к другой болтами 5 и прижимными планками 3. В собранном трансформаторе первичная и вторичная обмотки надежно изолированы от сердечника и между собой. В качестве изоляции применяют прокладки 12 из листового гетинакса, текстолита или других изоляционных материалов. С целью снижения расхода материалов, увеличения надежности и долговечности обмотки трансформаторов заливают эпоксидным компаундом в единый блок, а сердечник выполняют из ленты холоднокатаной стали путем навивки. Для регулирования силы сварочного тока изменяют напряжение вторичной обмотки трансформатора путем включения в питающую сеть различного числа витков секций первичной обмотки. При этом изменяется коэффициент трансформации — отношение чисел витков первичной и вторичной обмоток. При увеличении числа витков первичной обмотки (повышении коэффициента трансформации) напряжение вторичной обмотки, а следовательно, и сварочный ток уменьшаются, при уменьшении числа витков — увеличиваются. Выводы от секции (катушек) подключают к специальному переключателю ступеней вторичного напряжения трансформатора. Переключатель позволяет получать различные комбинации соединений секций для включения в сеть необходимого числа витков первичной обмотки. В зависимости от пределов регулирования вторичного напряжения (и сварочного тока) и мощности трансформаторов применяют различные схемы переключения витков первичной обмотки, используя переключатели разных типов: пакетные, кулачковые, ножевые (штепсельные) и барабанные. На рис. 16, б приведена типичная схема включения первичной обмотки трансформатора (см. рис. 16, а), состоящей из четырех катушек I—IV и шести секций 1— 6. Для переключения числа витков используют ножевой переключатель, имеющий три ножа. На первой ступени (положение п. 2) все секции первичной обмотки соединены последовательно (вторичное напряжение и ток минимальные), на промежуточных ступенях секции соединены последовательно и параллельно (например, нож 1 — п.2, ножи 2 и 3 — п.1), на последней ступени (напряжение и ток максимальные) все секции соединены параллельно (п. 1). _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ |


 |
 |
 |
| |
| |
| |
| |
| |
| |
| |
| |
| |

 НОВОСТИ
НОВОСТИ  Лепестковый контейнер из нержавеющей стали для мангала своими руками
Лепестковый контейнер из нержавеющей стали для мангала своими руками