GAZ Gazelle Skat-8 › Logbook › Запрессовка втулок клапанов ЗМЗ-402

Приветствую своих подписчиков и гостей!
В этом посте хотел бы поделится своим опытом с вами и описать процесс запрессовки втулок клапанов в ГБЦ. Да и так след оставить на случай вдруг «оперативная память» обнулится. Если поискать в интернет или на драйве, то каждый найдет для себя нужную информация, но для меня она оказалась разрозненной. Поэтому погнали!
1) Первая засада — это втулки кланов продают с большим припуском, примерно 1 мм, т.е. отверстие во втулке примерно 8 мм.

Прежде чем запрессовывать нужно на токарном станке рассверлить (самый лучший вариант до диаметра 8,85 мм). Если этого не сделать, то потом придется разворачивать втулку на ГБЦ два-три раза. Естественно легкий путь не для нас, поэтому идем вторым путем.
2) Перед запрессовкой нагреваем ГБЦ. Нагревать можно разными путями, но самый эффективный оказался, если разместить ГБЦ на подставках прямо над инфракрасной газовой горелкой. Несколько минут и голова поджаривается основательно

3) После нагрева ГБЦ, зарядив патрон втулку на запрессовщик, смазываем поверхность втулки маслам. Лучше всего ТАД-17, т.к. у него высокие антизадирные свойства.
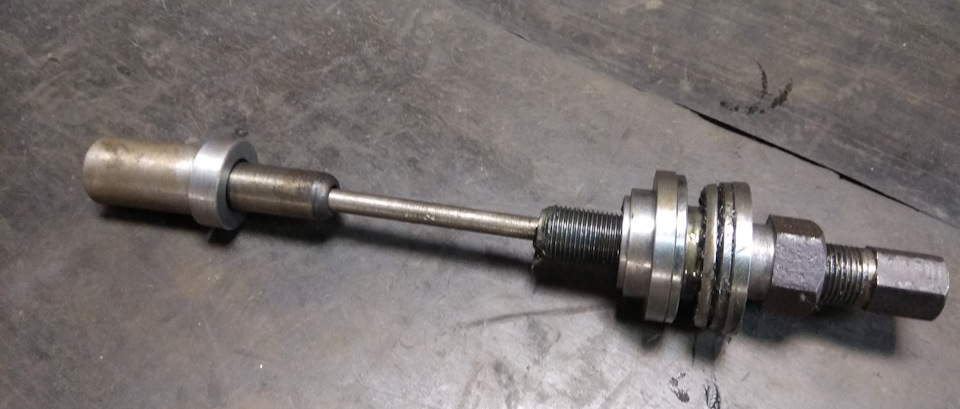
И без фанатизма с помощью двух гаечных ключей и начинаем запрессовывать втулки на свои места.


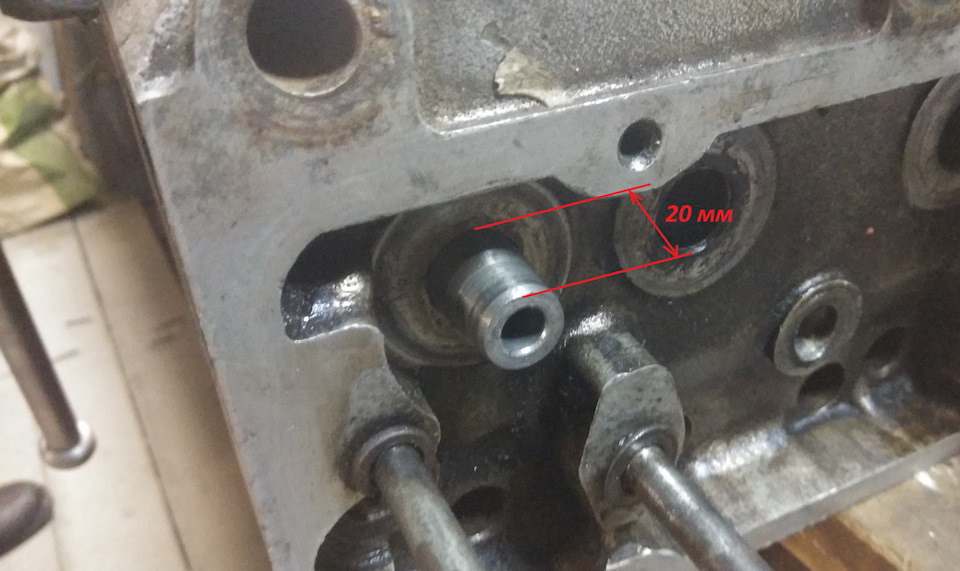
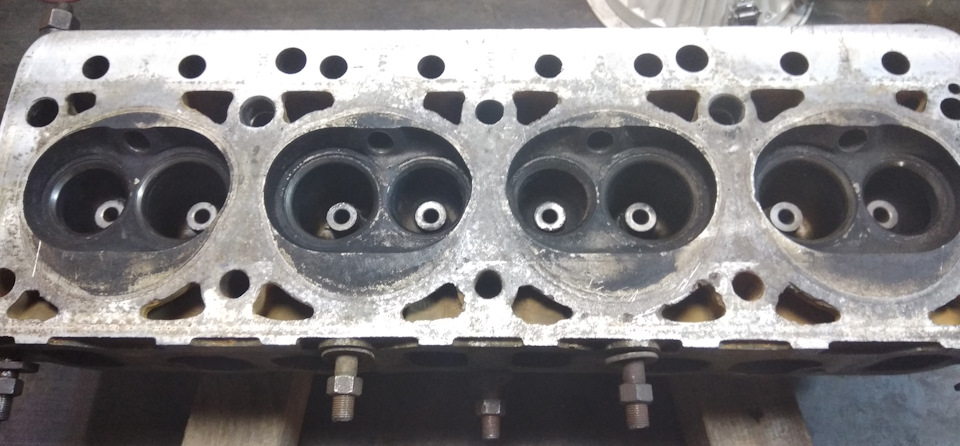
Здесь нужно учитывать, что все втулки со стопорными кольцами, а их всего 4 штуки, нужно установить на впускные окна. Втулки, без стопорных колец, нужно устанавливать на выпускные окна. Над поверхность ГБЦ втулки должны выступать на величину 20 мм


На все — про все, око 60 минут работы.
4) Если втулки заранее не обработаны на токарном станке, то необходимо развернуть на черновую, а потом на чистовую. Но об это в следующем посте.
ремонт 402 двс распредвал

Подскажите плиз как в кустарных условиях развернуть втулки распредвала. до сегодняшнего дня блоки 402 не втулились под распреды. Втулились блоки ГАЗ 24. Как правили изнашивается сам распред. Блок на много меньше. Обычно покупают новый распред и все встает на свои места. Так что на 402 втулок вообще нет. Если же возникла такая необходимость, то без координатно-расточного практически не обойтись. Необходимо сначало блок расточнить под втулки, потом запресовать втули, и последнее: их расточить, либо специальной (ступенчатой разверткой) за один проход пройти все втулки.
Теория ДВС: ГБЦ ЗМЗ-402 + тест аналога Neway

В противном случае 99%, что втулки развернешь не в одной оси.
Снятие, дефектовка и установка распредвала ЗМЗ-402 1. Снять ремень привода вентилятора. 2. Снять ремень привода генератора. 3. Отвернуть четыре болта 1, снять вентилятор 2 и шкив вентилятора 3.

Отвернуть четыре болта 4 и снять шкив 5 водяного насоса. Номинальные размеры и посадка сопрягаемых деталей распределительного вала двигателя мод. 402 1. После снятия промыть все детали бензином, протереть и просушить. Осмотреть распределительный вал. Если на шейках, кулачках и шестерне привода масляного насоса имеются задиры, глубокие царапины, раковины, сколы, трещины, распределительный вал заменить.

Измерить диаметры шеек распределительного вала, номинальные диаметры шеек указаны в таблице. 2. Осмотреть штанги толкателей. Погнутые штанги заменить. Если на наконечниках штанг заметны следы износа, задиры, раковины, штанги также заменить. Следует учесть, что длина штанги двигателя мод. 402 равна 283 мм, а двигателя мод. 4021 287 мм. 3. Осмотреть толкатели. Если на рабочих поверхностях заметны следы износа, раковины, задиры и т. д. , толкатели заменить. 4.

Если на зубчатом колесе распределительного вала повреждены зубья или имеются трещины, его нужно заменить. 5. Измерить осевой зазор распределительного вала. Для этого подсобрать вал с зубчатым колесом, надеть на передний конец распределительного вала распорное кольцо и упорный фланец, затем напрессовать зубчатое колесо и завернуть болт крепления зубчатого колеса с шайбой.
Болт затянуть моментом 5560 Нgм (5,56,0 кгсgм). Щупом измерить зазор между упорным фланцем распределительного вала и ступицей зубчатого колеса, он должен быть в пределах 0,10,2 мм. Устанавливают распределительный вал в порядке, обратном снятию. Перед установкой смазать моторным маслом шейки и кулачки распредвала, толкатели и штанги толкателей. После установки отрегулировать зазоры в приводе клапанов.
Втулки распредвала 402 двигатель замена
Если совсем вкратце — выдержка из книжки «Двигатели ОАО «Волжские моторы» для автомобилей УАЗ и Газель»:
«Выпрессовку и запрессовку втулок удобнее делать с помощью резьбовых шпилек (соответсвующей длины) с гайками и подкладными шайбами.»
Вообще, поищи эту книжку, не думаю, что она в таком уж дефиците, а в сочетании с камасутрой дает очень неплохую информацию.
Кстати втулки продают «полуобработанные», т.е. их еще разворачивать надо после запрессовки.
Ну у меня на конторской Волге при очень аккуратном уходе прошел 250 тыш. Обычно под капиталку надо менять или, если в хорошем состоянии, то хотя бы перевтуливать. Подшипники скольжения не могут жить так долго как качения.
Подтверждаю. У меня распредвал еще советских времен, в отличном состоянии, а вот втулки пришлось менять.
Кстати, про замену распредвала.
Хотел быстро перекинуть распредвал без съема двигателя и глобальной разборки, а тут напугали, что для снятия крышки и вытаскивания распредвала нужно снимать ступицу шкива коленвал, что довольно тяжело без спец.съемника. Правда али нет? Нужно ее снимать?
Менял недавно без снятия двигателя. Снимал переднюю крышку, радиатор и подпон. Какие либо сьемники не применял!
у меня в стружку износились подшипники распредвала.я заменил-запрессовал новые втулки,откапал новый 24 распредвал.и только после того как всё это сделано выяснилось,что у нас в саранске нету борштанг под втуленные уазовские движки,а есть только под 53 аппараты.
какой выход?надо импровизировать.думаю надо найти контакты на станкостроительном заводе.и сопсно вопрос-на каком станке и как вообще протачить новые втулки под распредвал?
майк,я вобщем пообщался с человеком на заводе по теме твоего ответа в личку-сказал нереально,один х.й всё разнесёт и не факт что распред вабще вставится после такого.ну и х.й с ним
мне вот чо в голову пришло-а почемубы не сделать цельные втулки уже готовые,чтоб без расточки сразу распред вставить?у первой втулки внешний д 55,5(+0.190,+0,140),а шейка распредвала 52 мм,ну и каждая следующая шейка меньше на 1 мм.реально уже готовые втулки сделать,цельные,т.е без прорези?а из чего?
Туфта это — уже много лет ходят двигатели, сделанные, именно тем способом, о котором говорит Майк.
писька в том,что человек не берётся за изготовления такого инструмента,а самому блин сделать всрё равно не получится-этож доаодка на станке нужна и по диаметру резцов,и у них заход должен быть-этож в гараже не сделаеш!
Skdingo,ты чё думаеш по поводу втуления оригинальными втулками?
Купи готовую, цена не сильно смертельная.
что ты имееш в виду?
Где купить? Скоро самому надо будет, а делать лень
То что человек не взялся делать, это его проблемы, из распреда всё получаеться, только усилие большое, поскольку все сразу проходишь. Перекоса там быть не может, поскольку процесс идёт при вставленой развёртке
ну ты же понимаеш,что изготовление оригинального инструмента практически с нуля это накладно в условиях серьёзного завода,и это не один день займёт.
ну ты разъясни-вот надо мне делать развёртку-пластины какой стали мне впаивать в шейки,как потом затачивать их?как впаивать?
Готовая стоит 3100-3800(сделать самому, дороже выйдет). В Москве, Питере, Новгороде есть точно в куче мест. В остальных городах не знаю.
с втулками, а смысл?
смысл в том что без втулок делают,а со втулками-нет.он прым точно точно со втулками?
СЛЫШ,МУЖИКИ,А 402 ДВИГ СО ВТУЛКАМИ?мож его (блок) купить:confused:отдают ну почти по цене металлолома
В 402м, распредвал вращается прямо в теле блока, без каких либо втулок, т.е. если постели выработались, отремонтировать возможно только в условиях завода или серьезных мастерских. Потому как, необходимо растачивать блок под втулки, запрессовывать их туда и один ляд, РАЗВОРАЧИВАТЬ их под размер распредвала. Гораздо проще, на шейках старого распредвала, сделать болгаркой поперечные проточки, т.е. изобразить зубья развертки, помучившись, потихоньку, со смазкой, вытаскивая и обчищая импровизированную развертку, развернуть втулки и если новый распредвал будет туго входить и вращаться во втулках, перешлифовать его по шейкам, до достижения зазора, между шейкой и втулкой в 0,02мм.
В 402м, распредвал вращается прямо в теле блока, без каких либо втулок, т.е. если постели выработались, отремонтировать возможно только в условиях завода или серьезных мастерских. Потому как, необходимо растачивать блок под втулки, запрессовывать их туда и один ляд, РАЗВОРАЧИВАТЬ их под размер распредвала. Гораздо проще, на шейках старого распредвала, сделать болгаркой поперечные проточки, т.е. изобразить зубья развертки, помучившись, потихоньку, со смазкой, вытаскивая и обчищая импровизированную развертку, развернуть втулки и если новый распредвал будет туго входить и вращаться во втулках, перешлифовать его по шейкам, до достижения зазора, между шейкой и втулкой в 0,02мм.
у мордвы технология восстановления таких блоков такая-блок проходится прошивкой 32.5мм,а шейки распредвала навариваются и шлифуются в размер
а если делать импровизированную развёртку,зубья лучше косые или прямые?просто есть возможность отдать это дело на зуборезный станок.как лучше?
Мы делали прямые, а как лучше, хрен его знает.
Если по уму, то девайс заводской — это специальный станок на который крепиться блок и засовываеться вал из которого торчат резцы. По одному на шейку, ничего общего с классической развёрткой. Сегодня специально изучал сей девайс, но так и не понял для чего так сложно, по сути это фрезерный станок
Сие устройство и называется борштанга. При всей сложности конструкции, есть ее огромное достинство — индивидуальная настройка, полученного размера каждой опоры.
Все так, только существуют регулируемые развёртки с несоизмеримо меньшей ценой. Да и пилить мягкие вкладыши такой серьёзный агрегат не нужен, расточной станок при наличии жестко заданой направляющей в блоке просто трата денег
Так она (борштанга) и не создавалась под мягкий материал, ну а в дальнейшем, ее применение, при соответствующем подборе СОЖ, дает обалденную чистоту, почему бы и не воспользоваться, когда есть такая возможность.
Господа, не молчите, надеюсь на ваше профессиональное мнение, нужно заканчивать капремонт двигателя. И еще вопрос вдогонку: нужно заменить втулки распредвала, для этого достаточно спрессовать старые и запрессовать новые, или потом их нужно обрабатывать разверткой? И из какого материала делают втулки: сталеалюминевые или баббитовое напыление?
Втулки лучше менять при помощи длинной шпильки и набора шайб. После перепресовки втулок их надо расточить с помощью борштанги. Покупать ее для отдельного движка экономически не выгодно. А если сдавать блок на замену втулок то они же их сами и перепресуют.
Пробовал расточить втулки распредвала с помощью старого распредвала, заточенного наподобии развертки. Но правильно заточить не получилось. При одном варианте заточки развернул втулки быстро, но поверхность втулок получилась не ровной (с выеденными местами), при других вариантах заточки вообще не смог расточить, хотя руки вроде не из ж. растут. В результате после недельных мучений сдал в мастерскую, где все это сделали за один день.
10rus — это Карелия, место большого количества рек и озер. а еще там очень много отдыхающих москвичей, так много, что местным жителям (вроде меня) приходится покупать ЖиПы и лезть для отдыха в самые дебри, что бы и там встретить отдыхающих с других регионов, которые проложили с другой стороны асфальтовую дорогу или высадились с вертолета.:):):)
Буду пробовать разворачивать каждую втулку разверткой по отдельности, это все же лучше чем делать бортштангу из старого распредвала. До питера конечно не далеко, но если посчитать все затраты (бензин +ремонт) это уже цена нового блока. А развертки халявные(бутылка/час) — завод под боком. Опять же инструмент измерительный имеется. Уаз — машина армейская, думаю все получится.
З.Ы. Буду рад выслушать другие варианты ремонта своими руками.
В Питере не нашёл, вроде грозились в конторе одной московской, филиал её возле моста Алексанра Невского, но мычали долго, так и не потелились, припёрло, съездил в Москву.
В поиске было предложение оптовой продажи, как раз напротив моста Алексанра Невского. Спасибо.
kulibin!Не вздумай разворачивать рем. втулки распредвала по отдельности.Это чистейший онанизм.Загубишь блок и распредвап.Есть возможность купить эту развертку-лучше вложи деньги в этот инструмент.
Желание купить есть, но нет возможности.:)
В питере магазинов не нашел, где она есть в наличии. В интернет магазинах либо оптовая торговля, либо нет доставки по РФ.
Эххх. Перетряхивал прошедшим летом мотор. На одной из втулок РВ что около привода распределителя видел следы напоминающие поплавленность. На шейках вала никаких подозрительных следов да и на других втулках тоже. Пробег 230 тыс км. В общем поставил вал обратно . ну разве что только помыл. На ХХ с П/ст 10-40 от Консол не падает ниже 1.8. На ходу 4-4.5. Коленвал тоже не точил.. только вкладыши новые ставил.
А вот старый родной 21й мотор прошел 770 тыс и замены втулок РВ так и не дождался. Правда после пол лимона км его новым РВ от 24ки осчастливили. Разумеется показатели давления у него в основном не радовали. особенно после пробегов порядка 100 тыс после переборок.
А что может быть ещё проще, чем борштанга, которую Вы обозвали развёрткой специальной. Нужна волшебная палочка? 🙁
Эх, дружищще, дело в том, что её так назвали производители, обязательно сообщу, что они неправы, когда заказывать буду 😀
Справа в разделе «Развёртки специальные» 😉
Таки придёца заказывать? А то, я сегодня купил вот такой аналог http://www.razvertka.com.ua/index.php?i=14&lg=ru&n=1 подумал, что нетрудно сделать приспособу — центр для задней втулки для последующего прохождения всех втулок.
Послушайте любезный. Втулки естественно в минусе. И нет никакой необходимости протачивать их в токарном станке. Допуска достаточно, чтобы после запрессовки пройти борштангой и всё.
Борштанга режет отверстия, используется только в станках,развертка обрабатывает предварительно подготовленные,может быть и ручным инструментом,разница с машинными только в длинне режущей и центрирующей части (рука может дрогнуть:D). есть такой инструмент,как развертка специальная.
Послушайте любезный. Втулки естественно в минусе. И нет никакой необходимости протачивать их в токарном станке. Допуска достаточно, чтобы после запрессовки пройти борштангой и всё.
А теперь вы послушайте ЛЮБЕЗНЫЙ! Надеюсь, что мы втроём убедили вас, а если не — то почитайте тех.литературу и если есть возможность, то пообщайтесь в живую со спецами по данной работе, удачи.
Эх, дружищще, дело в том, что её так назвали производители, обязательно сообщу, что они неправы, когда заказывать буду 😀
Справа в разделе «Развёртки специальные» 😉
Таки придёца заказывать? А то, я сегодня купил вот такой аналог http://www.razvertka.com.ua/index.php?i=14&lg=ru&n=1 подумал, что нетрудно сделать приспособу — центр для задней втулки для последующего прохождения всех втулок.
А вы аналог-коротышку сдайте обратно в магаз и купите ступенчатую развёртку и работайте аккуратненько и удачи вам!
Вы меня извините,но после этих дискусий Вам я блок не отдал бы делать.
Гыы. Я очень сильно огорчился.
Сделано достаточно много, чтобы, — была уверенность, — от, и до.
По теме: хохлы с размерами, отсебятину проталкивают http://www.razvertka.com.ua/index.php?i=15&lg=ru&n=21&PHPSESSID=31c7b908ef921de20dd86d13e11f7fcf . + 0,05, на каждой развёртке, смонтированной в борштангу, — быть не может, и не должно по техтребованию. Будьте поосторожнее с торгашами.
Гыы. Я очень сильно огорчился.
Сделано достаточно много, чтобы, — была уверенность, — от, и до.
По теме: хохлы с размерами, отсебятину проталкивают http://www.razvertka.com.ua/index.php?i=15&lg=ru&n=21&PHPSESSID=31c7b908ef921de20dd86d13e11f7fcf . + 0,05, на каждой развёртке, смонтированной в борштангу, — быть не может, и не должно по техтребованию. Будьте поосторожнее с торгашами.
Не удержался от комментария, я предводитель вот этих хохлов _www.shop.razvertka.com.ua/category/hand-reamers, которые отсебятину проталкивают.
Я не ремонтник, но все же, прокомментирую, распредвалы, которые продают, обычно имеют, погрешности в пределах +0,03…0,05, вал должен иметь допуски H7 для предотвращения посадки с натягом, что может повредить вал, поэтому, чтоб не мудохатся с валом, у РАЗВЕРТКИ размер +0,05.
П.С. инструмент изготавливался по чертежам ремонтников, прошел испытание и не на одном двигателе.
Борштанга режет отверстия, используется только в станках,развертка обрабатывает предварительно подготовленные,может быть и ручным инструментом,разница с машинными только в длинне режущей и центрирующей части (рука может дрогнуть:D). есть такой инструмент,как развертка специальная.
Разница между ручными и машинными развертками, в основном в конструкции хвостовика, у ручных разверток – хвостовик цилиндрический с квадратом или отверстием под вороток, у машинных — конический под конус морзе с лапкой для использования в станках, а также отличается марка метала из которых их делают, в основном ручные 9ХС, ХВГ, машинные Р6М5, Р9, Р18, Р6М5К5, твердый сплав и др., но бывают и ручные с этих металлов.
Я не ремонтник, но все же, прокомментирую, распредвалы, которые продают, обычно имеют, погрешности в пределах +0,03…0,05, вал должен иметь допуски H7 для предотвращения посадки с натягом, что может повредить вал, поэтому, чтоб не мудохатся с валом, у РАЗВЕРТКИ размер +0,05.
П.С. инструмент изготавливался по чертежам ремонтников, прошел испытание и не на одном двигателе
Скажите мне — кто и как производит те РВ, у которых размер шеек так «гуляет» в плюс? Если такая точность в процессе шлифовки шеек, то как обстоят дела с кулачками? Допуск на шейках -,020, и никаких плюсов там буть не может. Более того — оригинал идёт только 51,98; 50,98 . и т. д.
Вы меня извините, но какой монтажный зазор получтся если развёртка в +0,050?
Не удержался от комментария, я предводитель вот этих хохлов _www.shop.razvertka.com.ua/category/hand-reamers, которые отсебятину проталкивают.
Я не ремонтник, но все же, прокомментирую, распредвалы, которые продают, обычно имеют, погрешности в пределах +0,03…0,05, вал должен иметь допуски H7 для предотвращения посадки с натягом, что может повредить вал, поэтому, чтоб не мудохатся с валом, у РАЗВЕРТКИ размер +0,05.
П.С. инструмент изготавливался по чертежам ремонтников, прошел испытание и не на одном двигателе.
Разница между ручными и машинными развертками, в основном в конструкции хвостовика, у ручных разверток – хвостовик цилиндрический с квадратом или отверстием под вороток, у машинных — конический под конус морзе с лапкой для использования в станках, а также отличается марка метала из которых их делают, в основном ручные 9ХС, ХВГ, машинные Р6М5, Р9, Р18, Р6М5К5, твердый сплав и др., но бывают и ручные с этих металлов.
Я не ремонтник, но все же, прокомментиру. ключевая фраза,извените меня ,зря Вы пытаетесь комментировать:D:D:D
Теперь о плохом. Когда весь девайс был готов выяснилось, что развёртка не держит заявленных размеров, да и вообще ножи оказались разными по высоте а проточки для ножей также различной глубины. Пытались путем подбора поймать размер — никак.
Лепестковую развертку Вы разобрали, я так понял, чего делать категорически нельзя, ее почти невозможно потом собрать, верней собрать можно, а точности не будет, при сборке ножи окончательно шлифуются и затачиваются на собранной развертке. И даже если переставить два ножа местами, точность теряется.